







近日,天津大学王中兴副研究员等人围绕钢管相贯节点拓扑结构优化展开系列研究,融速科技在此次研究中提供技术支持,完成了电弧增材制造钢管相贯节点样件的打印。
01. 电弧增材解构钢节点制造新难题
钢管相贯节点因其造型美观,受力性能良好、自重较轻,节点承载力较高等优势而广泛应用于高层建筑、大跨度空间结构及跨海桥梁结构等。钢管相贯节点作为建筑钢结构中的关键部件,其一般由多个不同朝向、不同尺寸的钢管组成。
目前,钢管相贯节点的制造方法主要为焊接和铸造两种,然而,受限于钢管相贯节点的结构特点,对于一些复杂的连接而言,焊接方法存在难以控制质量的问题。同时,采用铸造方法需要额外的模具制造,整体制造流程和制造周期较长,成本较高。电弧增材制造(Wire Arc Additive Manufacturing, WAAM)技术针对这一问题提供了一种创新的解决方案。相较于其他金属增材制造技术,电弧增材制造技术由于具有沉积速率高、制造成本低、成形尺寸不受限、设计自由度高,能够实现复杂结构构件的制造等优势,被认为是最适合建筑行业需求的金属增材制造技术。电弧增材制造技术在建筑领域中已有应用,主要为一些形状复杂、优化的连接节点、桁架结构和大尺寸的人行桥等结构构件。
然而,由于特殊的制造方式,电弧增材制造材料呈现出一定程度的不同于传统方法制造材料的力学性能和更大程度的几何不规则性,这导致电弧增材制造构件不同于传统方法制造构件的结构性能,因此需要进行更多的试验研究和理论分析,并建立相应的适用于电弧增材制造构件的设计方法。
02 拓扑优化相贯节点结构研究
天津大学王中兴副研究员等人针对电弧增材制造相贯节点,主要从两方面开展试验研究和理论分析:
(1)标准几何形状的相贯节点研究:进行了电弧增材制造与传统方法制造相贯节点的静力试验,分析和比较了电弧增材制造构件与传统构件的差异,以验证现有设计规范的适用性和准确性。

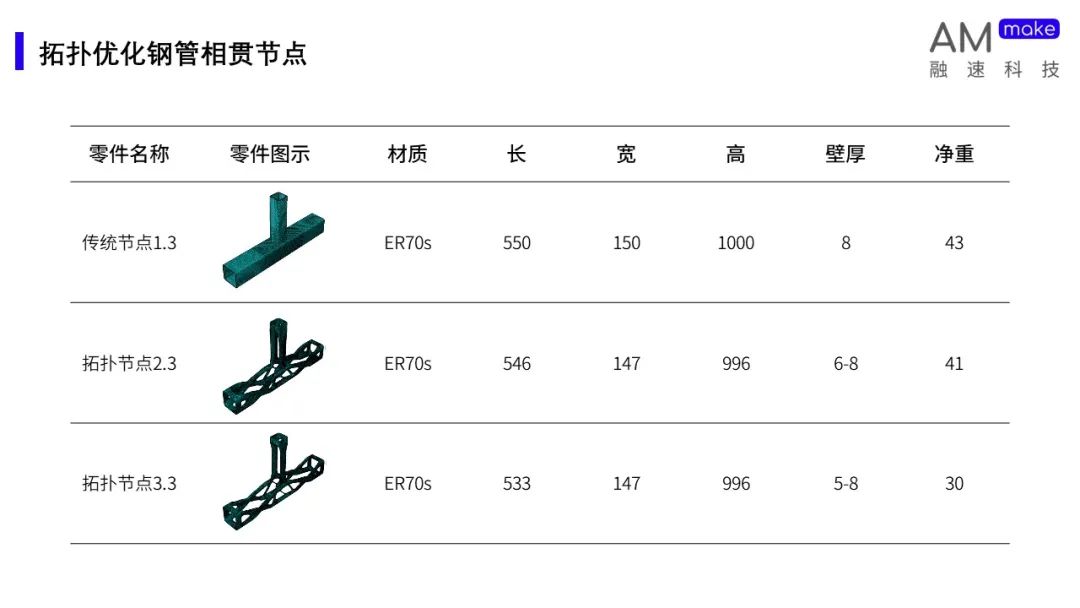
(2)优化几何形状的相贯节点研究:利用电弧增材制造技术在制造复杂和轻量化结构构件方面的优势,并结合拓扑优化方法,进行了电弧增材制造拓扑优化相贯节点的静力试验,从而实现材料利用率、结构性能和功能等方面的提升。目前,相关成果正在整理。

融速科技拥有成熟的激光送丝增材和电弧增材技术,自主研发激光送丝增材设备Laser One和电弧增材设备STAR系列,具备提供一站式DED金属送丝增材打印服务的能力,已和数十家国内外知名大学及研究机构展开合作,为相关研究实验提供技术支持。
欢迎转发

主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
3.国内电弧增材制造技术正在爆发,或在复制SLM技术的成功之路




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









