






文章目录
openpnp - 定制更换新X轴丝杠
概述
设备的X轴丝杠无论怎么调整(软件,硬件),都会产生0.2mm的贴片误差。
最终怀疑X丝杠的丝杠螺母和X丝杠之间存在磨损导致的误差,决定更换X丝杠或X轴丝杠螺母。
笔记
尝试给丝杠单独配一个丝杠螺母
正规丝杠卖家都不接单
在tb上问卖丝杠的店家,是否可以将我的丝杠邮寄过去,配一个合适的丝杠螺母。
答案都是否,厂家只负责配置自家丝杠的丝杠螺母。别家的丝杠配不了丝杠螺母。
店家虽然没说原因,我猜测可能的原因:
- 每家的丝杠螺母的型号尺寸不一样,可能没有和原丝杠相同尺寸的丝杠螺母
- 每家的丝杠螺母用的滚珠尺寸不一样(滚珠的尺寸很精密,精确到1um),店家不敢确定自己有合适尺寸的丝杠螺母滚珠
- 店家不想挣这种费力不讨好的小钱。
能接单的都是非正规丝杠螺母卖家
最后只找到一家可以单独给丝杠配置丝杠螺母。
说有同尺寸的丝杠螺母,且能保证装配精度。
丝杠快递给他之后,说已经配了一个丝杠螺母,匹配度位99%.
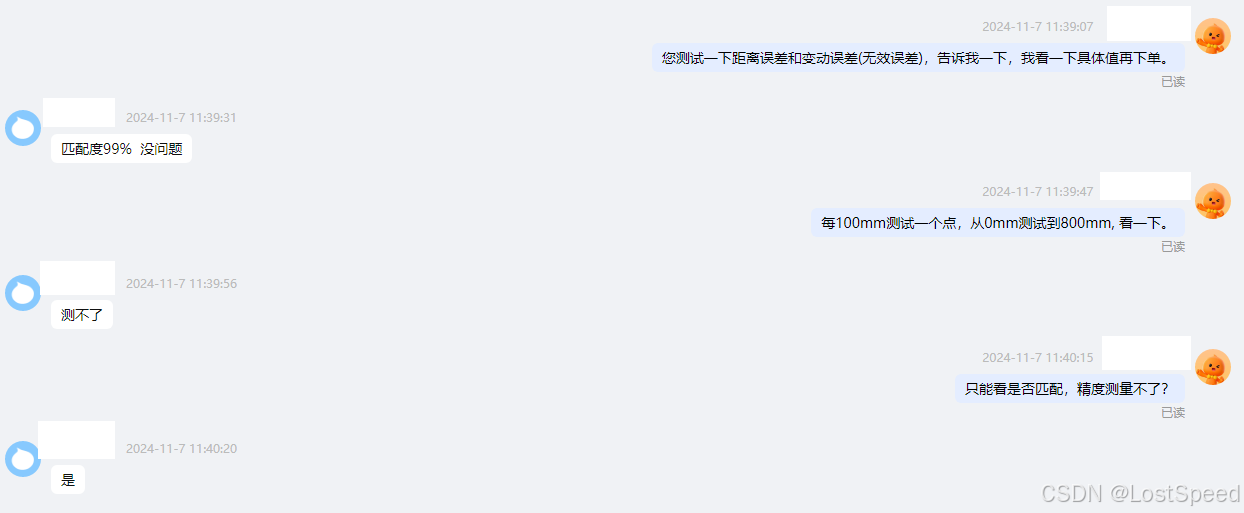
让他测试一下装配后的丝杠精度,说测不了。和我想象的结果真的差很远。
如果测试不了丝杠与丝杠螺母装配后的误差(距离误差,变动误差),那能装配上一个新的丝杠螺母也说明不了问题。
我丝杠原装的旧丝杠螺母也很顺滑,只是经过测试怀疑有变动误差(距离误差很好),如果配个丝杠螺母,测试不了精度,那还配啥螺母?

正常人都不是傻子啊。拿客户当猪(不只是拿客户当一般的猪,还是拿客户当蠢猪…),不好好做生意,还是个人么?
