






FANUC系统数控铣床几个简单编程实例
实例一 平面加工
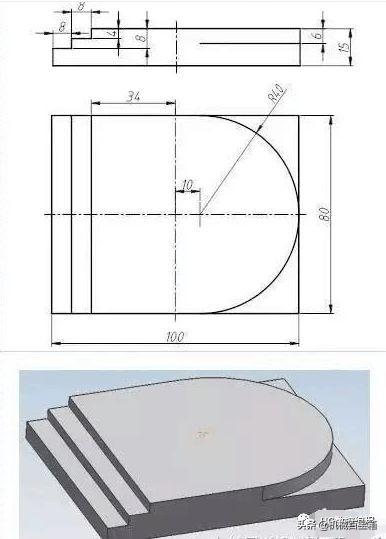
参考程序:
O0001;
G90 G94 G21 G17;
G91 G28 Z0;
G90 G54 M03 S350;
G00 X-52.0 Y-50.0;
Z5.0 M08;
G01 Z-8.0 F50;
Y50.0 F52;
G00 Z5.0;
X-44.0 Y-50.0;
G01 Z-4.0 F50;
Y50.0 F52;
G00 Z5.0;
X10. Y50.0;
G01 Z-6.0 F50;
G02 X10.0 Y-50.0 R50.0 F52;
G00 Z20.0 M09;
G91 G28 Z0;
M30;
实例二 外形轮廓加工
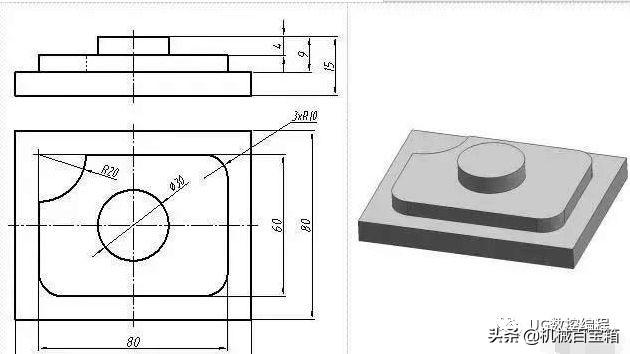
参考程序:
(1)圆柱台加工程序
O0001;
G90 G94 G40 G17 G21;
G91 G28 Z0;
G90 G54 M3 S350;
G00 X62.0 Y0;
Z5.0;
G01 Z-4.0 F52;
G41 D02 G01 X47.0 Y0 F52;
G02 I-47.0 J0;
G40 G01 X62.0 Y0;
G41 D02 G01 X31.0 YO;
G02 I-31.0 J0;
G40 G01 X62.0 Y0;
G41 D02 G01 X15.0 Y0;
G02 I-15.0 J0;
G40 G01 X62.0 Y0;
G00 Z20.0;
G91 G28 Z0;
M30;
(2)外轮廓加工程序
O0002;
G90 G94 G40 G17 G21;
G91 G28 ZO;
G90 G54 M03 S350;
G00 X-62.0 Y52.0 M08;
Z5.0;
G01 Z-9.0 F52;
G41 D02 G01 X-40.0 Y30.0 F52;
G01 X-20.0 Y30.0;
X30.0;
G02 X40.0 Y20.0 R10.0;
G01 Y-20.0;
G02 X30.0 Y-30.0 R10.0;
G01 X-30.0;
G02 X-40.0 Y-20.0 R10.0;
G01 Y10.0;
G03 X-20.0 Y30.0 R20.0;
G40 G01 X-62.0 Y52.0;
G00 Z20.0 M09;
G91 G28 Z0;
M30;
粗加工时,选用Φ20的立铣刀,刀具号为T02,刀具半径补偿号为D02,补偿值为10.2mm(0.2mm是精加工余量)。
精加工时,选用Φ12的立铣刀,刀具号为T03,刀具半径补偿号为D03,补偿值为6mm。
实例三 槽加工
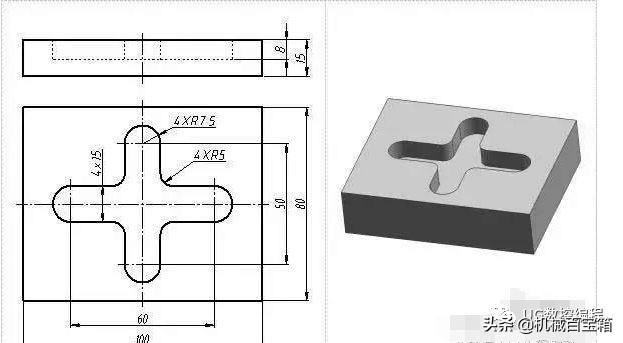
参考程序:
(1)十字槽粗加工程序
O0001;
G90 G40 G21 G17 G94;
G91 G28 Z0;
G90 G54 M3 S480;
G00 X30.0 Y0;
Z5.0 M08;
G01 Z-4.0 F40;
X-30.0 F60;
Z-8.0 F40;
X30.0 F60;
G00 Z5.0;
X0 Y25.0;
G01 Z-4.0 F40;
Y-25.0;
Z-8.0 F40;
Y25.0 F60;
G00 Z5.0 M09;
G91 G28 Z0;
M30;
(2)十字槽精加工程序
O0002;(主程序)
G90 G40 G21 G94 G17;
G91 G28 Z0;
G90 G54 M3 S800;
G00 X0 Y0;
Z5.0 M08;
G01 Z0 F40;
M98 P0003 L02;
