






SIEMENS 西门子SMART200 PLC, 烘箱流水线4路加热PID控制温度的案例程序,程序结构清晰明了,USS通讯控制V20变频器,含PLC程序,SMAT700IE触摸屏程序,电气图纸全套,电气BOM。
实际项目应用的程序。
注意是程序,不是设备元器件。



SIEMENS 西门子SMART200 PLC, 烘箱流水线4路加热PID控制温度的案例程序,程序结构清晰明了,USS通讯控制V20变频器,含PLC程序,SMAT700IE触摸屏程序,电气图纸全套,电气BOM。
一、引言
在现代工业生产中,流水线生产被广泛应用于各个领域,其中烘箱流水线是一种常见的生产线。为了确保产品质量和生产效率,对于烘箱过程中温度的控制十分重要。本文将介绍一个基于SIEMENS SMART200 PLC的烘箱流水线4路加热PID控制温度的案例程序,旨在帮助读者理解如何使用该PLC对烘箱温度进行精确控制。
二、系统架构
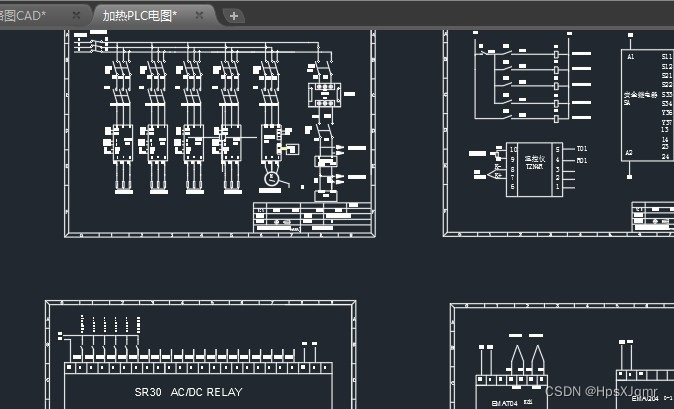
- 硬件配置
本案例中所涉及的硬件设备包括SIEMENS SMART200 PLC、V20变频器和SMAT700IE触摸屏。其中,PLC作为主控制单元,负责实时监测并控制各个设备的运行状态。V20变频器用于控制流水线加热系统的电机转速,从而调节烘箱内的温度。SMAT700IE触摸屏作为人机界面,通过友好的图形界面与操作者进行交互。
- 软件架构
本案例程序基于SIEMENS SMART200 PLC开发,使用STEP 7软件进行编程。程序结构清晰明了,分为多个模块,每个模块负责处理不同的功能。主要模块包括温度采集模块、PID控制模块、通讯模块等。
三、功能实现
- 温度采集
为了实时监测烘箱内的温度变化,我们需要使用温度传感器对其进行采集。通过配置相应的输入模块,PLC能够准确地读取传感器的数据,并进行相应的处理。
- PID控制
PID控制是一种常用的控制算法,能够根据实际温度与设定温度之间的偏差,自动调节变频器的输出功率,从而实现对烘箱温度的精确控制。PID控制模块通过读取温度传感器的数据,并根据设定的PID参数计算出相应的控制信号,然后将信号发送给变频器。
- 通讯控制
为了实现PLC与变频器的通讯,我们采用了USS通讯协议。该协议能够高效地传输数据,并保证通讯的可靠性。通讯模块负责与变频器建立连接,并发送控制命令以及接收反馈信息。
四、实际应用
本案例程序已经在实际项目中得到应用,取得了良好的效果。通过对烘箱流水线加热PID控制温度的精确控制,我们能够确保产品在生产过程中的稳定性和质量。同时,通过使用SIEMENS SMART200 PLC,我们能够实现高效可靠的控制,提高生产效率。
五、总结
本文介绍了一个基于SIEMENS SMART200 PLC的烘箱流水线4路加热PID控制温度的案例程序。该程序通过合理的软硬件配置和模块划分,实现了对烘箱温度的精确控制。在实际项目中应用时,能够有效提高生产效率和产品质量。SIEMENS SMART200 PLC的优秀性能和稳定性使其成为工业自动化领域的首选,相信在未来的发展中,它将发挥更加重要的作用。
相关代码,程序地址:http://lanzouw.top/667918281682.html















 1554
1554











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









