







对于粉末床激光熔融(SLM)工艺,通常被认为制造完整的高精度零件,但本文介绍的是另一种情形——在现有零件之上进行SLM打印——这是一种早已适用于模具3D打印的普遍做法,但同时又适合制造双金属零件,具有重要的应用潜力。
这种在现有零件之上进行打印的方式通常被用作零件修复,如激光熔覆、冷喷涂。但对于SLM工艺,这被称之为金属嫁接打印,它能够充分发挥SLM工艺的优势,降低包含复杂结构的大型零件的整体制造成本并提高生产效率。
复合加工——机加之上的SLM打印
SLM工艺虽然成形精度高、能制造复杂形状,但同时生产速率低、材料成本高。效率和成本方面的问题,严重阻碍了该工艺的推广应用。为充分挖掘SLM工艺的生产价值,于是诞生了一种嫁接打印的方法——采用传统加工手段经济高效的制造出零件结构简单的部分,再在该结构之上(安装在设备上)采用SLM工艺打印出结构复杂部分。这种复合加工的手段能够加快整个零件的制造周期、降低整体制造成本,并保证零件达到所设计的性能。
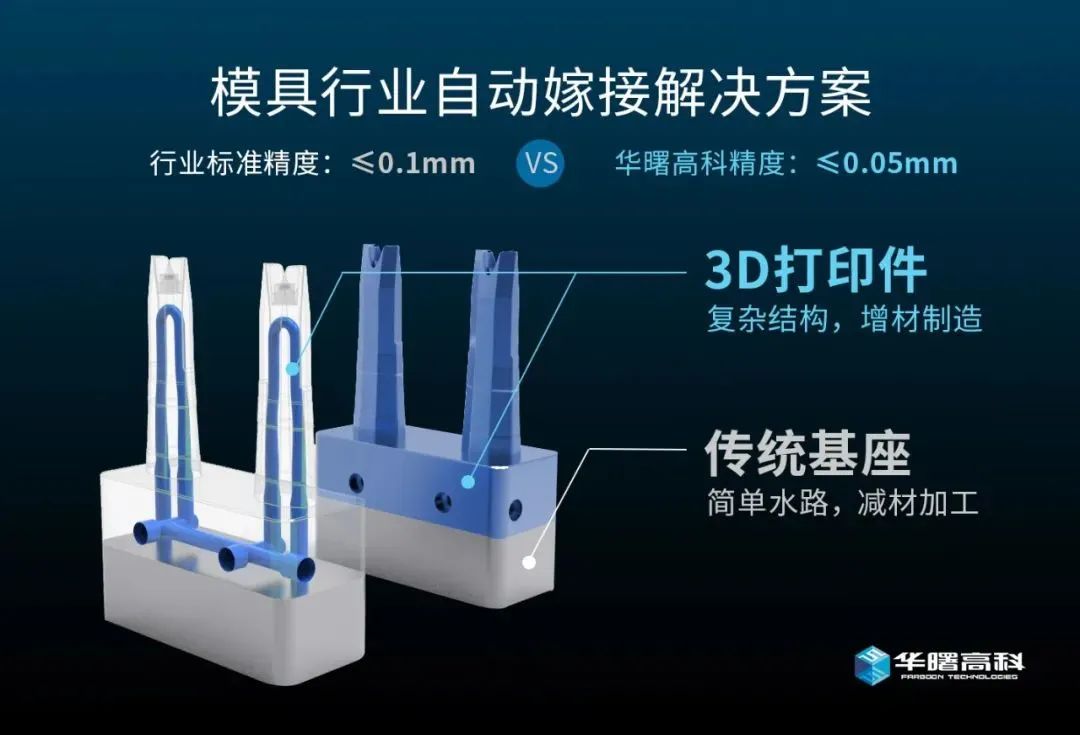
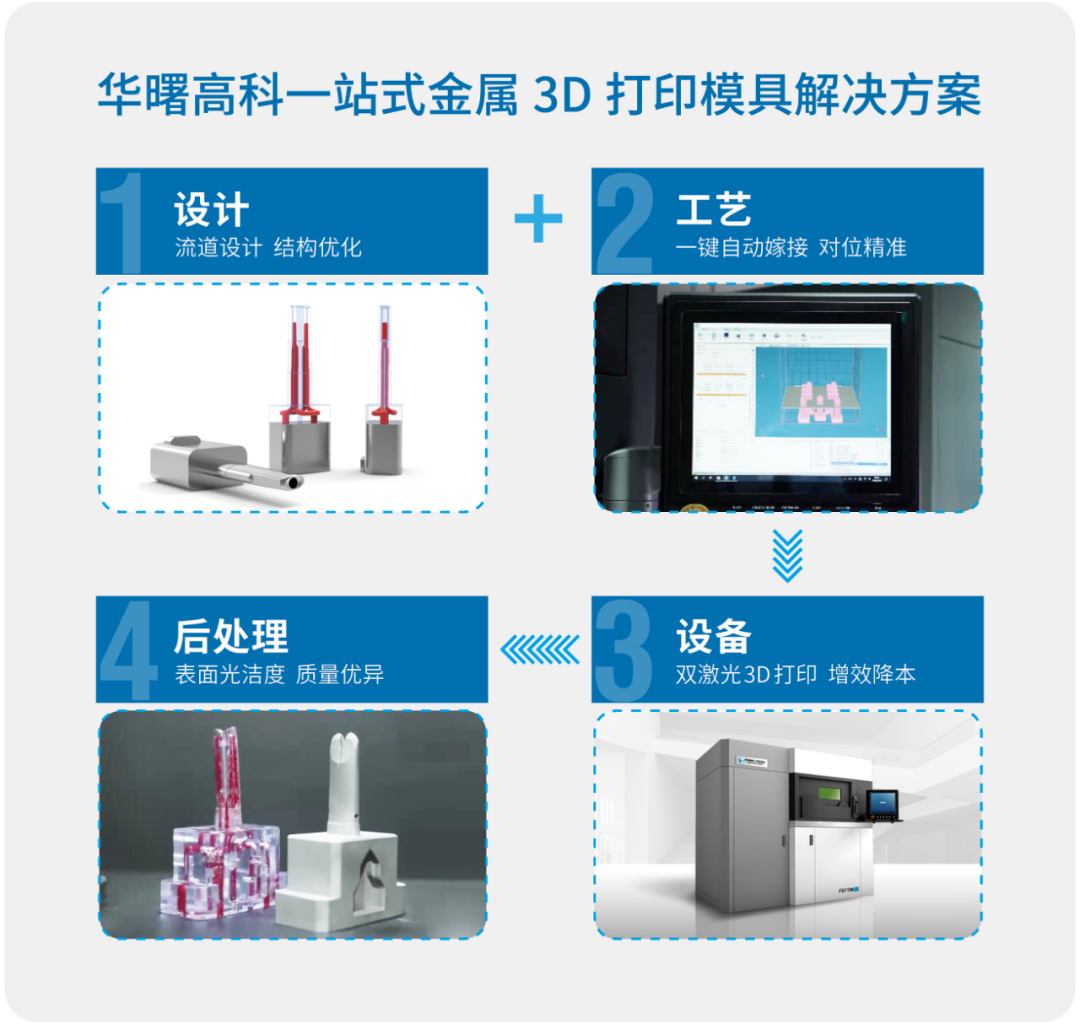
这种工艺模式被模具领域广泛使用,首先采用机加制造出具有简单流道的底座,再将其安装在打印机上3D打印出复杂流道的部分。这种复合加工手段在提高模具性能的同时,降低了整体制造成本,提高了制造效率。
嫁接打印工艺难点——定位困难
如果嫁接打印能够顺利实施,则能够充分发挥粉末床激光3D打印的工艺优势,同时克服其效率低下、成本过高的工艺不足,将新旧两种工艺结合从而充分发挥出3D打印在当前阶段的应用价值,对于其在民用工业领域的推广具有重要意义。
然而该方案在具体实施过程中存在着很大的困难——对底座的安装精度要求极高。尤其对于模具制造,将基座部分与打印部分精准对齐是防止水路错位的关键。按照行业标准,尺寸公差≤0.1mm才是有效的嫁接。这为模具生产企业带来了很大困难。由于没有增材专用夹具,业内普遍使用人工调校工件水平度、手动找中心点的方式;而这一环节十分依赖人员的熟练程度并受工件大小及复杂程度的影响,通常耗时达到10—60分钟。以某外壳模具为例,可在一次打印中安装超过100个底座,若每个底座都需要花几十分钟定位,浪费的时间则相当惊人。