G90 G00 Z5.0 M09;
G91 G28 Z0;
M30;
O0003;(子程序)
G91 G01 Z-4.0 F40;
G90 G41 D03 G01 X12.5 Y7.5 F50;
G02 X7.5 Y12.5 R5.0;
G01 Y25.0;
G03 X-7.5 R7.5;
G01 Y12.5;
G02 X-12.5 Y7.5 R5.0;
G01 X-30.0;
G03 Y-7.5 R7.5;
G01 X-12.5;
G02 X-7.5 Y-12.5 R5.0;
G01 Y-25.0 ;
G03 X7.5 R7.5;
G01 Y-12.5;
G02 X12.5 Y-7.5 R5.0;
G01 X30.0;
G03 Y7.5 R7.5;
G01 X12.5;
G02 X7.5 Y12.5 R5.0;
G40 G01 X0 Y0;
M99;
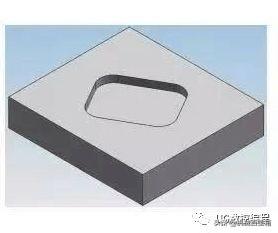
实例四 型腔加工
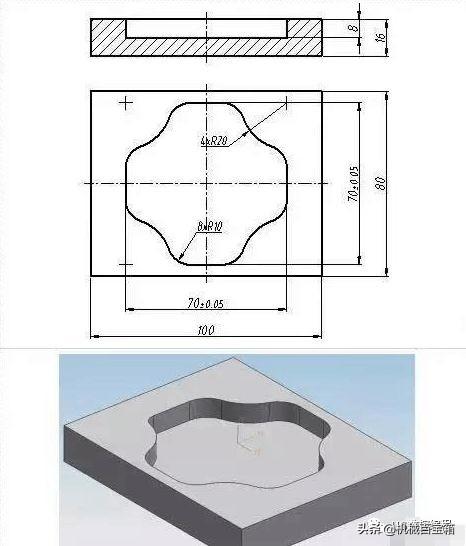
参考程序:
(1)型腔内粗加工程序
O0001;(主程序)
G90 G40 G21 G94 G17;
G91 G28 Z0;
G90 G54 M3 S480;
G00 X0 Y0;
Z5.0 M08;
G01 Z0 F50;
M98 P0002 L02;
G00 Z20.0 M09;
G91 G28 Z0;
M30;
O0002;(子程序)
G91 G01 Z-4.0 F40;
G90 G01 X7.0 Y0 F48;
G03 I-7.0 J0;
G01 X19.0 Y0;
G03 I-19.0 J0;
G01 X0 Y0 F100;
M99;
(2)型腔内轮廓精加工程序
O0003;(主程序)
G90 G40 G21 G94 G17;
G91 G28 Z0;
G90 G54 M3 S480;
G00 X5.0 Y0;
Z5.0 M08;
G01 Z0 F80;
M98 P0004 L02;
G00 Z20.0 M09;
G91 G28 Z0;
M30;
O0004;(子程序)
G91 G01 Z-4.0 F80;
G90 G41 D01 G01 X20.0 Y-15.0 F48;
G03 X35.0 Y0 R15.0;
G01 Y6.7157;
G03 X28.3333 Y16.1438 R10.0;
G02 X16.1438 Y28.3333 R20.0;
G03 X6.7157 Y35.0 R10.0;
G01 X-6.7157;
G03 X-16.1438 Y28.3333 R10.0;
GO2 X-28.3333 Y16.1438 R20.0;
G03 X-35.0 Y6.7157 R10.0;
G01 Y-6.7157;
G03 X-28.3333 Y-16.1438 R10.0;
G02 X-16.1438 Y-28.3333 R20.0;
G03 X-6.7157 Y-35.0 R10.0;
G01 X6.7157;
G03 X16.1438 Y-28.3333 R10.0;
G02 X28.3333 Y-16.1438 R20.0;
G03 X35.0 Y-6.7157 R10.0;
G01 Y0;
G03 X20.0 Y15.0 R15.0;
G40 G01 X5.0 Y0;
M99;
实例五 钻孔、攻丝加工
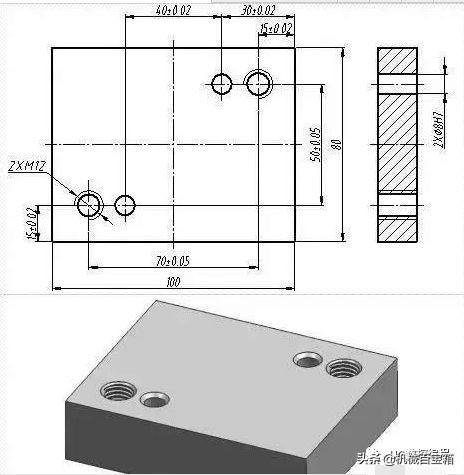
参考程序:
O0001;
G91 G28 Z0;
M06 T1;
G90 G17 G49 G21 G94;
G54 M3 S1200;
