






转盘程序 使用松下XH PLC编程
这个程序是本人做的,用了威纶通TK6071IQ屏,PLC用的是松下XH的,包括HMI跟PLC程序及视屏教成,有些同行有机会接触到转盘的工程,但不知道怎么入手。
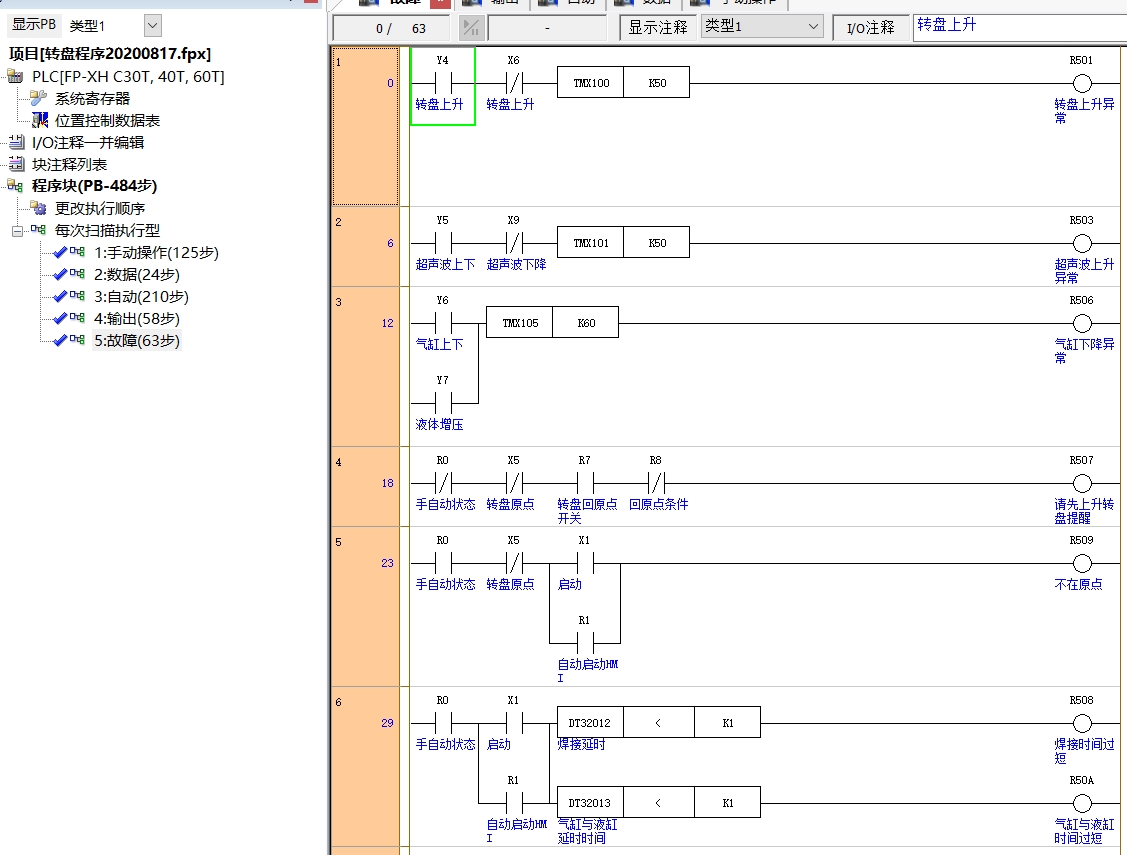
这里说到XH两个运动控制指令,F381 JOGST指令跟F382 ORGST原点回归这两个,也包括故障报警在触摸屏显示的做法,
整个程序逻辑清晰明了,是入门同行跟想熟悉松下XH系列PLC的不错选择跟借鉴,具体会讲到哪些,请看以下。
ID:589625816154758
美学思造
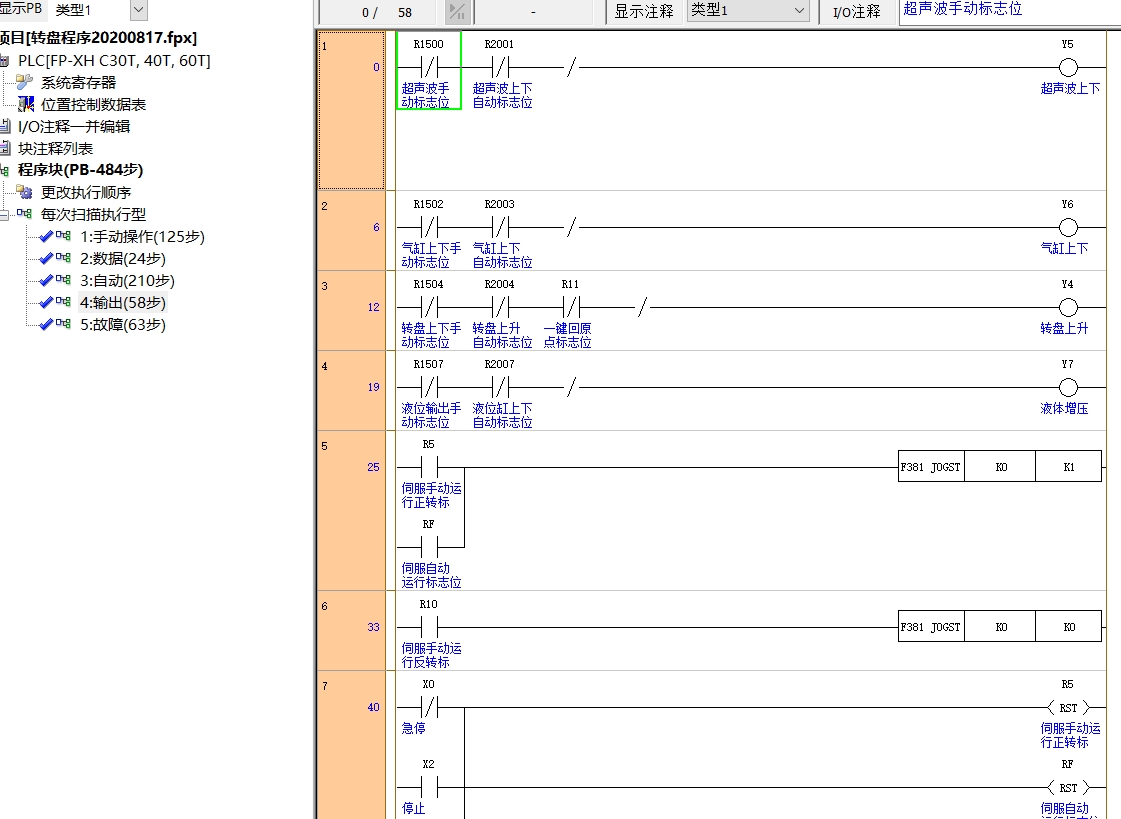


松下XH PLC编程是现代工业自动化领域中常用的一种编程方式,结合威纶通TK6071IQ屏,可以实现对转盘程序的控制。