自动嫁接——为SLM打印高精度定位
针对该痛点,华曙高科于2019年为模具行业自主研发了自动嫁接软件和控制系统,推出自动嫁接技术方案,为零件提供基准点,省去繁琐费时的传统定位工作,可显著提升生产效率。华曙高科自主研发系列软件:
CCD精校软件:FarsoonCalibrationCCD
自动嫁接软件:FarsoonAutoGrafting
排包软件:Buildstar(升级新版定位功能)
建造软件:Makestar(升级嫁接功能)
 采用自动嫁接技术激光定位展示(来源:东莞博通精密)
采用自动嫁接技术激光定位展示(来源:东莞博通精密)
2022年,华曙高科基于对模具行业的深刻理解,对自动嫁接解决方案进行了优化升级。目前金属增材制造解决方案FS200M-2、FS273M-2等机型在嫁接打印时,自动定位仅需4分钟,模具工件尺寸公差实现≤0.05mm,超行业标准,打印注塑模具、压铸模具、吹塑模具等更加高效省时省力。
| 整体打印 | 嫁接打印 | ||
| 加工时间 | 20小时 | 6小时 | 效率提高70% |
| 粉材用量 | 2.6kg | 0.8kg | 成本减少69% |
来源于东莞博通精密实际生产数据
以某应用模具为例,采用华曙高科自动嫁接打印与模具整体打印相比可使生产效率提高70%,粉材成本减少69%,达到降本增效的目的。
自动嫁接——提高效率和良品率
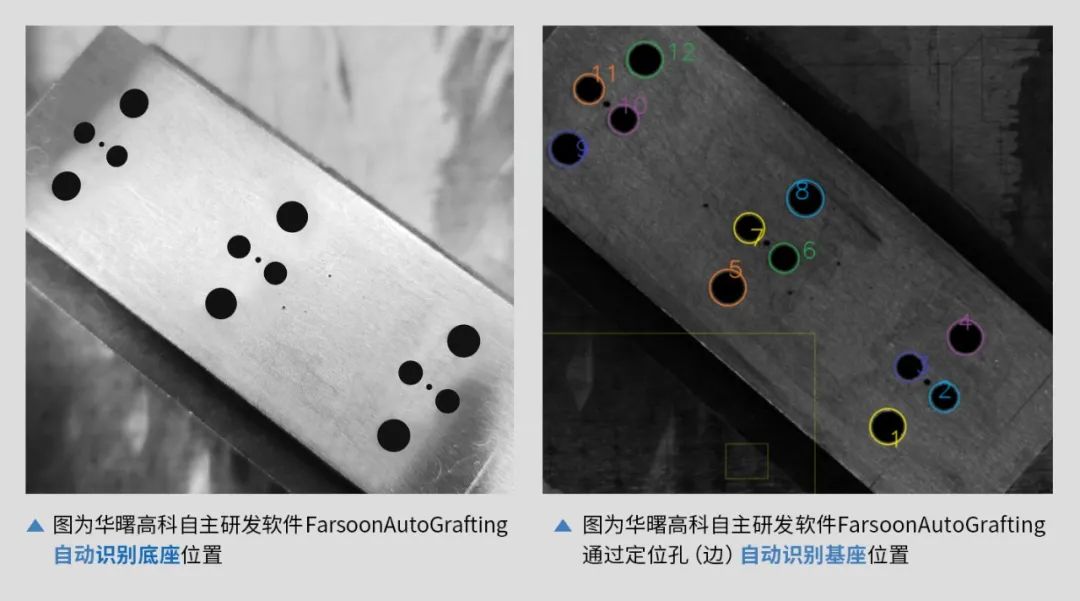
采用华曙高科自动嫁接方案,可精准提取嫁接基座轮廓与内部特征信息,自动实现模型校准及高精度嫁接。
| 手动嫁接 | 自动嫁接 | |
| 嫁接耗时 | >30分钟 | ≤4分钟 |
| 嫁接精度 | >0.2毫米 | ≤0.05毫米 |
