







3D打印技术参考于日前注意到,卡内基梅隆大学和匹兹堡大学的研究人员对激光束粉末床熔融(LPBF)3D打印的缺陷提出了新解释。研究人员的工作重点是采用LPBF工艺3D打印In718过程中缩孔的产生及其表现。
这项研究以“A mechanistic explanation of shrinkage porosity in laser powder bed fusion additive manufacturing”为题发表在《Acta Materialia》杂志上。
https://doi.org/10.1016/j.actamat.2023.119632
LPBF 3D打印工艺中收缩孔隙的形成
在金属铸造过程中,由于合金的液态收缩和凝固收缩,往往在铸件最后凝固的部位出现孔,称为缩孔;容积大而集中的孔称为集中缩孔,或简称缩孔;细小而分散的孔称为分散性缩孔,简称缩松。
在传统的金属铸造中,Niyama准则可用于准确预测收缩孔的形成。然而,这种方法在LPBF中的应用以前尚未被探索过。此外,在这项研究之前,还没有已知的启发式方法可以准确预测激光粉末床熔融3D打印中的收缩孔隙率。
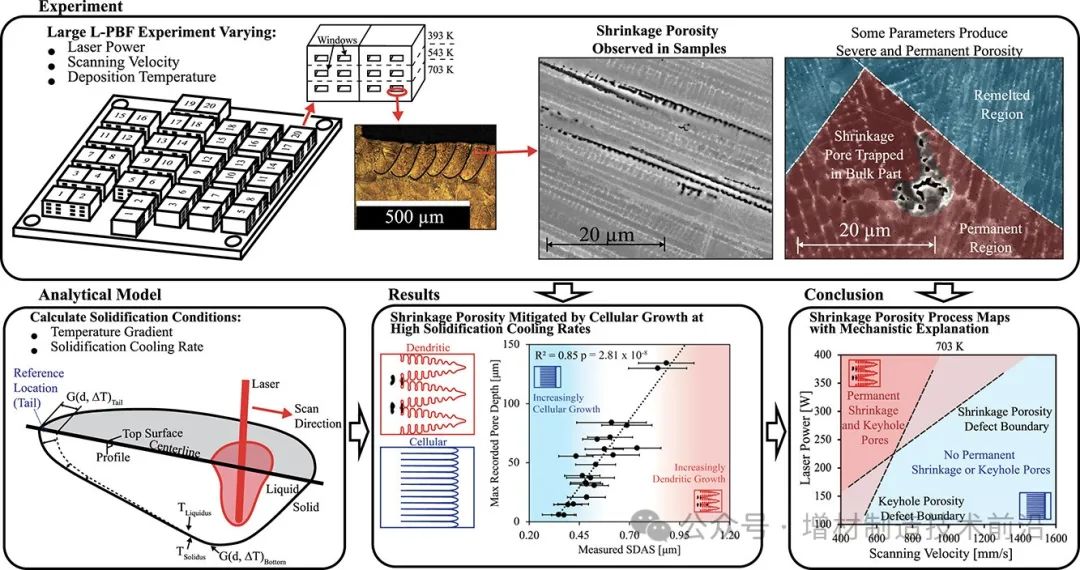
研究人员采用了微观结构表征和分析传热模型,这使他们能够对3D打印中收缩孔隙率的形成进行机理解释。研究小组发现,Niyama准则不能有效预测LPBF金属3D打印过程中缩松的发生。此外,还发现激光功率、扫描速度和预热温度等工艺参数对收缩孔隙率有直接影响。
研究得出结论,收缩孔隙的形成主要由凝固微观结构中的次级枝晶臂生长驱动,其中在凝固过程中以高冷却速率向晶胞生长的转变通过去除孔隙形成的位置来减小孔隙。这意味着基于凝固冷却速率的启发式方法可以可靠预测缩孔的发生。为了实际使用,研究人员提供了缩孔工艺图,用于工艺设计和控制,以直接帮助工艺规划中减少缩孔。工艺-孔隙率关系结果还表明,LPBF制造中向更高沉积温度和更高产量的趋势可能会加剧收缩-孔隙率形成的条件,并进一步提高本工作中提出的缓解策略的重要性。
卡内基梅隆大学机械工程助理教授Sneha Prabha Narra表示,“这是第一次有人根据凝固和LPBF加工原理解释收缩孔隙率的发生。此外,我们还能够将其映射为加工条件的函数,并以研究人员和工程师在工艺参数开发过程中易于解释的形式呈现这些信息。这之所以成为可能,是因为这个项目具有跨学科和协作的性质。”
克服LPBF工艺中的收缩孔隙
当金属在冷却和凝固时体积收缩时,就会发生收缩孔隙率。如果这种收缩没有被剩余的液态金属回填,由于金属流动路径被凝固的微观结构阻挡,最终零件就会变得多孔。
这种缺陷会降低机械性能,并最终降低金属零件的功能和可靠性。在逐层LPBF 3D打印过程中,如果这些收缩孔靠近表面,可以通过重熔或在3D打印后加工中去除。但是,如果孔隙在零件内部形成,则无法去除。该研究的合著者Frieden Templeton解释说,“这些缺陷发生在微观结构的规模上,很难发现。使用光学显微镜,它们看起来也仅仅像小的抛光划痕。”
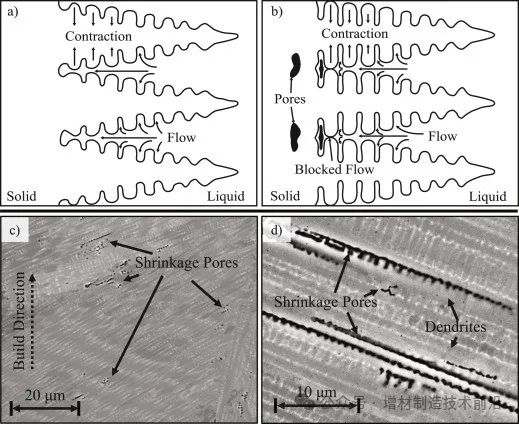
凝固金属中收缩孔隙形成:(a) 具有适当热梯度和冷却速率的树枝状凝固(b) 树突之间的流道在过低的热梯度和/或过高的冷却速率下被次生树突阻挡(C-D)背散射电子显微照片显示合IN718样品中的收缩孔隙网络,激光扫描方向在框架内和框架外,并且两张显微照片的构建方向相同