G00 X20.0 Y100.0 M08;
G43 H01 G00 Z50.0;
G99 G81 X-15.0 Y65.0 Z-4.0 R5.0 F80;
G98 X-30.0;
G00 X-120.0;
Y15.0;
G99 G81 X-85.0 Y15.0 Z-4.0 R5.0 F80;
G98 X-70.0;
G91 G28 Z0 M09;
M06 T02;
G90 G49 G54 M3 S550;
G00 X20.0 Y100.0 M08;
G43 H02 G00 Z50. ;
G99 G73 X-15.0 Y65.0 Z-20.0 R5.0 Q2.0 F60;
G98 X-30.0;
G00 X-120.0;
Y15.0;
G99 G73 X-85.0 Y15.0 Z-20.0 R5.0 Q2.0 F60;
G98 X-70.0;
G91 G28 Z0 M09;
M06 T03;
G90 G49 G54 M3 S500;
G00 X20.0 Y100.0 M08;
G43 H03 G00 Z50. ;
G98 G83 X-30.0 Y65.0 Z-21.0 R5.0 Q2.0 F60;
G00 X-120.0;
Y15.0;
G98 G83 X-70.0 Y15.0 Z-21.0 R5.0 Q2.0 F60;
G91 G28 Z0 M09;
M06 T04;
G90 G49 G54 M3 S450;
G00 X20.0 Y100.0 M08;
G43 H04 G00 Z50. ;
G98 G81 X-15.0 Y65.0 Z-21.0 R5.0 F50;
G00 X-120.0;
Y15.0;
G98 G81 X-85.0 Y15.0 Z-21.0 R5.0 F50;
G91 G28 Z0 M09;
M06 T05;
G90 G49 G54 M3 S350;
G00 X20.0 Y100.0 M08;
G43 H05 G00 Z50.0;
G99 G82 X-15.0 Y65.0 Z-6.0 R5.0 P2000 F60;
G98 X-30.0;
G00 X-120.0;
Y15.0;
G99 G82 X-85.0 Y15.0 Z-6.0 R5.0 P2000 F60;
G98 X-70.0;
G91 G28 Z0 M09;
M06 T06;
G90 G49 G54 M3 S50;
G00 X20.0 Y100.0 M08;
G43 H06 G00 Z50.0;
G98 G85 X-30.0 Y65.0 Z-18.0 R5.0 F40;
G00 X-120.0;
Y15.0;
G98 G85 X-70.0 Y15.0 Z-18.0 R5.0 F40;
G91 G28 Z0 M09;
M06 T07;
G90 G49 G54 M3 S100;
G00 X20.0 Y100.0 M08;
G43 H07 G00 Z50.0;
G98 G84 X-15.0 Y65.0 Z-19.0 R5.0 F175;
G00 X-120.0;
Y15.0;
G98 G84 X-85.0 Y15.0 Z-19.0 R5.0 F175;
G91 G28 Z0 M09;
M30;
实例六 镗孔加工
参考程序:
O0001;
G91 G28 Z0;
M06 TO1;
G90 G94 G49 G17 G40 G21;
G54 M03 S400;
G43 H01 G00 Z50.0 M08;
X-46.0 Y55.0;
Z5.0;
G01 Z-4.0 F80;
Y-55.0 F60;
X46.0 F1000;
Y55.0 F60;
G41 D01 G01 X17.321 Y30.0 F60;
