





无条件转移指令(GOTO语句)
指令格式:GOTO+目标程序段号
无条件转移指令用于无条件转移到指定程序段号的程序段开始执行,可用表达式指定目标程序段号。
例如:GOTO 10(转移到顺序号为N10的程序段)
例如:#500=10
GOTO #10 (转移到由变量#500指定的程序段号为N10的程序段)
现举例铣矩形方块100.*80.*30.(长*宽*高)外形,深度进行分层铣削:
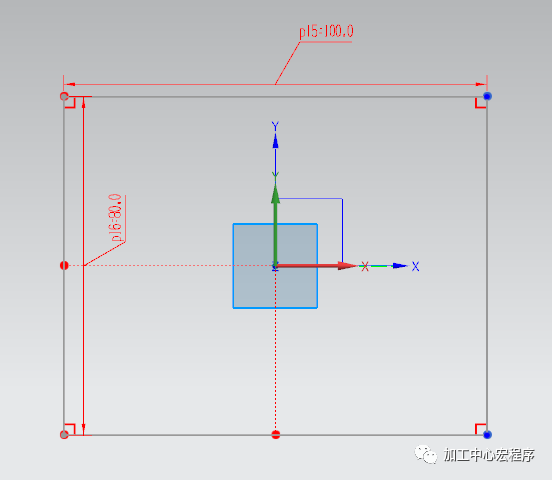
#500=100.(长赋值)
#501=80.(宽赋值)
#502=10.(刀具直径赋值)
#503=[#500+#502]/2(端点X坐标)
#504=[#501+#502]/2(端点Y坐标)
#505=30.(深度赋值)
#506=5.(深度递增赋值)
#507=0.(深度铣削起点赋值)
#510=1(转移程序段号)
G00 G90 G54 X#503 Y#504 M3 S2000
G43 H1 Z100.
G00 Z2.
N#510 #507=#507+#506
G01 Z- #507 F1000
Y-#504
X-#503
Y#504
X#503
GOTO #510
G00 Z200. M5
上述程序段中大家有没有发现一个问题,那就是程序段会陷入一个死循环而且深度还会过切,那为什么会陷入死循环呢?大家有没有发现程序段中GOTO #510语句一直在让深度赋值#507叠加并且停不下来。停不下来,死循环........那该怎么呢?
所以接下面我们要给他加入一个条件来进行GOTO语句转移

















 5021
5021

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