加热窗实验示意图:板左侧的样品具有平行于气体流动方向的熔体轨道;板右侧的样品具有平行于铺粉方向的熔体轨迹
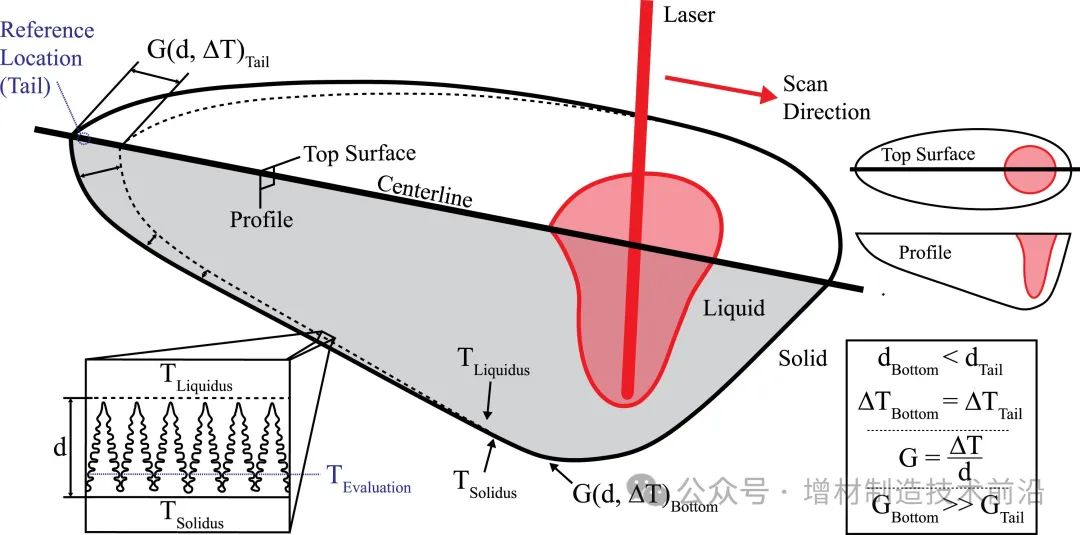
熔池图显示了固相线和液相线温度之间的凝固前沿厚度d的变化引起的热梯度G的变化
收缩孔隙率随工艺参数的变化

