






点击上方「增材制造技术前沿」快速关注
专注于3D打印技术硬知识分享
由于沉积效率、材料利用率高以及成本低,电弧增材制造(WAAM)已成为航空航天领域的重要制造选择,特别是2xxx铝合金。然而,WAAM的超常冶金过程会导致许多冶金质量问题。首先,WAAM铝样品往往含有大量冶金缺陷,包括气孔、夹渣、裂纹等,这些缺陷会显著影响力学性能;其次,WAAM样品的微观结构主要由粗大柱状晶组成,通常伴有明显的各向异性。这些问题导致WAAM样品无法达到锻造合金的性能,并且效率与性能不匹配。单一的WAAM制造工艺很难满足航空航天铝合金零件的工程要求,因此提高冶金质量、实现晶粒细化一直是3D打印制造铝合金领域关注的重点。
电弧增材制造的产品进行了部分CNC加工
常见的微观结构改性方法包括优化工艺参数、添加成核颗粒以及添加外场辅助等,其中加外部力场辅助效果最为显著。将WAAM与层间轧制相结合的混合增材制造可实现逐层冷轧变形,已用于钛合金和铝合金中,能够实现柱状晶向等轴晶的转变,消除气孔、降低残余拉应力。将WAAM与超声波冲击结合可以破碎粗大的柱状晶并形成等轴晶。混合沉积和微轧制已被用来消除织构强度并改善疲劳裂纹扩展行为。将层间锤击加工应用于混合增材制造2319铝合金,可实现显著的晶粒细化。然而,这些方法的最大塑性变形仍无法与传统的锻造和轧制相比,虽然可以提高机械性能,但塑性和延展性通常会降低。因此,如何实现剧烈的塑性变形以及强度和塑性的协同增长成为新的挑战。
与传统塑性变形技术相比,搅拌摩擦加工近年来受到广泛关注。作为一种固态增材变形技术,材料在搅拌摩擦加工过程中不必经历熔化和凝固阶段,从而避免了与凝固相关的缺陷,如孔隙和裂纹。此外,搅拌摩擦加工过程中的严重塑性变形量通常可以超过70%,这最终会改善微观结构并提高性能。这些结果已在Al-Cu-Mg、 2024、 6061、2219中得到实验验证。
