




芯片ESD失效分析指南
1. 概述
静电放电(ESD)是导致芯片失效的主要原因之一。在半导体制造、组装、测试和运输过程中,芯片可能遭受不同类型的ESD事件。其中,人体放电模式(HBM)和充电器件模式(CDM)是最常见的两种ESD模型。准确判断失效模式对于改进ESD防护措施和提高产品可靠性至关重要。
2. HBM与CDM基础概念
2.1 人体放电模式 (HBM)
定义:模拟人体带电接触芯片时的放电事件
- 等效电路:100pF电容 + 1.5kΩ电阻
- 波形特征:
- • 上升时间:2-10 ns
- • 持续时间:约200 ns
- • 峰值电流:0.67 A/kV
- 常见场景:人工操作、手工装配、维修过程
2.2 充电器件模式 (CDM)
定义:模拟芯片本身带电后向接地导体放电的事件
- 等效电路:芯片自身电容 + 极小电阻(<10Ω)
- 波形特征:
- • 上升时间:<1 ns
- • 持续时间:<10 ns
- • 峰值电流:5-10 A (比HBM高10-20倍)
- 常见场景:自动化产线、SMT贴片、测试分选机
3. HBM与CDM关键区别对比
|
对比项 |
HBM |
CDM |
|
放电机制 |
外部人体放电 |
内部电荷释放 |
|
失效位置 |
ESD保护电路、I/O Pad附近 |
内部电路、Buffer、栅氧 |
|
失效模式 |
热损伤、金属烧毁、接触孔损伤 |
栅氧击穿、介质损伤 |
|
能量特性 |
能量大、持续时间长 |
能量小、瞬时功率高 |
|
防护等级 |
通常较高(≥2000V) |
较低(100-500V) |
|
测试电压 |
2000V (典型) |
250V (典型) |
|
重复性 |
随机性、位置不确定 |
固定位置、易重复 |
4. ESD失效判断方法
4.1 失效位置分析
HBM失效位置特征:
- ✓ 主要发生在ESD保护电路区域
- ✓ I/O Pad附近区域
- ✓ 电源和地线连接处
- ✓ 保护二极管、电阻、MOS管等保护器件
CDM失效位置特征:
- ✓ 内部核心电路区域
- ✓ Output Buffer/Input Buffer
- ✓ MOS管栅氧层
- ✓ 内部逻辑电路
4.2 失效模式识别
HBM典型失效模式:
- • 金属线烧毁 (Metal Burn-out)
- • 接触孔损伤 (Contact Spiking)
- • 结区损伤 (Junction Damage)
- • 多晶硅损伤 (Poly-extrusion)
- • 热损伤痕迹明显
CDM典型失效模式:
- • 栅氧击穿 (Gate Oxide Breakdown)
- • 介质损伤
- • MOS管栅极损坏
- • 高频脉冲导致的局部击穿
- • 无明显热损伤痕迹
4.3 电气特性分析
关键测试参数:
- 1. I-V特性曲线对比
- - HBM: 通常表现为电阻性短路或开路
- - CDM: 栅氧击穿后呈现特定漏电流特征
- 2. 漏电流测试
- - 测试条件: 1μA时的电压变化
- - 判断标准: 变化>30%判定为失效
- 3. 功能测试
- - 参数测试: 静态电流、漏电流
- - 功能测试: 逻辑功能验证
4.4 物理失效分析(FA)
分析步骤:
- ① 热点定位 (Hot Spot Analysis)
- - 使用EMMI或OBIRCH定位失效点
- - 记录失效位置分布
- ② 去层分析 (De-layering)
- - 逐层去除芯片钝化层
- - SEM检查各层结构
- ③ 截面分析 (Cross-section)
- - FIB切割失效区域
- - TEM观察微观结构损伤
- ④ 元素分析
- - EDX分析损伤区域成分
- - 确认失效机制
5. 系统化的失效判断流程
5.1 快速判断检查表
|
检查项 |
HBM倾向 |
CDM倾向 |
|
失效位置 |
I/O区域、保护电路 |
内部电路、Buffer |
|
失效模式 |
热损伤、金属烧毁 |
栅氧击穿、介质损伤 |
|
放电环境 |
人工操作、维修 |
自动产线、SMT |
|
重复性 |
随机、位置不确定 |
固定位置、可重复 |
|
电压等级 |
高电压(>1000V) |
低电压(<500V) |
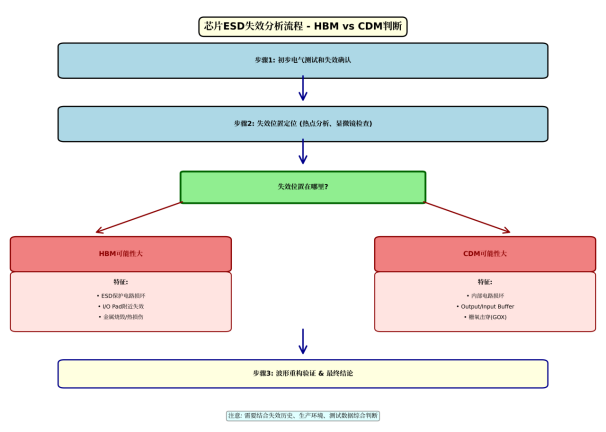
5.2 决策树分析
- 问题1: 失效发生在哪个区域?