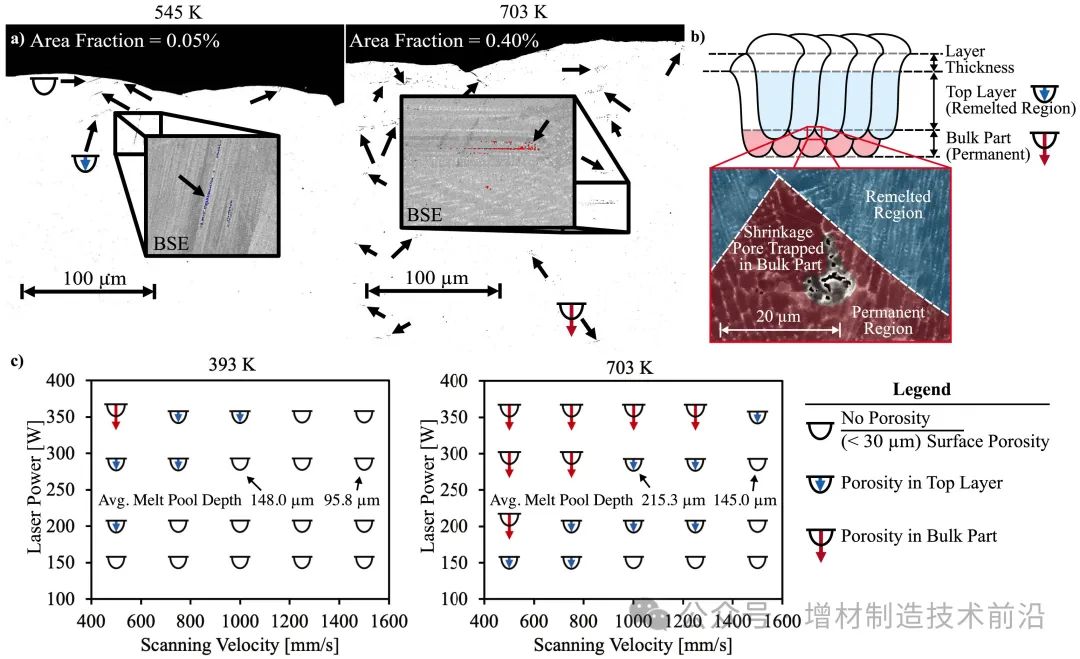
本工作实施的实验设计中最低和最高沉积温度的收缩孔隙率和锁孔孔隙率边界。收缩孔隙率边界表示向永久块状收缩孔隙率的转变。
在测试过程中,研究人员在一系列激光功率、扫描速度和沉积温度范围内3D打印了大量IN718样块。然后将结果添加到一个强大的数据集中,用于调查零件质量。
该团队确定了收缩孔隙率的严重程度与某些3D打印加工条件(如激光功率、扫描速度和打印温度)之间的明显相关性。随着温度和激光功率的增加,以及扫描速度的降低,收缩孔隙率变得更加严重,并在熔池中形成更深的孔隙。
利用这些发现,研究人员在他们的发现中提出了收缩孔隙率过程图。这些可以在金属增材制造的工艺设计和控制阶段利用,使制造商能够通过3D打印参数减少和防止收缩孔隙率。
研究人员指出,这对制造商有特别意义,尤其是在接近500°C的高温下打印的工艺参数,以及易受局部温度积聚影响的复杂几何形状。
注:本文内容由3D打印技术参考整理编辑,转载请点击转载须知。
欢迎转发
主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
2.工业规模增材制造:已有大厂尝到了粘结剂喷射金属3D打印的甜头


















 1372
1372

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