搅拌摩擦增材制造铝合金
此外,还可以采用梯度微观结构的设计,实现强度和塑性的同步提高。通过制备从超细晶粒到常规晶粒的连续梯度过渡微观结构,该材料具有更好的强塑性匹配、抗裂纹扩展能力和疲劳性能。并且之前的研究也表明剧烈的塑性变形适合制备梯度微结构。有研究人员通过喷丸处理获得了钛合金的梯度显微组织,并发现锥体<c+a>位错在搅拌摩擦加工作用下被激活;在Ti-6Al-4V钛合金的制备过程中,通过高频感应淬火处理,使表层的α′-马氏体分解为中心的双峰组织,该合金表现出了最好的强塑协同力学性能。利用混合增材制造技术制备了Ti-6Al-4V的定制微观结构,并发现激光冲击强化可以促进预激活的高密度位错和纳米孪晶。
增材制造技术前沿注意到,由南京工业大学、江苏大学、西北工业大学、伦敦玛丽女王大学等组成的研究团队,于近期发表了“Gradient microstructure and strength-ductility synergy improvement of 2319 aluminum alloys by hybrid additive manufacturing”一文,提出了结合电弧增材制造和搅拌摩擦加工的创新混合增材制造技术来制造梯度微结构2319合金。探讨了层间搅拌摩擦加工处理在特征微观结构发展中的作用。特别关注强度和延展性同步提高的主导机制,这与超细等轴晶的形成、动态再结晶的促进以及裂纹扩展行为有关。这项研究的结果将为电弧增材制造和搅拌摩擦加工的混合增材制造的应用提供基础见解。
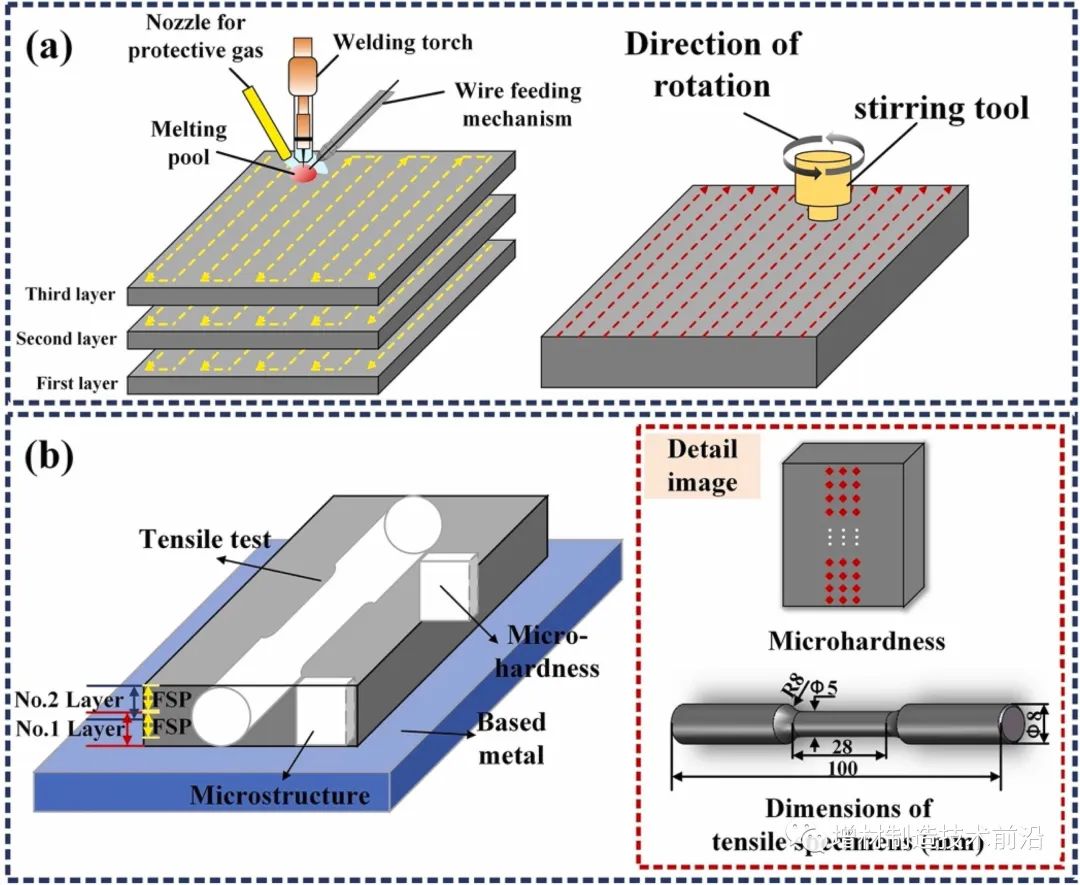
(a)电弧增材制造和搅拌摩擦加工增材制造实验方法,(b)取样位置、硬度测试位置和拉伸试样尺寸示意图
