






信捷PLC(XDH-60T4-E)/HMI(TG765S-ET)
金属件非标打磨工作站PLC程序/HMⅠ程序/电气图/全套资料。
EtherCAT通讯控制7轴(台达ASD-A2-E)做直线、圆弧插补及加工路径连续运行,加工速度倍率实时修改,实现毛刺厚时自动降速,毛刺薄时自动提速,提高打磨效率,实现耗材的自动位移补偿功能,实现打磨数据库管理,便于工艺优化及追溯。
电子手轮定位便于调机及轨迹的规划。
复杂运动轨迹的规划及设计实现。
MODBUS通讯控制3台变频器实现高速电主轴实时转速的控制及主轴电机电流、扭矩的实时监测。
PLC程序14003步,HMI程序43画面
ID:898674414285065
t***3
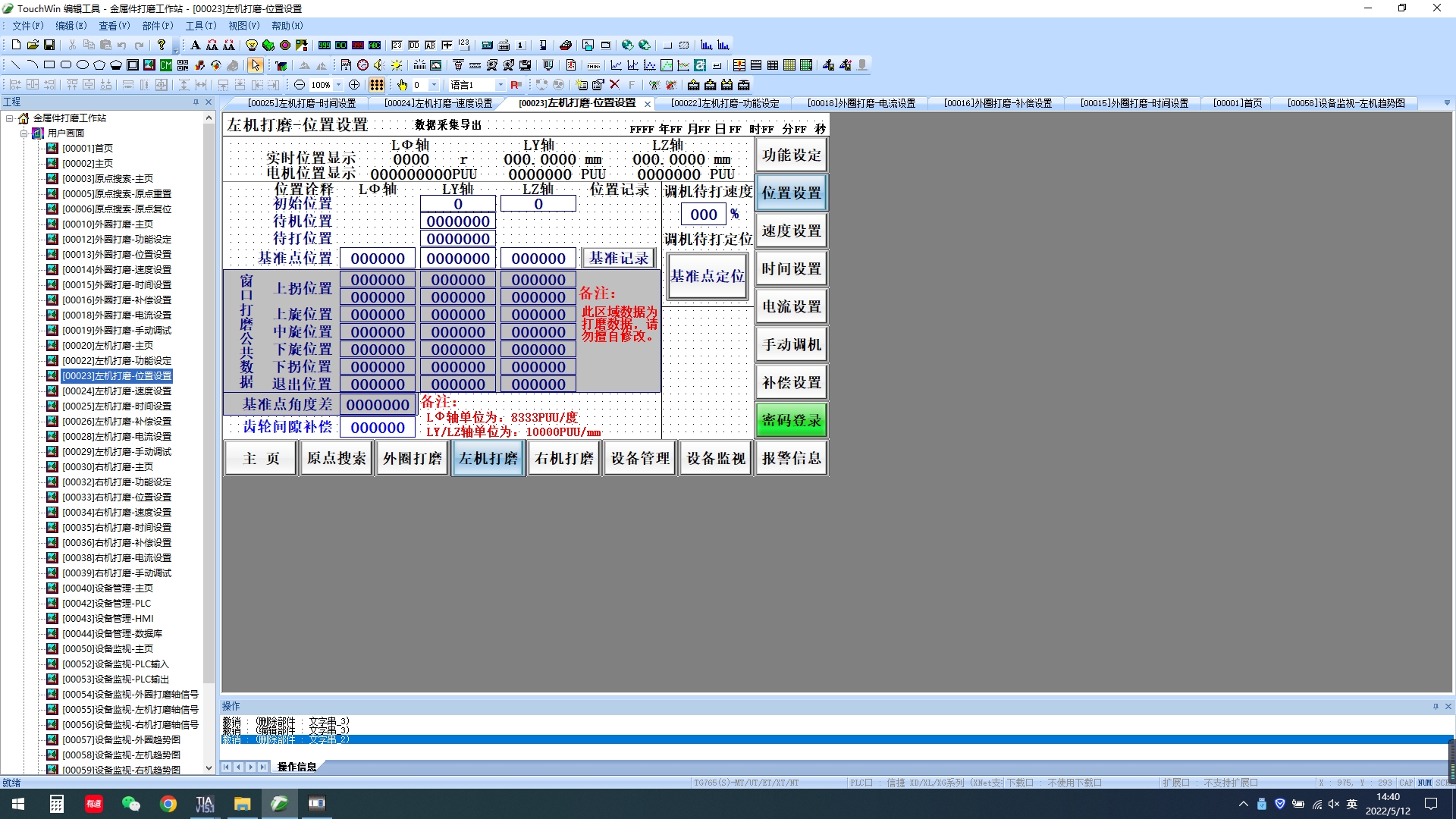
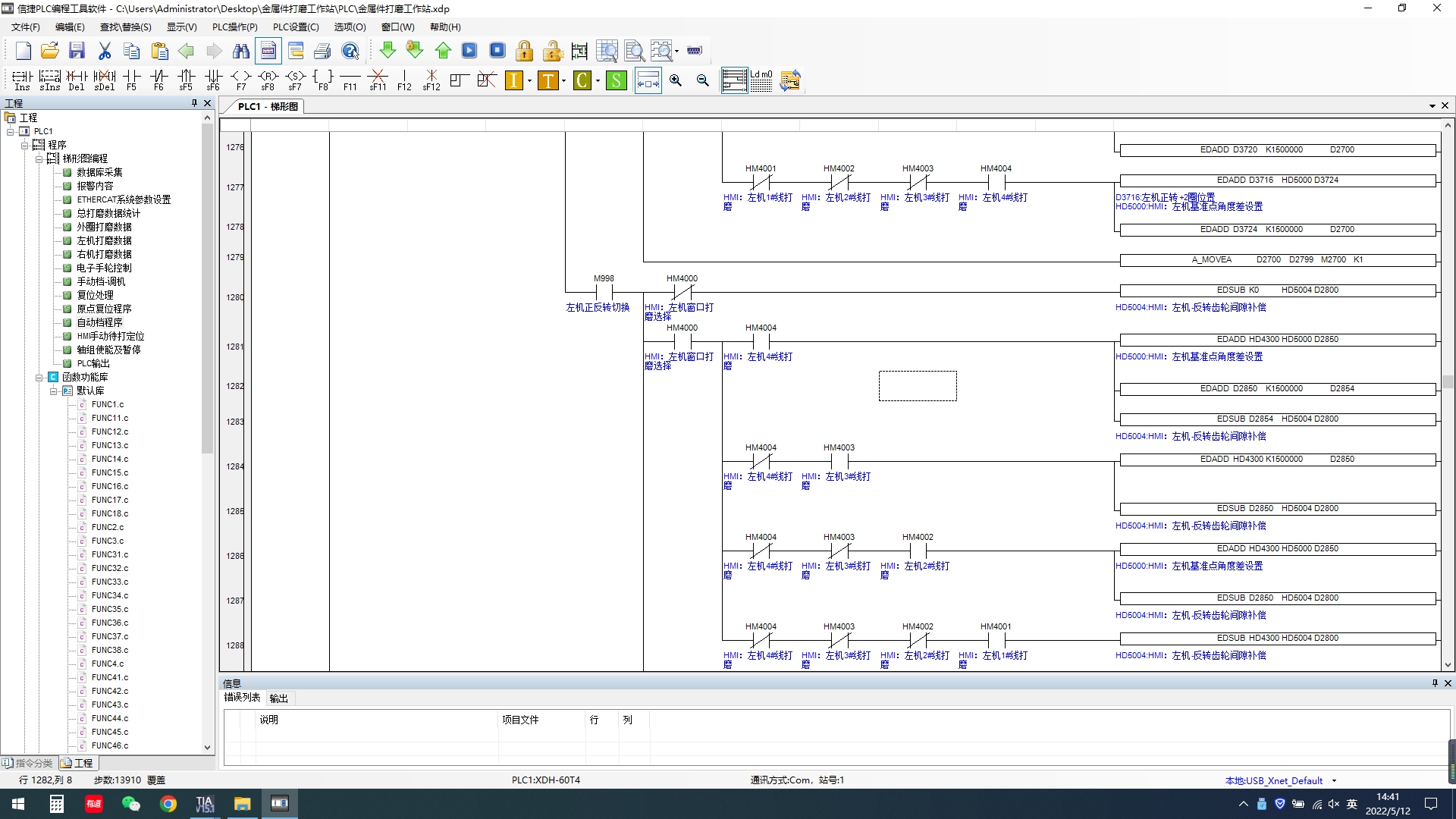
信捷PLC(XDH-60T4-E)和HMI(TG765S-ET)在金属件非标打磨工作站中发挥了重要作用。本文将探讨如何使用这两个设备,并介绍相应的PLC程序、HMⅠ程序和电气图的全套资料。
在金属件非标打磨工作站中,我们使用了EtherCAT通讯控制7轴,其中包括台达ASD-A2-E电机。通过该系统,我们能够实现直线、圆弧插补和加工路径的连续运行。同时,我们可以实时修改加工速度倍率,以实现在不同厚度的毛刺情况下自动调节速度。这样的设计提高了打磨效率,并实现了耗材的自动位移补偿功能。此外,我们还实现了打磨数据库管理,以便于工艺优化和追溯。