小结
不要相信非丝杠原始卖家能配丝杠螺母,这些卖家都是坑货。除了知道骗钱,啥技术实力都没有。
只有丝杠的原始卖家可以配置合适的丝杠螺母,且能保证丝杠精度。
如果设备是定制的,不知道丝杠的原始卖家,只能重新定制丝杠(自带丝杠螺母)。
尝试重新定制一根X轴丝杠
在tb上找一家排名靠前的店家(重要,按照综合排名看,只有质量/服务/信誉都不错的卖家才会出现在前排),咨询一下丝杠精度和价格。
大概都是1000元左右/米。
不是非得大厂(TBI, THK)的丝杠,只要能保证质量,服务好, 有实力(自己有设备能做丝杠, e.g. 丝杠都是自家磨床整出来的),国产的丝杠就行。
一般丝杠卖家都能提供C3,C5的丝杠,价格差的不多。但是有的厂家C3丝杠的供货周期长。

看了自己的烂设备,连丝杠2端座子的安装螺纹孔都是厂家同学手工攻丝打出来的,真配不上C3丝杠。于是定了一根C5丝杠。
因为丝杠都是用厂家预存的丝杠在两端车出固定端和支撑端,所以厂家会给一个模板图纸,自己给定尺寸,然后询价和下单
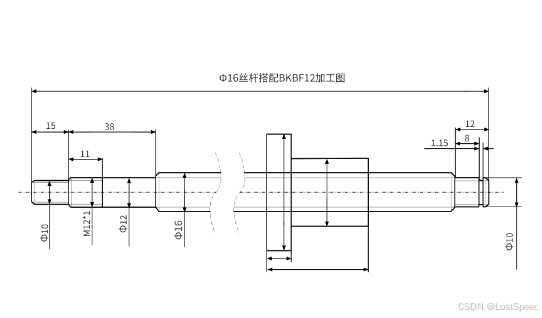
按照自己设备的实际需要画好图,不存在歧义了,就可以将图交给店家询价/下单。
需要将所有厂家需要的尺寸都标注上(必须让自己来控制所有的尺寸),而不能只给定丝杠主要尺寸(写备注让厂家按照某种丝杠安装座<e.g. BF10>来加工),容易出现歧义。
自己给定丝杠尺寸时,最好是在装配体上实验好,考虑到各种情况。最后合适了,再拿零件图出工程图。
毕竟零件回来如果不合适(有一个尺寸不合适,都是不合适),那零件基本是废了。
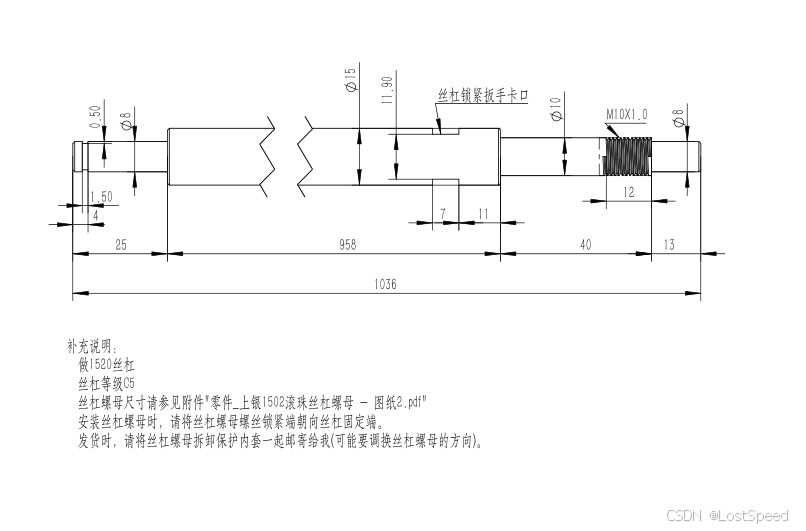
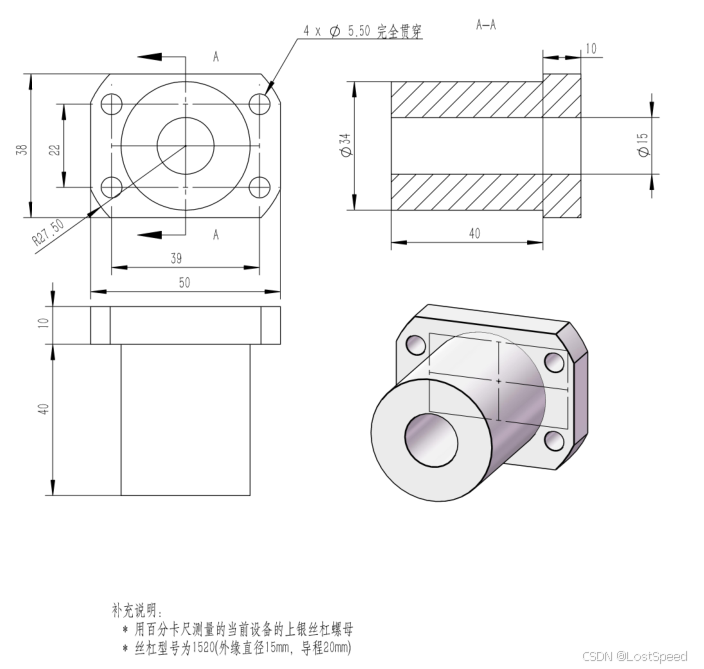
因为丝杠螺母型号尺寸很多,也需要将自己需要的丝杠螺母尺寸(用卡尺量,+/-0.1mm就行)给卖家,让他选一个尺寸一样的丝杠螺母型号。
