






 本文档介绍了针对弘讯控制器的数据采集上位机开发,适用于Tech1、Tech2、AK628、AK668等型号。上位机支持串口监听、TCP监听,未来还将整合MQTT协议。在数据类型分析中,区分了实时数据和设定值两类,强调了数据采集的时机和注意事项。
本文档介绍了针对弘讯控制器的数据采集上位机开发,适用于Tech1、Tech2、AK628、AK668等型号。上位机支持串口监听、TCP监听,未来还将整合MQTT协议。在数据类型分析中,区分了实时数据和设定值两类,强调了数据采集的时机和注意事项。
介绍
随着工厂智能化的推进,注塑机设备的数据采集也被推上了日程,此次开发的方向主要针对注塑机中常用的弘讯控制器进行分析,适用控制器:Tech1,Tech2,AK628,AK668(A380和AK580这两个较老型号不适用),可以支持多种多种通讯协议上送,包括Winform/WPF/控制台多种版本,具有C#、c语言开发包,可以做嵌入式开发采集程序。
2024.10.9新增介绍
新增上位机支持同时监听两个串口,同时新增采集点位如下图:
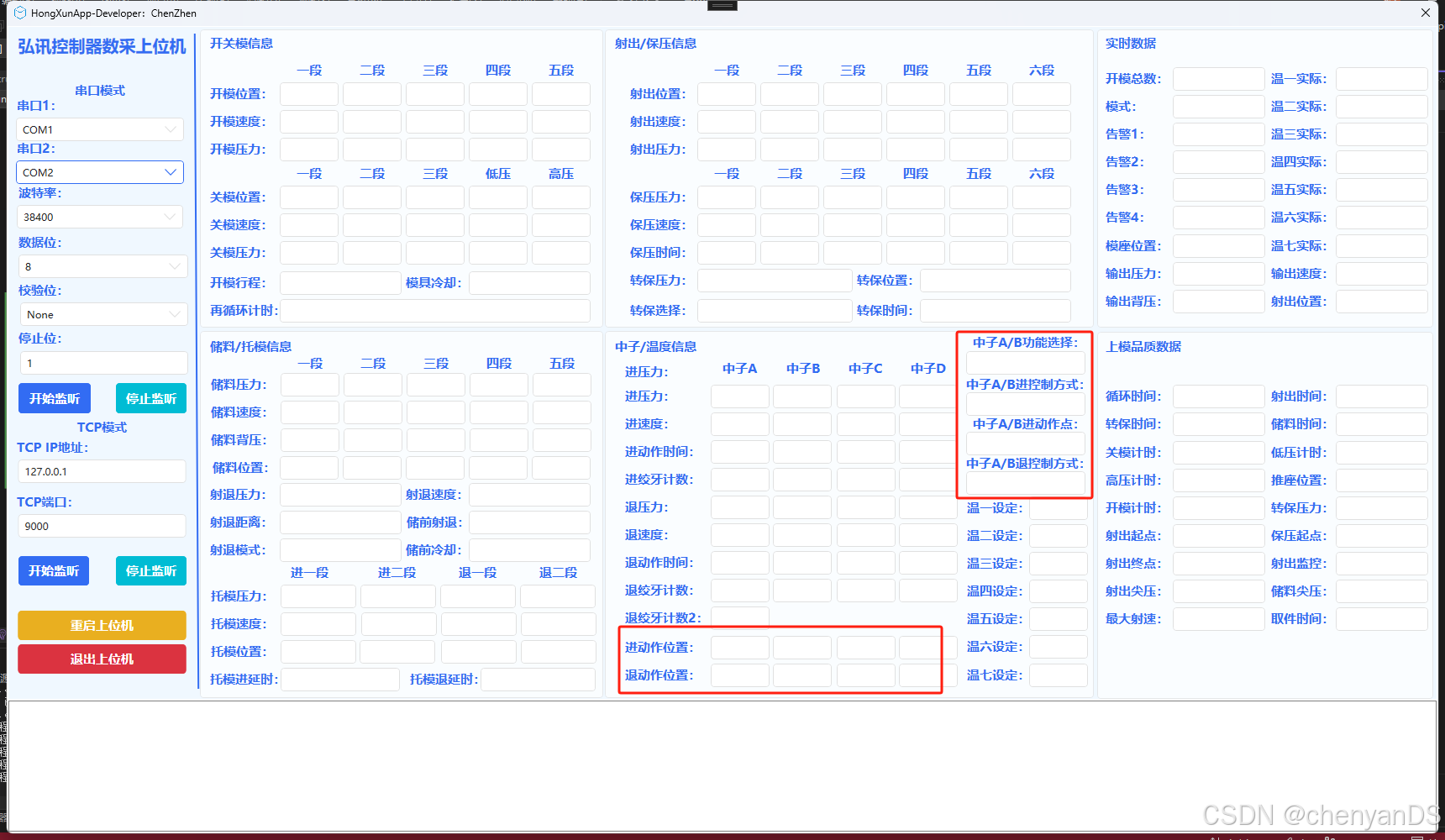
展示
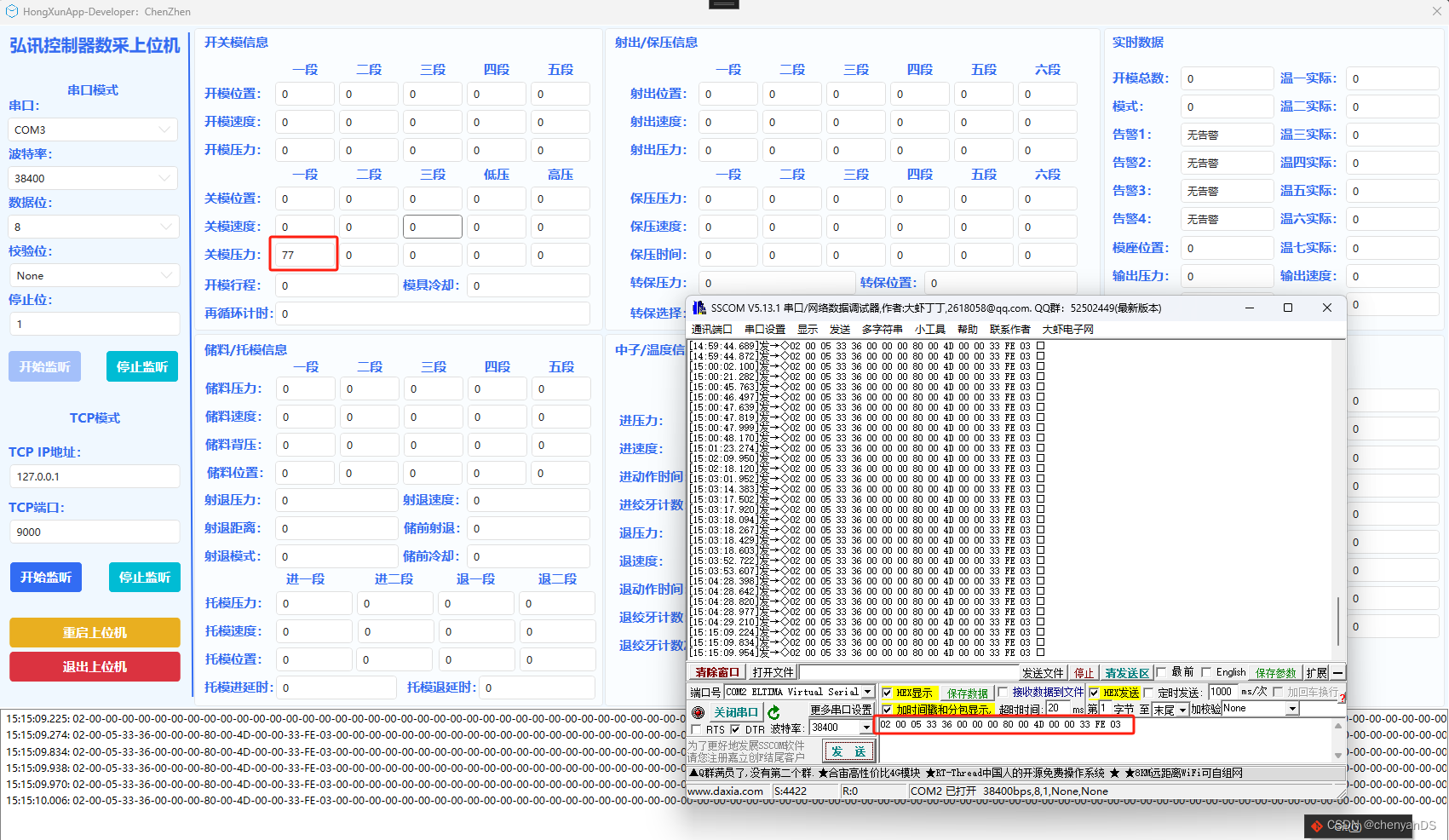
首先,废话不多说发出数据采集成功的上位机界面展示,再继续讲解相关内容,该上位机可以通过串口监听、tcp监听两种方式进行数据的采集,并且后续能够支持多种不同协议的上送,括本人正在写的MQTT专栏的内容,将会进行整合。有Winform/WPF/控制台等多种版本。该图中通过模拟发送通讯报文,获取到数据:
注意问题
1,数据分两大类,一是实时数据,从HMI发出(比如开模数,温度实时值,告警等等);二是设定值,从控制器发出(比如开模设定、射出设定这些)
2,HMI的数据是一直向外不停发送的。
3,控制器的数据只有在两种情况下会发出:
(1)控制器上电时会发送一次全量的数据
(2)在HMI修改设定参数时会把修改的这个参数值发出
所以控制器上电发出第一条数据之前,采集程序必须先运行起来
数据类型分析
| 采集数据项 | 数值类型 |
| 开模总数 | 实时值 |
| 模式 | 实时值 |
| 告警1 | 实时值 |
| 告警2 | 实时值 |
| 告警3 | 实时值 |
| 告警4 | 实时值 |
| 托模位置 | 实时值 |
| 输出压力 | 实时值 |
| 输出速度 | 实时值 |
| 输出背压 | 实时值 |
| 射出位置 | 实时值 |
| 温一实际 | 实时值 |
| 温二实际 | 实时值 |
| 温三实际 | 实时值 |
| 温四实际 | 实时值 |
| 温五实际 | 实时值 |
| 温六实际 | 实时值 |
| 温七实际 | 实时值 |
| 上模循环时间 | 品质数据 |
| 上模射出时间 | 品质数据 |
| 上模转保时间 | 品质数据 |
| 上模储料时间 | 品质数据 |
| 上模关模计时 | 品质数据 |
| 上模低压计时 | 品质数据 |
| 上模高压计时 | 品质数据 |
| 上模推力座位置 | 品质数据 |
| 上模开模计时 | 品质数据 |
| 上模转保压力 | 品质数据 |
| 上模射出起点 | 品质数据 |
| 上模保压起点 | 品质数据 |
| 上模射出终点位置 | 品质数据 |
| 上模射出监控位置 | 品质数据 |
| 上模射出尖压 | 品质数据 |
| 上模储料尖压 | 品质数据 |
| 上模最大射速 | 品质数据 |
| 上模取件时间 | 品质数据 |
| 开模行程 | 设定值 |
| 再循环计时 | 设定值 |
| 模具冷却计时 | 设定值 |
| 关模一段压力 | 设定值 |
| 关模一段速度 | 设定值 |
| 关模二段压力 | 设定值 |
| 关模二段速度 | 设定值 |
| 关模三段压力 | 设定值 |