为了方便调机和轨迹规划,我们引入了电子手轮定位。借助电子手轮,操作人员可以方便地进行调整和规划工作站的轨迹。
在金属件非标打磨工作站中,复杂运动轨迹的规划和设计至关重要。我们通过精心的设计和实施,确保工作站能够准确执行所需的运动轨迹。
为了实现高速电主轴的实时转速控制以及主轴电机电流和扭矩的实时监测,我们使用了MODBUS通讯控制3台变频器。通过该系统,我们可以在加工过程中实时监测主轴的运行情况,以保证加工质量。
在整个系统中,我们编写了包含14003步的PLC程序和43个画面的HMⅠ程序。这些程序和画面的设计旨在提供便利的操作界面,并确保系统可以稳定运行。
通过使用信捷PLC和HMI,以及相应的程序和电气图资料,我们成功地实现了金属件非标打磨工作站的自动化控制。通过优化工艺和追溯功能,我们提高了生产效率和质量控制。
总结起来,信捷PLC和HMI在金属件非标打磨工作站中发挥了关键作用。通过使用这些设备和相应的程序,我们成功地实现了工作站的自动化控制和优化。这对于提高生产效率和质量控制具有重要意义,并具有广泛的应用前景。我们相信,在未来的工业自动化领域中,这些技术将继续发挥重要作用。
相关的代码,程序地址如下:http://wekup.cn/674414285065.html



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