- → I/O Pad附近或保护电路 → 倾向HBM
- → 内部电路或Buffer区域 → 倾向CDM
- 问题2: 失效模式是什么?
- → 金属烧毁、热损伤、接触孔损伤 → 倾向HBM
- → 栅氧击穿、无明显热损伤 → 倾向CDM
- 问题3: 失效发生的场景?
- → 人工操作、维修、手工测试 → 倾向HBM
- → 自动产线、SMT、分选机 → 倾向CDM
- 问题4: 失效的重复性?
- → 随机位置、不可重复 → 倾向HBM
- → 固定位置、可重复 → 倾向CDM
6. 实际案例分析
案例1: CMOS芯片I/O引脚ESD失效
背景:某CMOS芯片在最终测试阶段发现I/O引脚对地短路
分析过程:
- • 电气测试: I/O引脚对地电阻约50Ω,正常应为高阻
- • 热点分析: EMMI在I/O Pad附近发现发光点
- • 物理分析: SEM观察到保护二极管金属线烧毁
- • 失效模式: 金属烧断、有明显热损伤痕迹
- • 发生场景: 人工插拔测试
结论:
✓ 失效位置在保护电路区域
✓ 金属烧毁是典型的热损伤
✓ 人工操作场景符合HBM特征
✓ 综合判断: HBM导致的ESD失效
案例2: 高速数字芯片内部失效
背景:高速数字芯片在SMT贴片后功能异常
分析过程:
- • 电气测试: 输出Buffer漏电流超标
- • 功能测试: 输出端口驱动能力下降
- • 热点分析: OBIRCH定位到Output Buffer区域
- • 物理分析: TEM观察到MOS管栅氧层击穿
- • 失效模式: 栅氧击穿、无明显热损伤
- • 发生场景: SMT贴片过程
结论:
✓ 失效位置在内部Buffer电路
✓ 栅氧击穿是CDM典型特征
✓ SMT贴片是CDM高发场景
✓ 综合判断: CDM导致的ESD失效
案例3: 混合信号芯片复杂失效
背景:混合信号芯片在温湿度老化测试后失效
分析过程:
- • 电气测试: 多引脚功能异常
- • 热点分析: 发现多个热点分布
- • 物理分析: 部分保护电路烧毁,部分内部电路栅氧损伤
- • 失效模式: 混合模式(热损伤+栅氧击穿)
结论:
✓ 存在多种失效模式
✓ 可能同时受到HBM和CDM影响
✓ 需要进一步分析失效时序
✓ 综合判断: 复合ESD失效事件
7. ESD防护措施建议
7.1 HBM防护策略
人员防护:
- • 佩戴防静电手环,确保接地良好
- • 穿戴防静电服装和鞋帽
- • 定期检测人员接地电阻
环境控制:
- • 控制环境湿度(40%-60%RH)
- • 使用防静电地板和工作台
- • 安装离子风机消除静电
操作规范:
- • 避免直接触摸芯片引脚
- • 使用防静电工具操作
- • 建立标准操作流程(SOP)
7.2 CDM防护策略
设备防护:
- • 确保所有设备可靠接地
- • 使用防静电材料制作夹具
- • 定期检测设备接地状态
工艺控制:
- • 降低贴片速度,减少摩擦起电
- • 使用导电性或耗散性材料
- • 优化测试分选机工艺参数
芯片设计:
- • 加强内部电路ESD保护
- • 优化Output Buffer设计
- • 提高栅氧层抗ESD能力
8. 测试验证方法
8.1 HBM测试方法
测试标准:
- • ANSI/ESDA/JEDEC JS-001
- • JEDEC JESD22-A114
- • AEC-Q100-002 (汽车电子)
测试方法:
- 1. Pin-to-Pin测试
- - 每个引脚对其他所有引脚放电
- - 正负极性各测试一次
- 2. Pin-to-VDD测试
- - I/O引脚对VDD引脚放电
