







mastercam全圆铣削这种方法用得不多,只用来加工圆的部分,我们一般铣圆用的是外形铣削。其实全圆铣有它自身的优势,是外形铣无可比及的。
比如要编多个圆的程序时,用外形铣 的话,就得一个一个圆地选择,还要注意方向,而用全圆铣的话,可以像钻孔一样快速地选择多个孔,也不要去管它的方向;另外,我们要铣圆从圆心下刀时,用外形还得计算好进退刀或者添加点,在全圆里面就没有那么麻烦了,直接勾选从圆心下刀。
有朋友问起我过,如何更改全圆铣削的下刀位置,本章就来具体讲讲这个知识点。
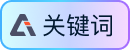
下图红色框标记部分为进退刀参数设置。我分别给大家介绍它的作用。
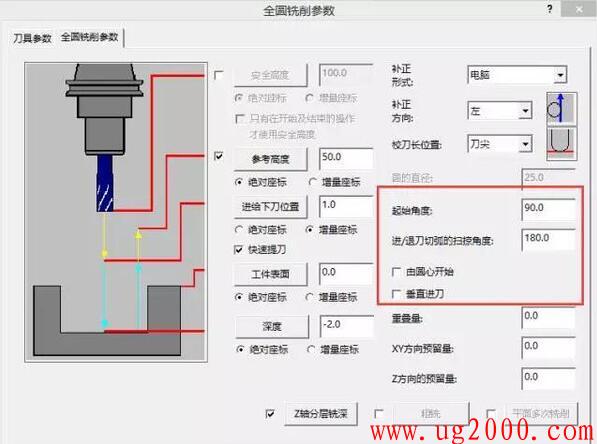
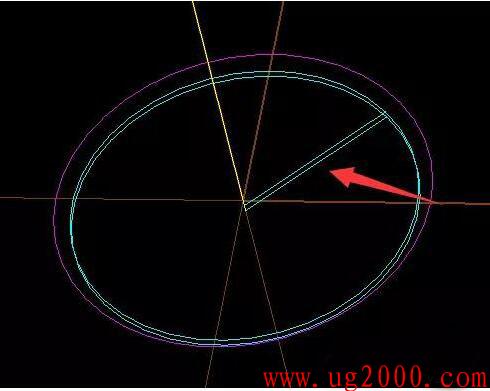
起始角度:刀具切入工件时,所在圆的方位。如下图,我设置的起始角度为“45度”时的方位。
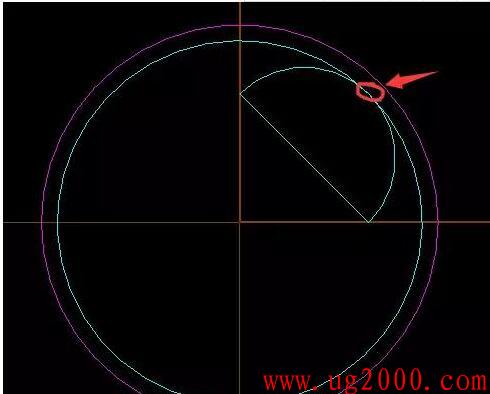
进退刀切弧的扫掠角度:是圆弧的进退刀长度,以一个整圆360度为例,我这里设置的为“90度”所以只有四分之一个圆,加上退刀的圆弧长度就是半个圆。
由圆心开始:把前面勾上,程序的下刀位置会从孔的中心处下刀。如果我们把进退刀圆弧设置成180度,进退刀将会是合起来走一个整圆。下图例我设置的进退刀圆弧为90度,不到圆心的部分就是直线走刀了。
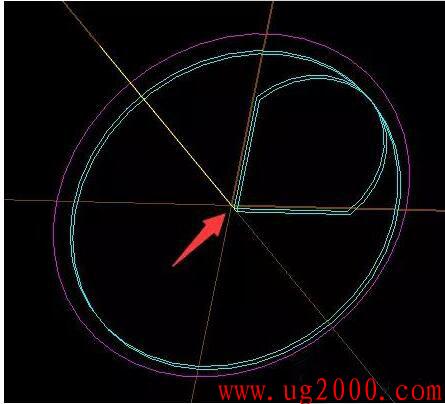
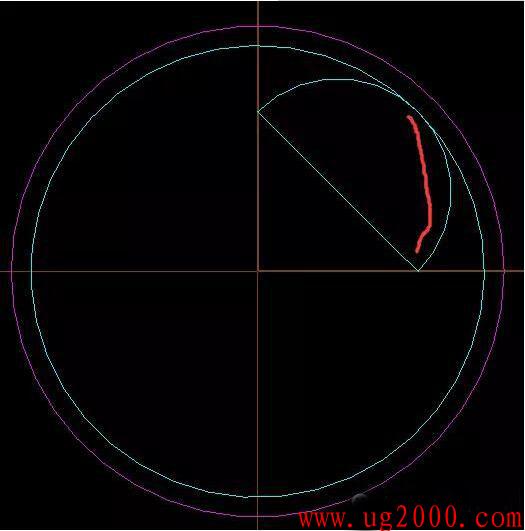
垂直进刀:进退刀的直线部分会和圆弧进刀的起/终点成90度,大家自己可以试试。这里我把进退刀圆弧扫掠角度设为0,将由圆心开始打上勾,垂直进刀也勾上,看看出来的刀路怎样。
这里就直接从圆心直线进刀了。手工编程铣整圆时,我就这么干的。不过我还是建议大家能有个圆弧进刀,最好是加上圆弧,不然进刀处会有一条直线痕迹。
搞懂这些参数,相信大家都知道怎么在全圆铣里面更改下刀位置了。
更多教程查看

















 1713
1713

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









