





一、锻造生产工艺过程
1.下料
下料方法:剪切法、锯割法、砂轮切割法、冷折法和气割法等
2.锻件的加热
加热目的:提高金属的塑性和降低其变形抗力,即提高金属的可锻性
3.锻造
将坯料在力的作用下发生塑性变形,从而改变它的尺寸、形状,优化材料内部组织
4.冷却
(1)空冷:热态锻件在空气中冷却
(2)坑冷:热态锻件放在地坑(或铁箱)中缓慢冷却
(3)炉冷:热态锻件放入炉中缓慢冷却
5.锻件的质量检验
外观质量检验:锻件的几何尺寸、形状、表面状况
内部质量检验:锻件化学成分、宏观组织、显微组织、力学性能
6.锻件的热处理
热处理目的:均匀组织,细化晶粒,减少锻造残余应力,调整硬度,改善机械加工性能,为最终热处理做准备
常用热处理方法:正火、退火、球化退火等
二、自由锻
1.自由锻设备
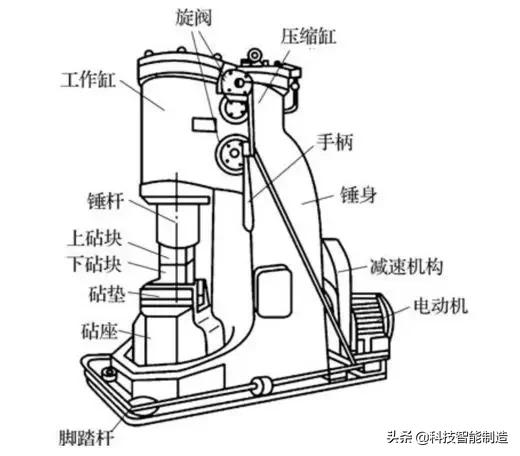
(1)空气锤:
将加热后的金属坯料置于铁砧上或锻压机器的上、下抵铁之间直接进行的锻造
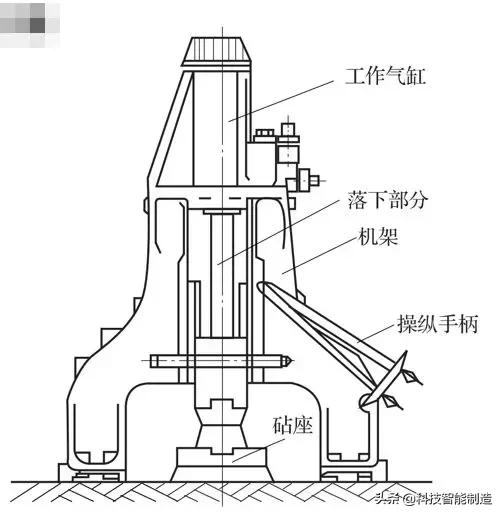
(2)蒸汽—空气锤:
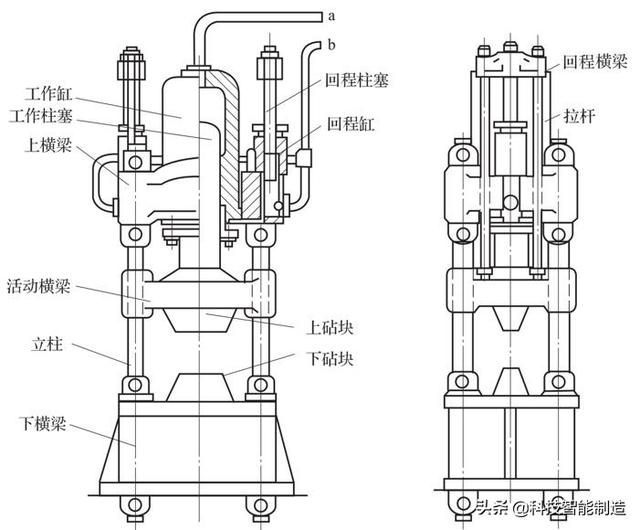
(3)水压机:
2.自由锻工具:

3.自由锻的基本工序:
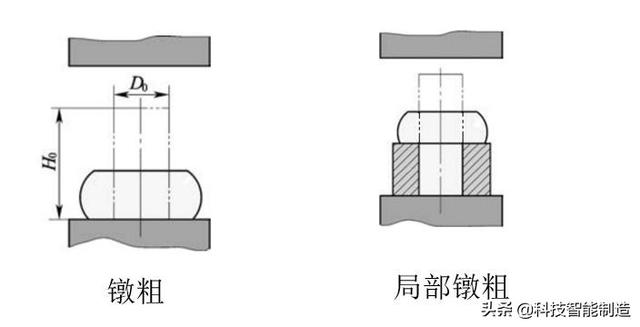
(1)镦粗
使毛坯高度减小、横断面积增大
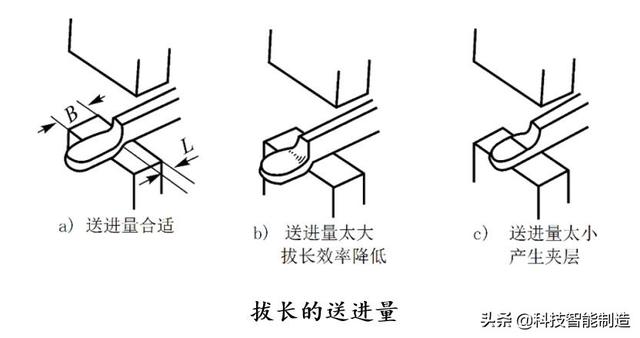
(2)拔长
使坯料长度增加、横截面面积减小

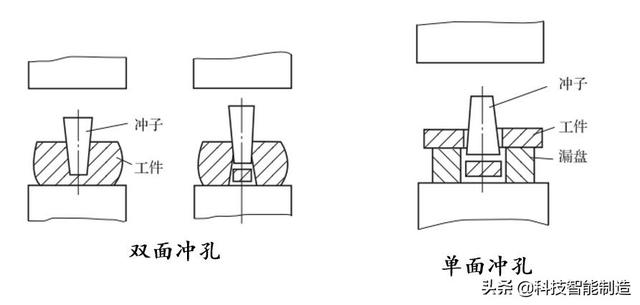
(3)冲孔
冲孔是指在坯料上锻出盲孔或通孔
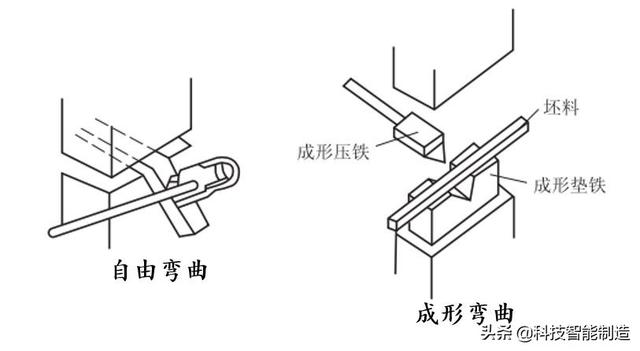
(4)弯曲
使坯料弯曲成一定角度或形状
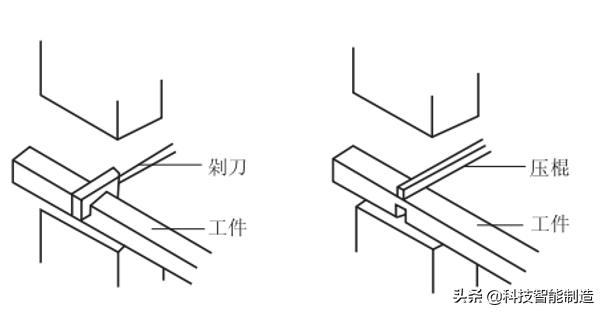
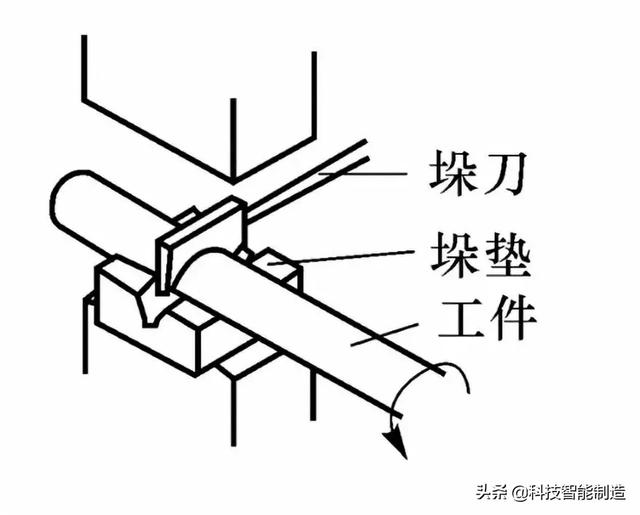
(5)切割
1)单面切割
将剁刀垂直于坯料,锤击剁刀使其切入坯料至接近底部,然后翻转坯料,用剁刀或压棍对准切口将坯料剁断
把板材或型材等切成所需形状和尺寸
2)双面切割和四面切割
