







金属增材制造中经常出现这种情况,由于无法添加支撑,难以实现在低于一定悬角下的打印。这种情况往往限制了用户对金属增材制造的选择。目前,无需添加支撑的极限悬角通常在45°左右,正受到许多设备OEM和增材制造软件公司的极大挑战。现在,新的增材制造软件和参数包,可以帮助用户能够以更小的角度打印悬臂和桥梁(有时甚至没有角度),即使有支撑,需要的也少得多。但需要注意的是,一些固有的特征导致支撑可能无法完全避免,如在LPBF工艺中的残余应力导致的零件变形,通常需要支撑固定零件,并将其保持在几何范围内。
本期内容,3D打印技术参考邀请了EOS工程师来介绍其公司开发的无支撑金属3D打印实现策略。
无支撑金属3D打印的需求
近年来,无支撑打印使得迄今为止在增材制造中根本不可行的应用得以发展。一些应用案例像定子环、外壳、涡轮泵、油箱、热交换器、阀门和叶轮,后者是更突出的例子之一。封闭式或罩式叶轮在许多行业都有,它们在尺寸、形状、材料和性能要求上有很大的不同。封闭式叶轮经常暴露在各种极端条件下,如高转速、高腐蚀性介质和极端温度造成的机械负荷,其在太空火箭涡轮泵、微型燃气轮机压缩系统,以及石油和天然气中的海水泵中都有应用。
无支撑金属3D打印的实现策略
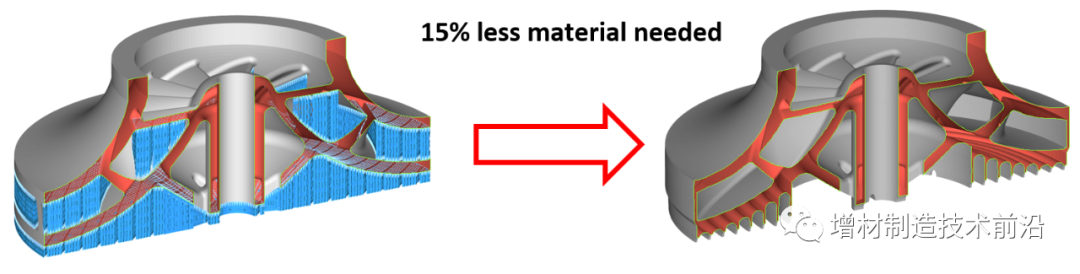
激光粉末床熔融(LPBF)技术传统上需要支撑结构,以避免因热应力造成的零件变形,并将热量从熔池中传导出去。这些支撑是设计的一部分,并作为一个单元制造。打印成型后,支撑结构被拆除和处理。EOS已经开发了多种工艺优化技术,用于生产不需要支撑结构的3D打印零件。无需移除支撑的增材制造在后处理阶段节省了大量时间,使员工可以将时间和精力用于其他方面。消除对支撑结构的需求也减少了浪费,因为只需要去除极少量的材料。然而,这并不是一个简单的过程,多年来EOS的专家一直在努力解决无支撑设计的挑战。
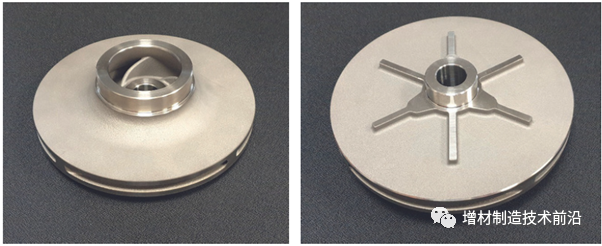
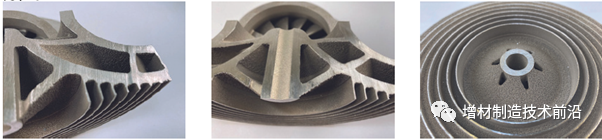
用来展示无支撑打印和DMLS工艺能力的叶轮直径为150毫米,有12个叶片,由EOS设计。
设计方面:
EOS设计了几种叶轮结构,这些叶轮的大小和复杂程度因应用而异。一般来说,所有的叶轮都可以用3D打印来制造,但设计将决定所需支撑结构的性质。最重要的设计限制是叶轮的直径、叶片的数量和护罩的角度。直径主要与体积有关,影响到打印时产生的应力;叶片的数量和护罩的角度决定了低悬区域和需要通过支撑或使用优化的打印策略来弥补的距离。
