






1)树脂刻印、发色的原理
材料在接收到光能时都会发生“反射”、“吸收”和“透过”的现象,这些现象也成为激光刻印、激光加工中的核心要素。其中,最重要的是材料对光能的吸收,材料吸收光能,直接破坏材料表面物质的化学键,使被加工过的地方呈现出与其他地方不同的物理特性。
a:多层材料表层剥离
材料特点:树脂基底,油漆表层
加工特点:低平均功率,小单脉冲能量,高频率,多角度填充,高速度扫描
推荐激光器类型:高频低功率紫外脉冲激光器
此类材料的油漆表层一般比较薄,基底材料对紫外光比较敏感,所以(因此?)加工能量不宜太大,否则会损伤基底材料;多角度填充主要是保证剥离均匀、彻底。
实例:物理按键

b:同质材料表层剥离
材料特点:垂直材料表面方向物理性质一致
加工特点:高频快速扫描,表层直接气化
此类材料加工的难点是控制剥离深度,剥离深度要均匀,被剥离表面颜色要均匀,这些都可以通过调整扫描速度和频率来控制。
实例:树脂表层剥离

c :材料表面发色
激光通过在树脂上照射使工件本身发色。
不同的树脂材料,激光使其发色的原理也不一样,主要以下几种方式
(1)起泡型:用较低的激光能量通过分子结构的破坏引起颜色的改变和表面重构,标记部分颜色略凸起于基材表面。
(2)雕刻型:通过将局部温度升高至材料的熔点以上,使之熔化,然后重新凝固,表面将以蚀刻的形式出现。如图片1所示
(3)色彩雕刻型:激光强度相对要高,通过对表面材料的局部蒸发产生脊状沟,材料的碳化引起颜色的改变。如图片2所示
(4)色彩性:用足够短波长的激光,使材料分子链断裂从而改变颜色,也可以通过添加定量的添加剂提高标记的对比度。如图片3所示
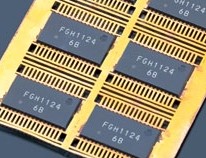
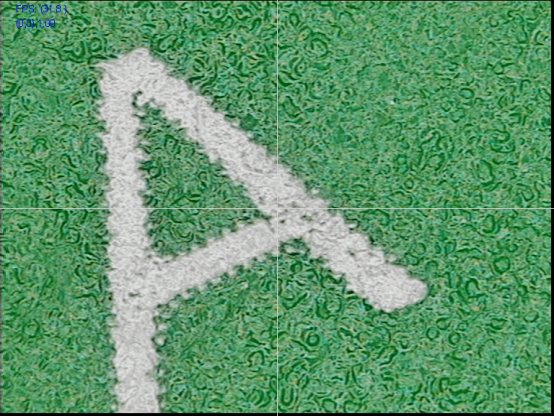
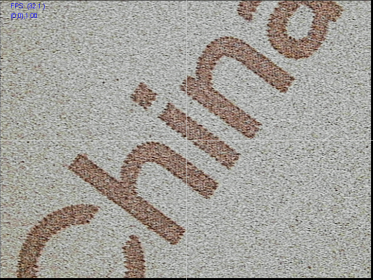
图片1 图片2 图片3
| 类别 | 扫描速度(mm/s) | 加工频率(khz) | 脉冲宽度 (ns) | 填充间距 (mm) | 标记次数 (N) |
| 图片1 | 1200 | 30 | 25 | 0.02 | 2 |
| 图片2 | 3000 | 40 | 15 | 0.03 | 2 |
| 图片3 | 800 | 65 | 8 | 0.01 | 4 |
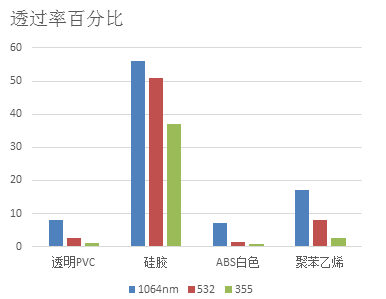
2)激光对树脂的影响
对材质的吸收率因波长而异,图4红外(1064),绿光(532),紫外(355)对不同树脂材质透过率的实验数据图,由此可知紫外、绿光激光对PVC、ABS、聚苯乙烯的透过率均低、吸收率均高,可进行良好的刻印。
文章来源http://www.goldlaser.cn















 1026
1026











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