| 关模三段速度 | 设定值 |
| 关模低压压力 | 设定值 |
| 关模低压速度 | 设定值 |
| 关模高压压力 | 设定值 |
| 关模高压速度 | 设定值 |
| 开模一段压力 | 设定值 |
| 开模一段速度 | 设定值 |
| 开模二段压力 | 设定值 |
| 开模二段速度 | 设定值 |
| 开模三段压力 | 设定值 |
| 开模三段速度 | 设定值 |
| 开模四段压力 | 设定值 |
| 开模四段速度 | 设定值 |
| 开模五段压力 | 设定值 |
| 开模五段速度 | 设定值 |
| 射出一段压力 | 设定值 |
| 射出一段速度 | 设定值 |
| 射出一段位置 | 设定值 |
| 射出二段压力 | 设定值 |
| 射出二段速度 | 设定值 |
| 射出二段位置 | 设定值 |
| 射出三段压力 | 设定值 |
| 射出三段速度 | 设定值 |
| 射出三段位置 | 设定值 |
| 射出四段压力 | 设定值 |
| 射出四段速度 | 设定值 |
| 射出四段位置 | 设定值 |
| 射出五段压力 | 设定值 |
| 射出五段速度 | 设定值 |
| 射出五段位置 | 设定值 |
| 射出六段压力 | 设定值 |
| 射出六段速度 | 设定值 |
| 射出六段位置 | 设定值 |
| 保压一段压力 | 设定值 |
| 保压一段速度 | 设定值 |
| 保压一段时间 | 设定值 |
| 保压二段压力 | 设定值 |
| 保压二段速度 | 设定值 |
| 保压二段时间 | 设定值 |
| 保压三段压力 | 设定值 |
| 保压三段速度 | 设定值 |
| 保压三段时间 | 设定值 |
| 保压四段压力 | 设定值 |
| 保压四段速度 | 设定值 |
| 保压四段时间 | 设定值 |
| 保压五段压力 | 设定值 |
| 保压五段速度 | 设定值 |
| 保压五段时间 | 设定值 |