- 3. Pin-to-GND测试
- - I/O引脚对GND引脚放电
- 4. VDD-to-GND测试
- - 电源引脚对地引脚放电
失效判据:
- • 参数漂移超过±30%
- • 漏电流超过规格
- • 功能测试失败
- • I-V曲线超出包络线
8.2 CDM测试方法
测试标准:
- • ANSI/ESDA/JEDEC JS-002
- • JEDEC JESD22-C101
- • AEC-Q100-011 (汽车电子)
测试方法:
- 1. 场感应充电法(FI-CDM)
- - 芯片放置在充电板上
- - 通过电场感应充电
- - 探针接触引脚放电
- 2. 直接充电法(D-CDM)
- - 通过高阻电阻直接充电
- - 逐个引脚放电测试
测试要点:
- • 每个引脚都要测试
- • 正负极性各测试一次
- • 从低电压开始逐步升高
- • 记录最小失效电压
8.3 失效阈值对比
|
技术节点 |
HBM阈值 |
CDM阈值 |
|
0.35μm |
>4000V |
>1000V |
|
0.18μm |
2000-4000V |
500-1000V |
|
90nm |
1000-2000V |
250-500V |
|
65nm |
500-2000V |
125-250V |
|
40nm |
500-1000V |
50-125V |
9. 常见问题与解决方案
问题1: 如何区分HBM和CDM的混合失效?
- 解决方案:
- • 分析失效时序,确定哪个是主失效
- • 检查失效位置分布,判断失效源头
- • 结合生产工艺和历史数据
- • 必要时进行失效重现测试
问题2: 为什么CDM阈值越来越低?
- 原因分析:
- • 工艺尺寸缩小,栅氧层变薄
- • 供电电压降低,抗ESD能力减弱
- • 芯片复杂度增加,内部节点增多
- • 封装密度提高,CDM风险增加
问题3: 如何提高CDM防护能力?
- 设计层面:
- • 优化Output Buffer设计,增加栅氧厚度
- • 在关键节点增加内部ESD保护
- • 改善电源网络布局,降低阻抗
- • 使用保护环(Guard Ring)隔离
- 工艺层面:
- • 选择抗ESD能力强的工艺
- • 优化金属层厚度和通孔设计
- • 使用高介电常数材料
- 封装层面:
- • 使用导电性封装材料
- • 优化引脚布局和走线
- • 增加芯片与封装之间的绝缘
10. 总结
准确判断芯片ESD失效是由HBM还是CDM导致,需要综合考虑多个因素:
关键判断要点:
- 1. 失效位置:HBM主要在I/O和保护电路,CDM主要在内部电路
- 2. 失效模式:HBM以热损伤为主,CDM以栅氧击穿为主
- 3. 放电环境:HBM与人工操作相关,CDM与自动化产线相关
- 4. 波形特征:HBM能量大持续时间长,CDM能量小瞬时功率高
通过系统化的失效分析流程,结合电气测试、物理分析和场景分析,可以准确判断ESD失效模式,为改进ESD防护措施提供依据。
在先进工艺节点下,CDM失效越来越成为主要挑战,需要在设计、工艺、封装和测试等各个环节加强CDM防护,提高芯片的ESD可靠性。
附录:参考图表
图1: HBM vs CDM波形特征对比
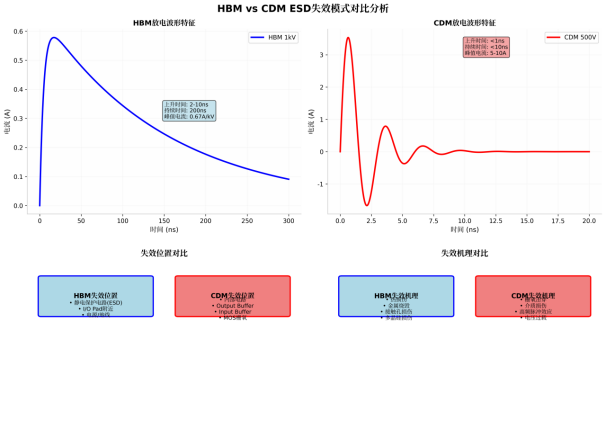
图2: ESD失效分析流程图

















 2355
2355

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