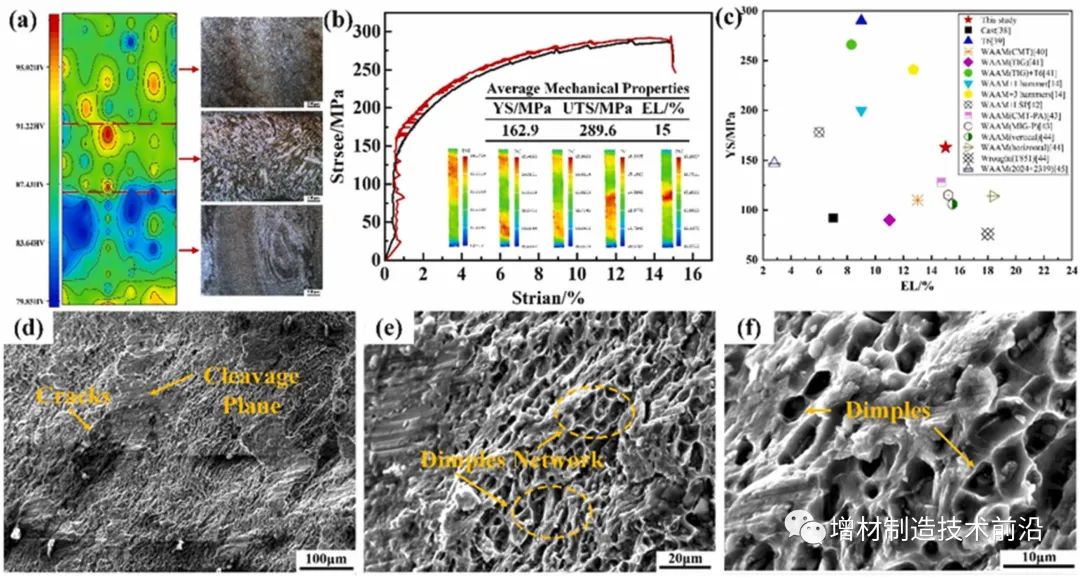 所制造部件的机械性能:(a)显微硬度分布;(b) 连续加载时试件的应力-应变曲线和应变状态;(c)不同2319铝合金的拉伸性能比较;(d)、(e) 和 (f) 不同放大倍数下的断口 SEM 图像
所制造部件的机械性能:(a)显微硬度分布;(b) 连续加载时试件的应力-应变曲线和应变状态;(c)不同2319铝合金的拉伸性能比较;(d)、(e) 和 (f) 不同放大倍数下的断口 SEM 图像
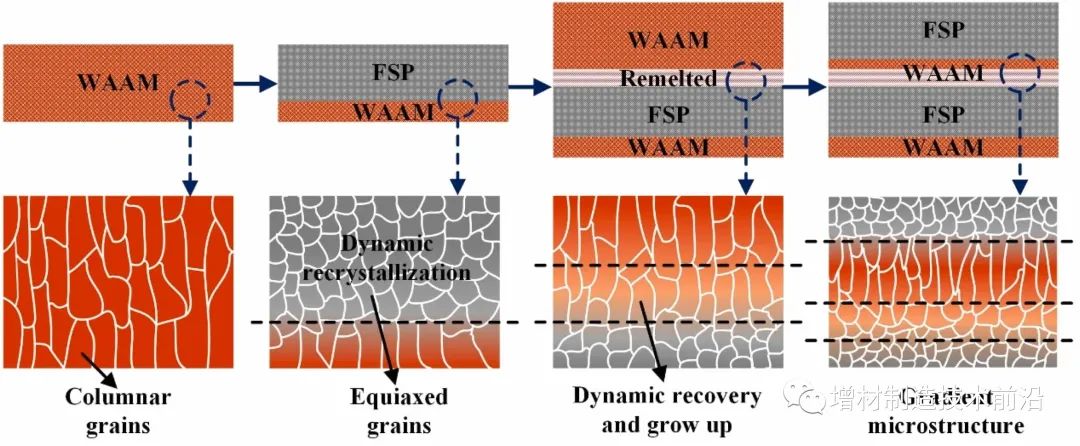
混合增材制造工艺梯度微结构的微结构演化机制
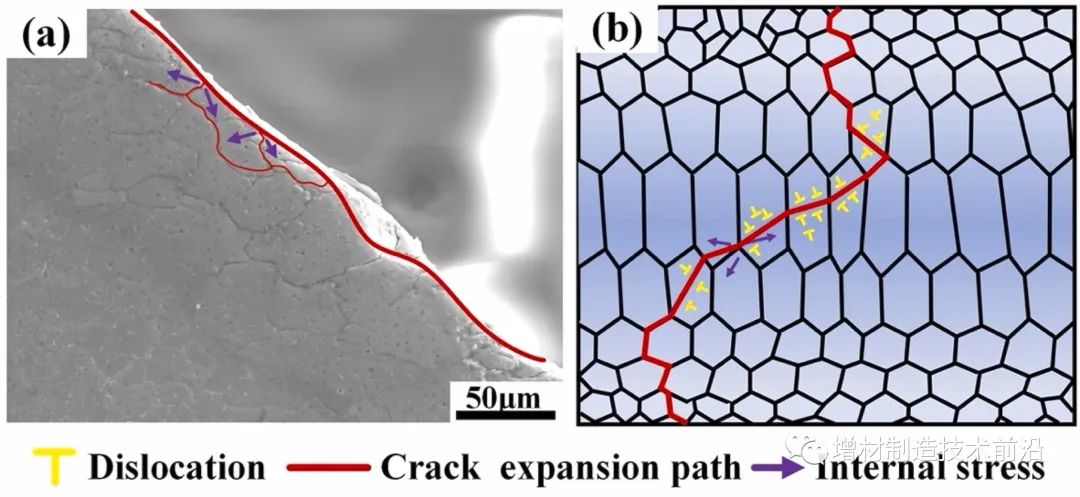
拉伸试样断裂区域和机制的宏观图像:(a)试样断裂的宏观图像,(b)试样断裂机制
研究表明,由于交替的机械和热效应,混合增材制造可以实现显著的晶粒细化(87.09%)并将动态再结晶含量提高到62%。同时,与电弧增材制造试样相比,混合制造的2319铝合金的屈服强度提高了32.22%,极限拉伸强度提高了8.75%,伸长率提高了20%。强度-延展性协同显著提高的主要机制也已被揭示。09%),由于交替的机械和热效应,动态再结晶含量增加至62%。同时,与WAAM试样相比,混合制造的2319铝合金的屈服强度(YS)提高了32.22%,极限拉伸强度(UTS)提高了8.75%,伸长率(EL)提高了20%。强度-延展性协同显着提高的主要机制也已被揭示。
欢迎转发
主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.超25个国家实现装机,汉邦科技全面开启3D打印国际化战略布局
3.SLM 3D打印机内部集成机械臂,实现多材料及功能部件制造




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