在此过程中,PLC(可编程逻辑控制器)作为核心设备,负责控制整个转盘的运动和状态显示。本文将围绕该转盘程序展开,介绍松下XH PLC编程中的两个重要运动控制指令F381 JOGST和F382 ORGST,以及故障报警在触摸屏上的显示。
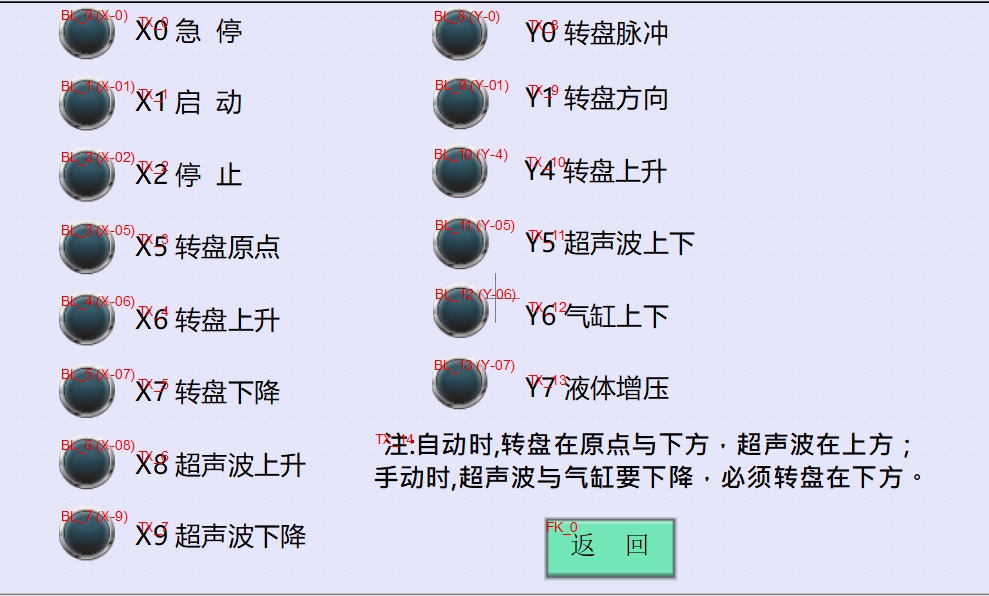
首先,我们来了解一下松下XH PLC编程中的F381 JOGST指令。该指令用于控制转盘的手动操作,允许用户通过触摸屏或其他操作界面进行手动控制。通过该指令,用户可以实现对转盘的正向运动、反向运动以及停止等操作。在编程的过程中,我们可以根据实际需求,设置不同的参数,例如转盘的转速、运动距离等,以满足不同的应用场景。
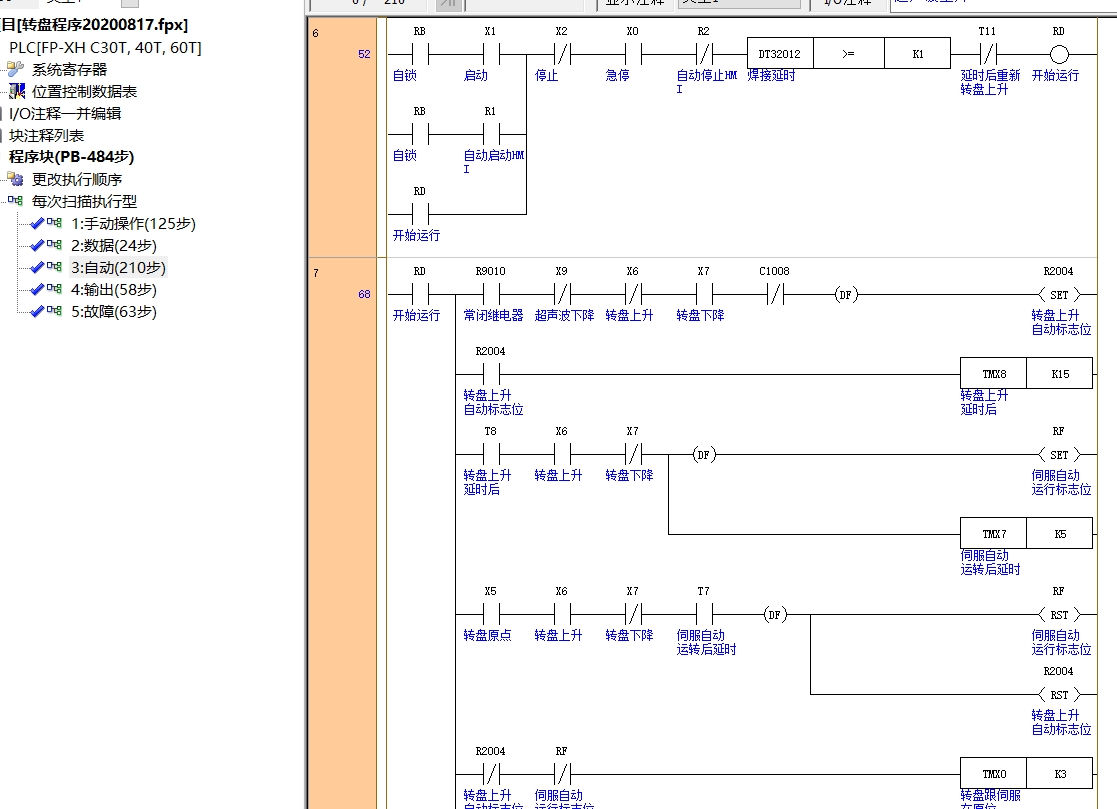
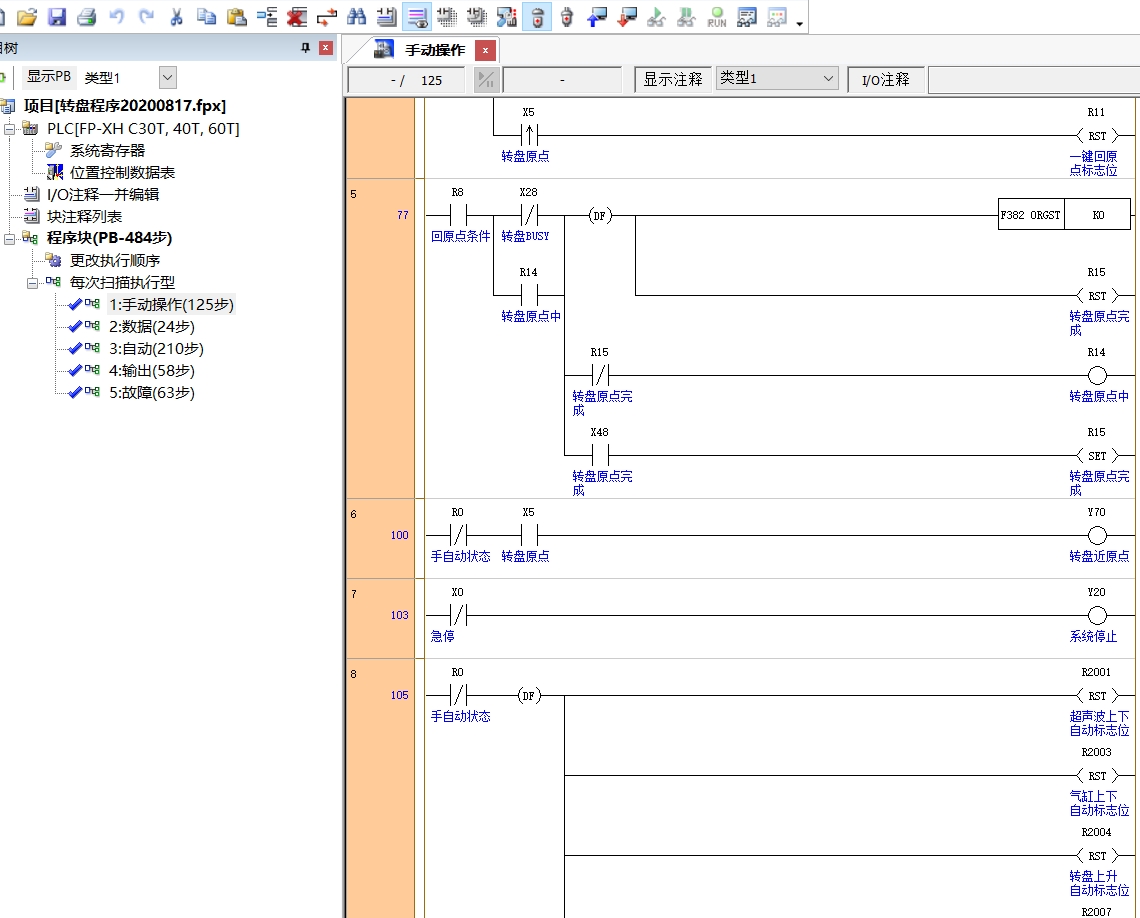