如果只用丝杠零件来出工程图,会让厂家觉得丝杠螺母方向不确定,丝杠厂家还会在确认一下丝杠螺母方向。
如果下次我自己做设备,再定制丝杠,我会将丝杠和丝杠螺母做装配体,用装配体来出丝杠的工程图(将丝杠螺母模型的尺寸都去掉),或者再单独给一张丝杠和丝杠螺母的装配体工程图。
因为自己有可能要调换丝杠螺母方向,让厂家将丝杠螺母原装的保护内套也发来。
考虑到丝杠锁紧螺母可能磨损,可以向厂家订一个丝杠固定端配套的丝杠锁紧螺母。
因为丝杠和丝杠螺母配套是很精密的,不能磕碰,让厂家用顺丰特快到付发货。
丝杠到手的验货
如果厂家有合适长度的丝杠库存,在丝杠两边车固定端和支撑端都很快,大概7天就能到手。
丝杠厂家生产测试过,发货过来。
先别装到设备上,得先试一下丝杠本身是否合格(虽然咱没有检测设备,丝杠质量也是厂家保证的,但是可以初步看一下是否有明显的问题)。
用手抓住丝杠螺母,进行左右的直线运动,看是否顺滑,力道是否均匀。
我这测试,1米的行程,有2~3个点有卡顿。这说明丝杠螺母滚珠装配有问题,可能是滚珠装少了。
这时,就可以联系厂家咨询,看看是啥问题。这个厂家服务很给力,直接让我将丝杠邮寄回去,厂家进行检测调试。
结果是,丝杠同心度没问题,只是丝杠螺母装配的有问题,调试好又发给我。
自己再初步测试,手感很好,丝杠螺母在全行程上直线运动都很顺滑,紧固, 力道一致。
千万不要在测试时将滚珠搞掉了
如果自己不小心,在丝杠还没装到设备之前就测试。
千万不要将丝杠运行到丝杠两端(特别是丝杠的固定端有丝杠锁紧用的扳手台阶),如果直线运动测试过了滚珠槽位置,滚珠大概率会掉出来。
这时,自己就搞不定了,只有返厂,重新装配丝杠螺母的滚准。
其实我也不想这么测试,只是已经发现丝杠螺母直线运动卡顿,才加大直线运动距离,导致滚珠掉出来。