在坯料两个相对面上先后切割成双面切割。若先切割两相对面,再切割相邻的两相对面,则称四面切割
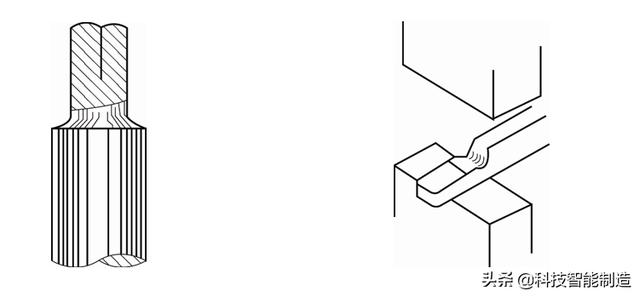
3)原料切割
坯料置于剁料槽内,第一刀剁刀切至坯料直径的1/3~1/2深处,然后将坯料转动120°~150°后切入第二刀,再转动坯料切第三刀,将坯料切断
4.自由锻常见缺陷
(1)产生裂纹
(2)末端凹陷和轴心裂纹
(3)产生折叠
三、模锻
利用模具使毛坯变形而获得锻件
1.胎模锻
在自由锻设备上使用可移动模具生产锻件
(1)制坯整形模
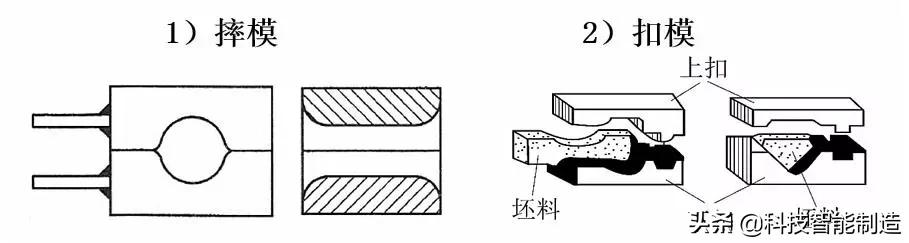
3)成形模
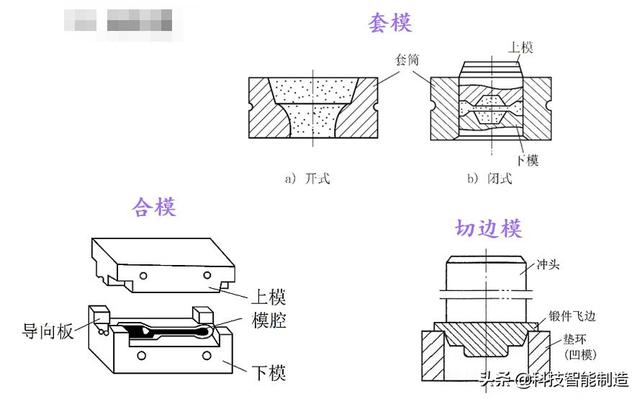
2.模锻
(1)模锻设备
模锻空气锤、螺旋压力机、平锻机
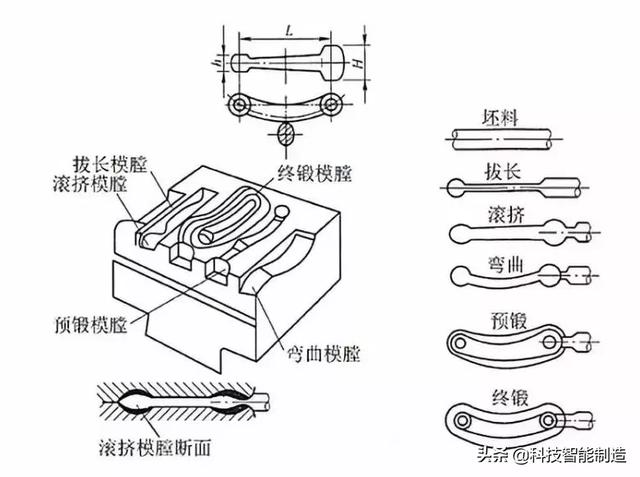
(2)锻模及模膛
模锻时使坯料成形而获得模锻件的工具
















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