接下来,我们介绍松下XH PLC编程中的F382 ORGST原点回归指令。该指令用于使转盘回到初始位置,即原点。在实际应用中,转盘可能因为一些外界因素而偏离了原点,为了确保转盘的准确位置和可靠运行,我们需要定期进行原点回归操作。通过使用F382指令,我们可以方便地实现转盘的原点回归,保证转盘的位置准确性和稳定性。
除了运动控制指令外,本文还将介绍触摸屏上故障报警的显示。在转盘运行过程中,可能会出现一些故障,例如传感器异常、电机故障等。为了及时发现这些问题,并采取相应的措施,我们可以将故障信息显示在触摸屏上。通过编程,我们可以实现故障信息的实时监测和显示,提高转盘的可靠性和安全性。
整个程序逻辑清晰明了,是入门同行跟想熟悉松下XH系列PLC的不错选择跟借鉴。通过学习和借鉴本文介绍的松下XH PLC编程技术,同行们可以更好地理解和应用该编程方式,实现对转盘等设备的精确控制和监测。本文所介绍的运动控制指令和故障显示方法,将会对同行们的工程实践提供有价值的参考和借鉴。
总结起来,松下XH PLC编程是一种常用的工业自动化编程方式,结合威纶通TK6071IQ屏,可以实现对转盘程序的控制。本文围绕该转盘程序,介绍了松下XH PLC编程中的运动控制指令F381 JOGST和F382 ORGST,以及故障报警在触摸屏上的显示。通过学习和借鉴本文介绍的技术,同行们可以更好地应用松下XH系列PLC,实现对转盘等设备的精确控制和监测,提高工程实践的效率和可靠性。
相关代码 程序地址:http://nodep.cn/625816154758.html















 983
983

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