| 保压六段压力 | 设定值 |
| 保压六段速度 | 设定值 |
| 保压六段时间 | 设定值 |
| 转保压压力 | 设定值 |
| 转保压位置 | 设定值 |
| 转保压选择 | 设定值 |
| 转保压时间 | 设定值 |
| 托模进一段压力 | 设定值 |
| 托模进一段速度 | 设定值 |
| 托模进一段位置 | 设定值 |
| 托模进二段压力 | 设定值 |
| 托模进二段速度 | 设定值 |
| 托模进二段位置 | 设定值 |
| 托模退一段压力 | 设定值 |
| 托模退一段速度 | 设定值 |
| 托模退一段位置 | 设定值 |
| 托模退二段压力 | 设定值 |
| 托模退二段速度 | 设定值 |
| 托模退二段位置 | 设定值 |
| 托模进延时时间 | 设定值 |
| 托模退延时时间 | 设定值 |
| 中子A进压力 | 设定值 |
| 中子A进速度 | 设定值 |
| 中子A进动作时间 | 设定值 |
| 中子A进绞牙计数 | 设定值 |
| 中子A退压力 | 设定值 |
| 中子A退速度 | 设定值 |
| 中子A退动作时间 | 设定值 |
| 中子A退绞牙计数 | 设定值 |
| 中子A退绞牙退二 | 设定值 |
| 中子B进压力 | 设定值 |
| 中子B进速度 | 设定值 |
| 中子B进动作时间 | 设定值 |
| 中子B进绞牙计数 | 设定值 |
| 中子B退压力 | 设定值 |
| 中子B退速度 | 设定值 |
| 中子B退动作时间 | 设定值 |
| 中子B退绞牙计数 | 设定值 |
| 中子C进压力 | 设定值 |
| 中子C进速度 | 设定值 |
| 中子C进动作时间 | 设定值 |
| 中子C进绞牙计数 | 设定值 |
| 中子C退压力 | 设定值 |
| 中子C退速度 | 设定值 |
| 中子C退动作时间 | 设定值 |
| 中子C退绞牙计数 | 设定值 |