X34.641 Y0;
X17.321 Y-30.0;
X-17.321;
X-34.641 Y0;
X-17.321 Y30.0 ;
X-20.0;
G40 G01 X65.0 Y55.0 F300;
G91 G28 Z0 M09;
M06 T03;
G90 G54 G49 G40 M03 S1200;
G43 H03 G00 Z50.0 M08;
G98 G81 X0 Y0 Z-4.0 R5.0 F60;
G91 G28 Z0 M09;
M06 T04;
G90 G54 G49 G40 M03 S500;
G43 H04 G00 Z50.0 M08;
G98 G81 X0 Y0 Z-20.0 R5.0 F60;
G91 G28 Z0 M09;
G28 X0 Y0;
M06 T05;
G90 G54 G49 G40 M03 S350;
G43 H05 G00 Z50.0 M08;
G98 G73 X0 Y0 Z-22.0 R5.0 Q2.0 F50;
G91 G28 Z0 M09;
G28 X0 Y0;
M06 T06;
G90 G54 G49 G40 M03 S250;
G43 H06 G00 Z50.0 M08;
G98 G73 X0 Y0 Z-25.0 R5.0 Q2.0 F45;
G91 G28 Z0 M09;
G28 X0 Y0;
M06 T07;
G90 G54 G49 G40 M03 S200;
G43 H07 G00 Z50.0 M08;
G98 G73 X0 Y0 Z-26.0 R5.0 Q2.0 F40;
G91 G28 Z0 M09;
M06 T02;
G90 G54 G49 G40 M03 S800;
G43 H02 G00 Z50.0 M08;
X46.0 Y55.0;
Z5.0;
G01 Z-4.0 F80;
G41 D02 G01 X17.321 Y30.0 F60;
X34.641 Y0;
X17.321 Y-30.0;
X-17.321;
X-34.641 Y0;
X-17.321 Y30.0;
X-20.0;
G40 G01 X65.0 Y55.0 F300;
G91 G28 Z0 M09;
M06 T08;
G90 G54 G49 G40 M03 S800;
G43 H08 G00 Z60.0 M08;
G98 G85 X0 Y0 Z-17.0 R5.0 F60;
G91 G28 Z0 M09;
M06 T09;
G90 G54 G49 G40 M03 S1500;
G43 H09 G00 Z60.0 M08;
G98 G85 X0 Y0 Z-17.0 R5.0 F50;
G91 G28 Z0 M09;
G28 X0 Y0;
M30;
实例七 镜像加工
参考程序:
O0001;(主程序)
G90 G40 G21 G17 G94;
G50.1 X0 Y0;
G91 G28 Z0;
G90 G54 M3 S680;
M08;
M98 P0002;
G51.1 X0;
M98 P0002;
G50.1 X0;
M09;
M30;
O0002;(子程序)
G00 X-58.0 Y-48.0;
Z50.0;
Z5.0;
G01 Z-3.0 F50;
G41 D01 G01 X-47.0 Y-45.0 F100;
X-47.0 Y-20.0;
X-37.0 Y-20.0;
G03 X-27.0 Y-10.0 R10.0;
G01 X-27.0 Y10.0;
G03 X-37.0 Y20.0 R10.0;
G01 X-47.0 Y20.0;
X-47.0 Y42.5;
X-28.0 Y42.5;
G02 X-8.0 Y22.5 R20.0;