| 可控性 | 依赖人工经验,稳定性低, 系统误差高且不可控 | 光学硬件和高阶算法保证精度,系统误差小且可控 |
来源于华曙高科某知名制造业客户实际生产数据
自动嫁接方案能使随形冷却模具内部流道顺滑,有效解决附着、阻滞及疲劳,达到减少堵塞、提升流速、稳定水压的效果,提高成品的良品率。
END
在模具领域,3D打印已广泛应用于随形冷却模具制造,优化冷却水路设计,不受水路复杂程度的限制,可提升模具的冷却效率和生产效率。嫁接3D打印的引入无疑对推动该技术的应用具有重要意义,但方案虽好仍需要解决工艺采用的痛点。实际上,不限于模具行业,嫁接3D打印技术也能用于其他领域产品的制造,如具有高强度外壳和高导热系数内部结构的散热器、局部有特殊要求同时结构复杂的异形结构等等。
同时,作为一种结合传统与新型制造工艺的解决方案,它在降低整体制造成本同时提高零件功能方面具有奇效。当遇到仅使用单一工艺无法解决问题时,不妨考虑这种复合加工手段。
4月17-20日,华曙高科将携手合作伙伴东莞博通精密、凯奔三维,在CHINAPLAS 2023国际橡塑展现场展示全新4激光金属增材制造解决方案FS350M-4,并现场开机,同时展示最新金属、高分子3D打印模具、高尔夫杆头等产业化应用,为模具行业赋能,助推产业化发展。
注:本文内容由3D打印技术参考整理编辑,转载请点击转载须知。
欢迎转发
主编微信:2396747576; 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.模具随形水路自动化设计:3DXpert减少50%生产时间 (含免费试用和操作教学)
2.工业用户已超2万,国产3D打印数据准备软件——弥补产业空白,加速发力
3.SLM-3D打印一体化多金属材料散热器,揭示未来应用潜力
4.NASA喷气推进实验室公布2022年三项3D打印应用成果



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