等厂家返修好,只在丝杠中间,大致试了一下直线运动,感觉顺滑,然后就直接装到设备上做后续安装丝杠的任务。
丝杠安装后的顺滑度调整
丝杠本身没问题,但是如果安装的不合适,导致丝杠整体运动费力,会加速丝杠与丝杠螺母的磨损。
所以将丝杠安装后,保证受力最小,运动顺滑,是非常重要的。
这次换丝杠,算是维护任务。猜测有磨损的零件都换掉,主打一个安心。
更换方形滑块
丝杠是导向零件,并不受力。
受力的零件是直线滑动轴承。先前维护时,已经记录了型号,为HGH15CA。这次更换掉

原来是将加油嘴拧在滑块上,换了这个新的滑块,发现加油嘴和导轨有干涉。
那么加好油后,用滑块自带的内6角螺母封上吧。
调整步骤
以前也总结过丝杠调整的步骤,不过这次体会加深了。调整起来比以前更快更准确。
找一个调整的基准参照物

我这设备的X轴丝杠导轨是厂家同学用表打过的,就以这个导轨为基准。
先将螺丝都带上,但是全部松开不受力
和丝杠调整相关的部件(丝杠,丝杠支撑座,丝杠固定座,丝杠锁紧螺母,丝杠螺母,连接块,方形滑块)都穿上螺丝,但是不锁紧,最多用手或扳手拧到底,但是不带力道,保持连接即可。
原因,运动方向上的部件的位置还没确定,如果没有策略的先拧紧,最后丝杠一定受力不均,耽误时间。
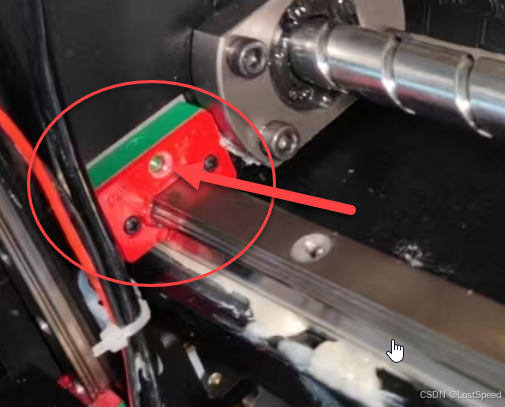
拧紧丝杠锁紧螺母
先拧紧丝杠锁紧螺母,可以使丝杠与固定座,支撑座形成一条固定的直线。后续调整这条直线的方向方便。
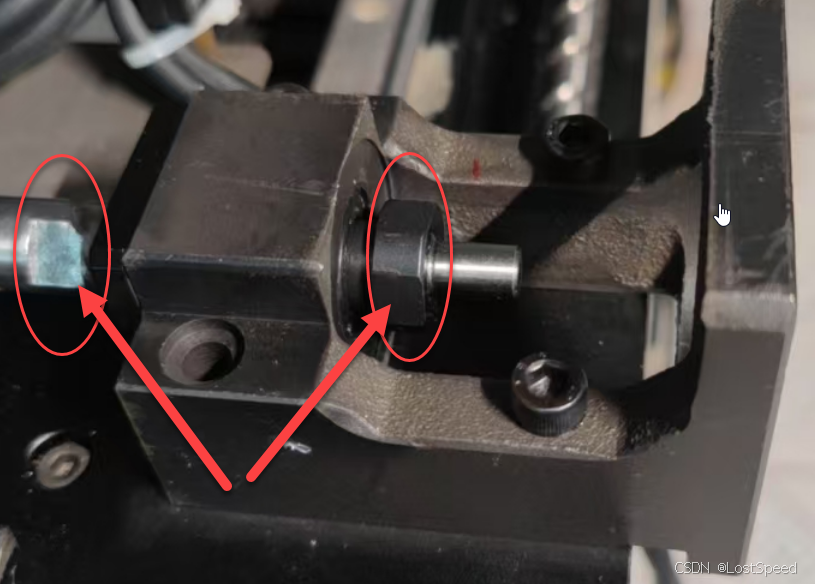
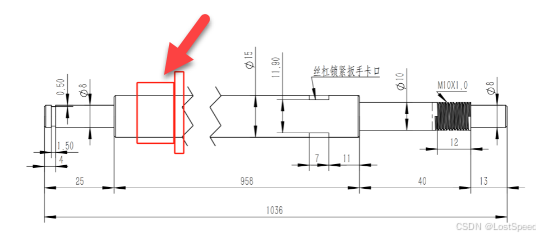
丝杠固定端先穿上短轴套,然后穿入固定端,带上长轴套,再用“丝杠锁紧螺母”锁紧(用2个扳手,一个开口的12mm, 一个开口17mm), 拧不动为止,不会被拧坏。
买来的丝杠固定端的座子,在轴端配有长短2个轴套,都要用上,否则无法在理论上轴向锁紧丝杠.