G01 X-8.0 Y-20.0;
X-30.5 Y-42.5;
X-50.0 Y-42.5;
G40 G01 X-58.0 Y-48.0;
G00 Z50.0;
M99;
实例八 极坐标加工
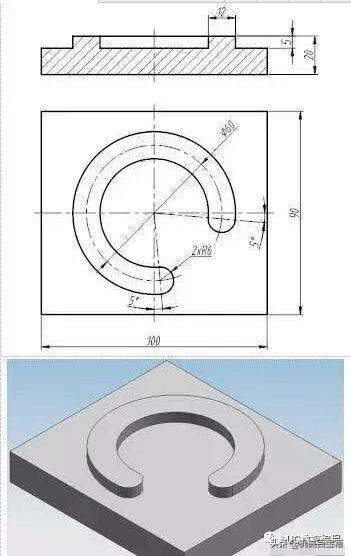
参考程序:
O0001;
G54 G40;
M08;
G15;
M03 S700;
G00 X58.0 Y-10.0;
Z50.0;
Z5.0;
G01 Z-5.0 F50;
G41 D01 G16 G01 X36.0 Y-5.0 F100;
G02 X24.0 Y-5.0 R6.;
G03 X24.0 Y275.0 R-24.0;
G02 X36.0 Y275.0 R6.0;
G02 X36.0 Y-5.0 R-36.0;
G40 G15 G01 X58.0 Y-10.0;
G00 Z150.0;
M09;
M30;
实例九 旋转加工
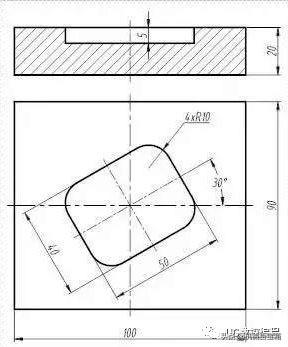
参考程序:
O0001;
G54 G40;
G69;
M03 S700;
G68 X0 Y0 R30.0;
G00 X0 Y0;
Z50.0 M08;
Z5.0;
G01 Z-5.0 F50;
G41 D01 G01 X25.0 Y10.0 F100;
G03 X15.0 Y20.0 R10.0;
G01 X-15.0;
G03 X-25.0 Y10.0 R10.0;
G01 Y-10.0;
G03 X-15.0 Y-20.0 R10.0;
G01 X15.0;
G03 X25.0 Y-10.0 R10.0;
G01 X25.0 Y10.0;
G40 G01 X0 Y0;
G00 Z150.0 M09;
M30;
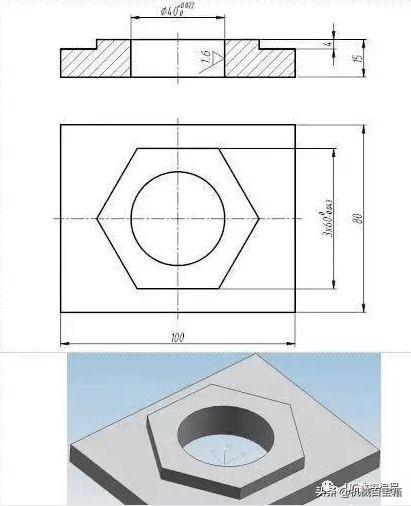
实例十 综合零件加工
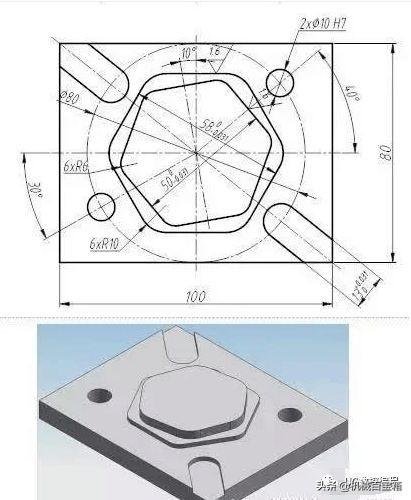
参考程序:
(1)正六边形加工程序
O0001;
G90 G40 G21 G17 G94;
G91 G28 Z0;
G90 G54 M03 S400;
G00 X0 Y55.0;
Z5.0 M08;
G01 Z-6. F60;
G41 D01 G01 X0 Y29.0 F100;
X10.97;
G02 X19.63 Y24.0 R10.0;
G01 X30.60 Y5.0;
G02 Y-5.0 R10.0;
G01 X19.63 Y-24.0;
G02 X10.97 Y-29.0 R10.0;
G01 X-10.97;
G02 X-19.63 Y-24.0 R10.0;
G01 X-30.60 Y-5.0;
G02 Y5.0 R10.0;
G01 X-19.63 Y24.0;
G02 X-10.97 Y29.0 R10.0;
G01 X0;
G40 G01 X0 Y55.0;
G00 Z50.0 M09;
G91 G28 Z0;
M30;
(2)斜六边形加工主程序
O0002;(主程序)
G90 G40 G21 G17 G94 G69;
G91 G28 Z0;
G90 G68 X0 Y0 R10.0;
M98 P0003;
G69;
G91 G28 Z0;
M30;
O0003;(子程序)
G90 G54 M03 S400;
G00 X0 Y40.0;
Z5.0 M08;
G01 Z-4. F60;
G41 D01 G01 X0 Y25.0 F100;
X10.97;
G02 X16.17 Y22.0 R6.0;
G01 X27.14 Y3.0;
G02 Y-3.0 R6.0;
G01 X16.17 Y-22.0;