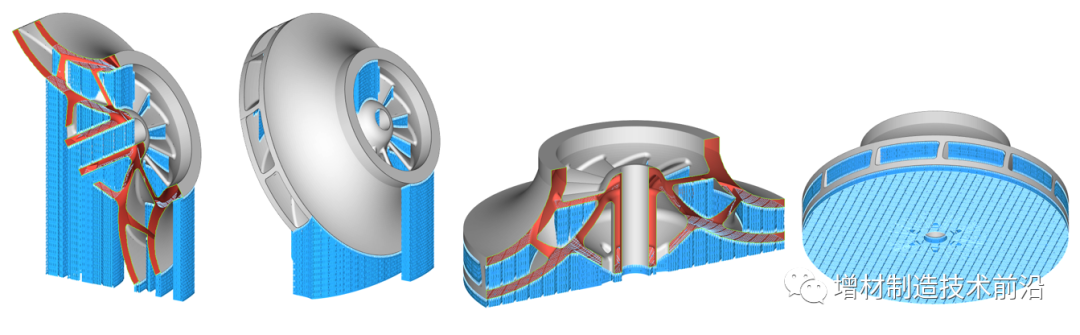
打印方向:
叶轮通常以倾斜的方向打印,以避免对内部支撑的需要,因为这些支撑非常难移除。然而,这通常会导致较长的制造时间和不均匀的表面质量;此外,部件的圆度可能会受到影响。平坦摆放有几个优点,如较短的打印时间、更好的圆度和精度,以及整个零件更均匀的表面质量。然而,低悬垂通常需要许多支撑。在目前的L-PBF工艺中,角度小于35°的较大悬垂(>3mm)需要支撑。支撑用来传导熔池热量,支撑零件悬垂特征,并补偿刮刀作用力和零件内部应力。
工艺优化
本节描述了如何优化工艺以实现叶轮的无支撑建造,并提供了对所使用策略的深入了解,希望能鼓励读者开始开发自己的无支撑应用。
总的来说,这是一种反其道而行之的策略——使用高能量处理下表面。
从本质上讲,这种方法通过增加激光功率,同时调整其他下表面参数,增加下表面曝光的能量密度输入。这导致了更大但更稳定的熔池,特别是在松散的粉末上面建立悬空。这种方法已经成功的应用于许多经常被用来制造叶轮的材料(如Ti64、316L、AlSi10Mg、IN718...)。为了增加能量输入,优化后的工艺增加了激光功率(370W),降低了扫描速度(800mm/s)。此外,还调整了下表面的厚度和棱线,以扩大下表面的曝光面积。因此可以保证所有的关键角度都能从这个优化的参数中受益。还要注意的是,扫描模式改为NoPattern,TimeOptimized,这样可以使过程更加均匀,但速度更快。与其他无支撑技术不同的是,高能下表面法不会牺牲构建速率,让商业应用更有价值。用高能下表面法得到的工艺的特点是下表面区有大而稳定的熔池。
传统的低能量输入的下表面曝光主要是通过减少能量输入来提高尺寸精度和表面粗糙度。然而,当在松散的粉末上印刷悬垂物时,低能量水平往往不足以维持一个稳定的熔池。不稳定的熔池通常会导致不可控的粗糙度和起球,以及悬垂物的变色。变色是由于使用标准参数时悬垂物中存在的上升边缘而导致的不良铺粉的结果。高能量的下表面将悬边推向粉床深处,从而确保了良好的铺粉效果。
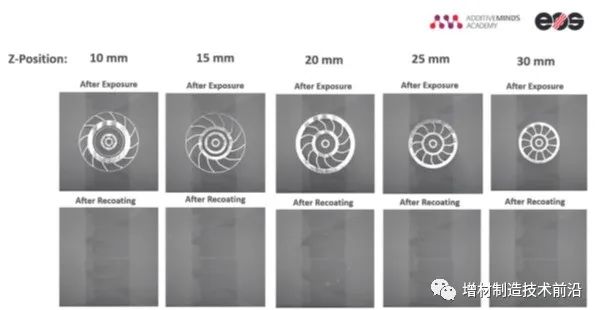
EOSTATE粉床图像
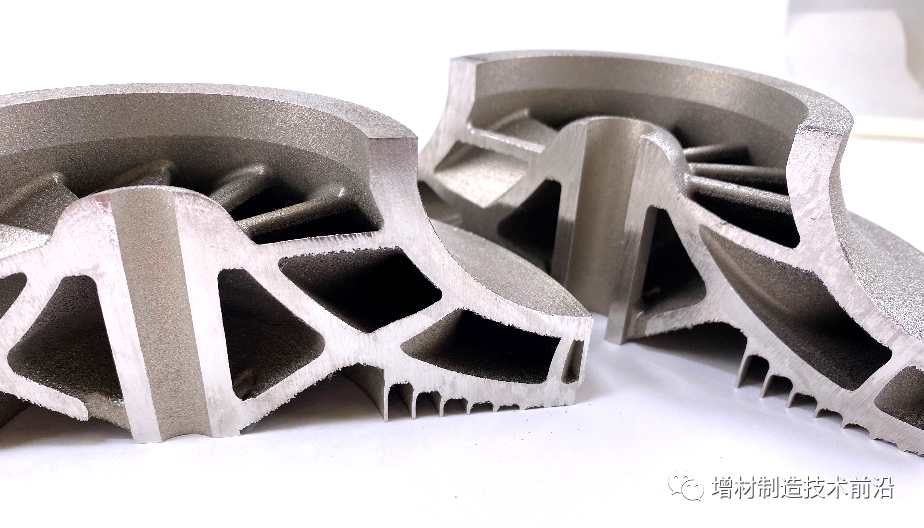
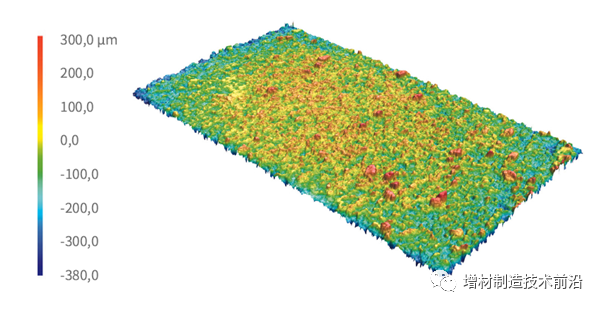