| 中子D进压力 | 设定值 |
| 中子D进速度 | 设定值 |
| 中子D进动作时间 | 设定值 |
| 中子D进绞牙计数 | 设定值 |
| 中子D退压力 | 设定值 |
| 中子D退速度 | 设定值 |
| 中子D退动作时间 | 设定值 |
| 中子D退绞牙计数 | 设定值 |
| 储料一段压力 | 设定值 |
| 储料一段速度 | 设定值 |
| 储料一段背压 | 设定值 |
| 储料一段位置 | 设定值 |
| 储料二段压力 | 设定值 |
| 储料二段速度 | 设定值 |
| 储料二段背压 | 设定值 |
| 储料二段位置 | 设定值 |
| 储料三段压力 | 设定值 |
| 储料三段速度 | 设定值 |
| 储料三段背压 | 设定值 |
| 储料三段位置 | 设定值 |
| 储料四段压力 | 设定值 |
| 储料四段速度 | 设定值 |
| 储料四段背压 | 设定值 |
| 储料四段位置 | 设定值 |
| 储料五段压力 | 设定值 |
| 储料五段速度 | 设定值 |
| 储料五段背压 | 设定值 |
| 储料五段位置 | 设定值 |
| 射退压力 | 设定值 |
| 射退速度 | 设定值 |
| 射退距离 | 设定值 |
| 储前射退距离 | 设定值 |
| 射退模式 | 设定值 |
| 储前冷却 | 设定值 |
| 温一设定 | 设定值 |
| 温二设定 | 设定值 |
| 温三设定 | 设定值 |
| 温四设定 | 设定值 |
| 温五设定 | 设定值 |
| 温六设定 | 设定值 |
| 温七设定 | 设定值 |
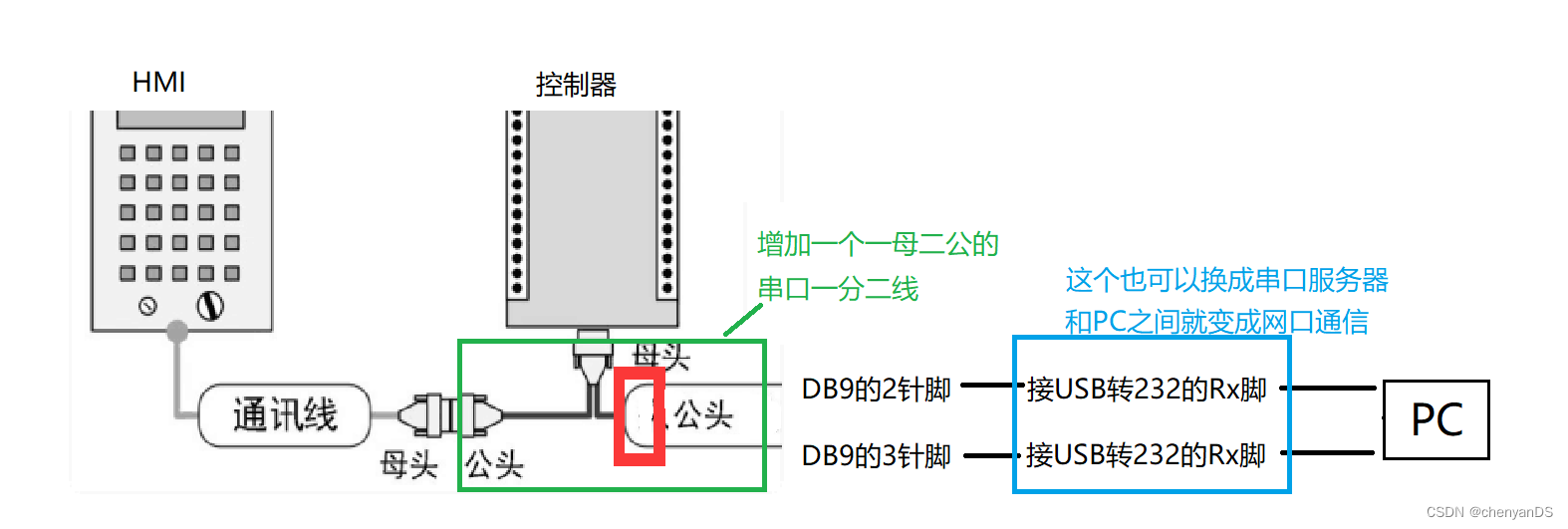
弘讯串口接线


















 1127
1127

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