G02 X10.97 Y-25.0 R6.0;
G01 X-10.97;
G02 X-16.17 Y-22.0 R6.0;
G01 X-27.14 Y-3.0;
G02 Y3.0 R6.0;
G01 X-16.17 Y22.0;
G02 X-10.97 Y25.0 R6.0;
G01 X0;
G40 G01 X0 Y40.0;
G00 Z50.0 M09;
M99;
(3)凹槽加工程序
O0004;(主程序)
G90 G40 G21 G17 G94;
G54 M03 S680;
GO0 X60 Y-50;
Z5.0 M08;
M98 P0005;
G51.1 X0 Y0 ;
M98 P0005;
G50.1 X0 Y0 ;
G0 Z100.0 M09;
M30
O0005;(子程序)
G00 X56.0 Y-46.0;
G01 Z-8.0 F50;
G41 D04 G01 X52.34 Y-33.55 F ;
X34.88 Y-19.58;
G3 X26.76 Y-29.73 R6.5;
G1 X41.94 Y-41.87;
G40 G01 X56.0 Y-46.0;
G00 Z5.0;
M99;
(4)孔加工程序
O0006;
G91 G28 Z0;
M06 T05;
G90 G40 G21 G17 G94 G15;
G54 M03 S1500;
GO0 X0 Y0;
G43 H05 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G81 Z-9.0 R5.0 F60;
G00 X40.0 Y210.0;
G98 G81 Z-9.0 R5.0 F60;
G15;
G91 G28 Z0;
M06 T06;
G90 G15 G54 M3 S500;
GO0 X0 Y0;
G43 H06 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G81 Z-20.0 R5.0 F60;
G00 X40.0 Y210.0;
G98 G81 Z-20.0 R5.0 F60;
G15;
G91 G28 Z0;
M06 T07;
G90 G15 G54 M03 S450;
GO0 X0 Y0;
G43 H07 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G81 Z-20.0 R5.0 F50;
G00 X40.0 Y210.0;
G98 G81 Z-20.0 R5.0 F50;
G15;
G91 G28 Z0;
M06 T08;
G90 G15 G54 M03 S500;
GO0 X0 Y0;
G43 H08 G00 Z20;
G16 G00 X40.0 Y40.0;
G99 G82 Z-10.0 R5.0 P2000 F60;
G00 X40.0 Y210.0;
G99 G82 Z-10.0 R5.0 P2000 F60;
G15;
G91 G28 Z0;
M06 T09;
G90 G15 G54 M03 S50;
GO0 X0 Y0;
G43 H09 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G85 Z-18.0 R5.0 F40;
G00 X40.0 Y210.0
G98 G85 Z-18.0 R5.0 F40;
G15;
G91 G28 Z0;
M30;














 6051
6051











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