用六角扳手锁紧“丝杠锁紧螺母”上的2个内嵌锁紧螺丝,将“丝杠锁紧螺母”完全固定
锁紧连接块与丝杠螺母
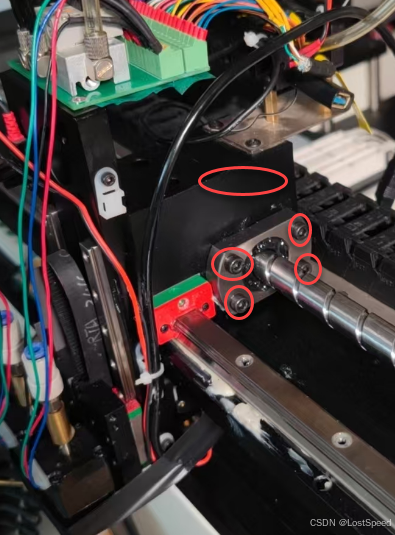
当锁紧丝杠螺母和连接块后,丝杠的运动方向就可以用连接块的移动来自然调节了。
确定丝杠运动方向
全行程移动连接块,此时如果丝杠的方向如果不顺滑,就会被连接块带着进入正确的方向。
来回一遍后,停在丝杠中间。锁紧连接块和方形滑块。
此时,连接块和方形滑块,就是一个正常运动方向的连接整体,和丝杠的运动方向平行。
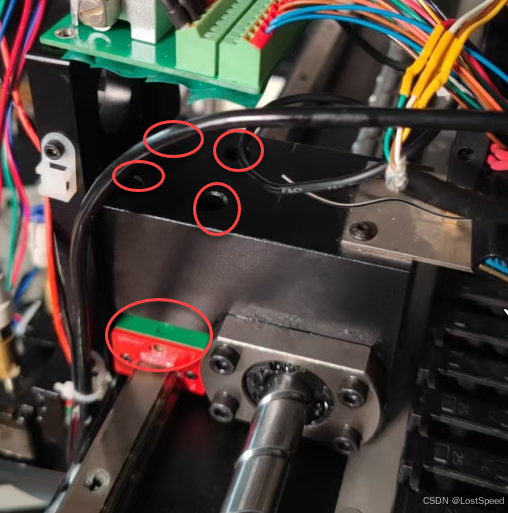
现在,唯一没有被固定的就是丝杠2端的座子
逐步拧紧丝杠2端的座子
全行程移动连接块,往复一遍。
停在丝杠左边时,逐步拧紧支撑端螺丝。
停在丝杠右边时,逐步拧紧固定端螺丝。
重复以上3步,将丝杠2端座子的螺丝全部拧紧,直到用手+内六角扳手横着拧不动为止。
效果
此时,用手移动连接块,从左到右全行程移动,运动基本力道一致。没有卡顿的地方。
但是此时的移动阻力,要大于没有连接各个部件前的阻力。
原因是,机械部件加工就是有误差。这些误差累积到一起,就是会使装配后的阻力大一些。
只要不是那种用手推不动连接块的阻力,就说明装配的还可以。
如果不满意,可以按照上述步骤再调整一下。
因为我这设备的丝杠2端座子的螺丝孔,是厂家同学手工攻丝出来的(误差比CNC或普通机床加工的误差大),我也就不确定是否能再调整的阻力更小一些。
经过以上的3板斧,丝杠装配到设备后,基本可用(运动部件之间的平行度基本能接受)。
备注
感觉这么装配后,丝杠运动起来后,还是有些紧。
又调整了一下。
这时,部件之间的位置已经基本在正确的道路上,可能有5个丝或10个丝的误差,这些部件位置基本确定, 已经基本调不动了。
将部件逐一松开螺丝,抓住连接块,左右全行程缓慢运动, 让部件能得到更正确的位置,然后锁紧螺丝。
将全部的部件螺丝都通过运动再锁紧后,感觉丝杠关联的整体部件组合的顺滑程度更好了。
不过还是比丝杠单独运动阻力要大一些,受限于现有的机械零件的设计,也无法再调整的更顺滑。
丝杠更换暂时也就这样了。
等下次自己做设备时,设计周全点,保证螺丝孔都是CNC出来的,那就没啥问题,装配效果会更好。
适当设计一些0.1mm的不锈钢垫片零件,来弥补机械加工引起的+/-0.1mm的加工误差。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