在没有任何其他改变的情况下,高能下表面方法会导致零件在下表面区域的Z方向上由于熔池较深而过大。零件可以通过后处理或修改设计来获得合适的尺寸。由此制造的下表面也是相对粗糙的,但可以使用磨粒流加工批量处理零件表面,处理后的零件也几乎没有任何孔隙。

通过磨粒流处理后的零件下表面几乎看不到孔隙
高能下表面曝光法不能解决的一个难题是热应力的存在。应力和变形必须通过设计或预变形来解决,或者通过最小化使用桥接或其他支撑来解决。
当用标准的曝光策略和支撑结构打印零件时,所产生的打印角为0-30度的区域的表面质量通常导致粗糙度值为Ra25-46μm。这取决于去除支撑结构的效果如何。特别是支撑的残留物会导致非常高的突起(Rz200-500μm)。使用高能下表面法,在有代表性的样品上,在0-30度的特征角上测得Ra32-95μm的值。这些高值可以解释为较深的熔池和较高的粉床渗透率。虽然粗糙度较高,但即使是低角度也可以在没有任何支撑的情况下构建。
外部支撑通常容易去除,内部虽然粗糙度较大,但是整体粗糙度较为均匀,可使用磨料流来进一步打磨抛光,达到更高更均匀的表面质量。
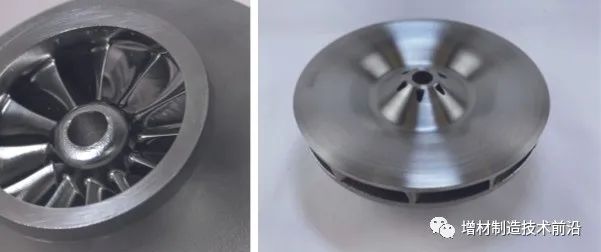
磨粒流和机械加工处理后的叶轮俯视图及底部表面
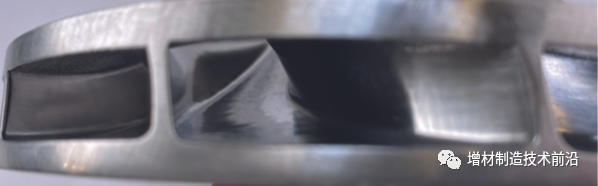
磨粒流处理后叶轮的侧视图
END
本测试的目的是证明SLM工艺可以利用EOS工具(如EOSPRINT高级模块中的参数编辑器)进行优化,实现无支撑建造。利用打印和下游工艺优化零件设计,在没有内部支撑的情况下,以平面方向建造了一个封闭的316L叶轮。结果显示,即便使用刚性刮刀,这个叶轮也可以在不使用支撑的情况下制造10-15度的悬垂特征。随后,使用磨粒流加工对该部件进行了内部处理,在吸气、输送和压力侧实现了Ra0.3-0.4μm的表面光洁度。低角度下表面(前护罩)的粗糙度也得到了改善。但未来仍有可能进行改进,以达到更高的打印态表面质量。因为在这个阶段,开发的主要关注点是可建造性和可重复性。
欢迎转发
主编微信:2396747576; 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.干货颇多!铂力特多激光金属3D打印零件剖分和路径规划软件—更智能,更高效,更便捷
2.金属3D打印的最佳实践(二):SLM大水平面无支撑工艺探索
4.Velo3D的先进制造解决方案:无支撑打印集成化大型整体零件
--广告--




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









