






一:基于图像处理的零件表面缺陷检测主要遇到的问题:
(1)零件表面缺陷检测中以二维图像为研究对象,但对与三维物体来说,物体的颜色,形状,表面纹理等在二维图像中会发生变化。图像受照明系统,周围环境的影响也很大。
(2)不同的算法对同一副图像进行处理时,会产生不同的效果,各自有相应的优势以及存在的问题也不一样。
(3)图像的分割算法很多,但是专门针对零件的分割算法还是很少,在算法的精度以及处理速度上需要一个平衡点。
解决以上问题的思路:
第一,提高工业相机的分辨率,提高光源设备的性能,尽可能减少由于环境等外在因素对图像质量的影响。
第二,选用适合的算法,使得在对图像的处理过程中能够高精度,高速度。
第三,针对不同的缺陷开发出一套通用的缺陷检测系统,能够提高并实现缺陷检测系统的实用性。
二:图像采集系统的建立
2.1 工业相机的选择
在获取回转体零件表面图像时,要求工业相机检测精度高,图像质量好。要求相机具有相应速度快,反应灵敏的特点,同时工业相机的分辨率越高对后面的图像处理越有利。
2.1光学镜头的选择
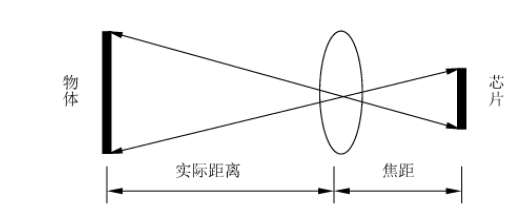
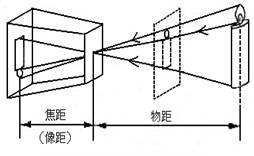
光学镜头选择的好坏直接影响成像的质量。图像为镜头成像的过程,由图可知,光将物体通过透镜折射到感光芯片上,形成了倒立的物体图像。
光学镜头的主要性能及参数如下:
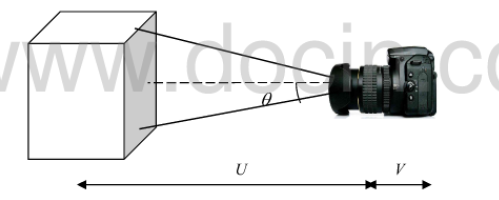
(1)视场角
决定视场角大小的因素有图像传感器的大小和镜头的焦距。如果镜头是短焦距,则视场角大。如果镜头是长焦距,则视场角小。
(2)焦距
无数平行光通过透镜焦到一个焦点上,这个焦点到透镜之间的距离称为焦距。
(2)成像尺寸
在工业相机的芯片上,光学镜头成像的大小是指成像尺寸。通常会有1/4,1/3,1/2,1 inch五种成像尺寸的大小。当选择光学镜头时,工业相机的芯片尺寸必须小于或等于成像尺寸。因为当芯片尺寸大于成像尺寸时,芯片的所有像素不能被所成的像覆盖,将会导致四边的图像质量很差,甚至可能会出现黑边。
(4)相对孔径和光圈
镜头的入瞳直径与镜头的焦距的比值为相对孔径,而光圈的求取刚好相反。
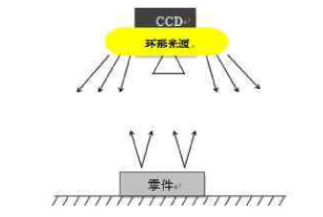
2.2 光源以及照明方式的选择
光源的选取 :白色(绿色)同轴光 、平行背光源
照明方式的选取:
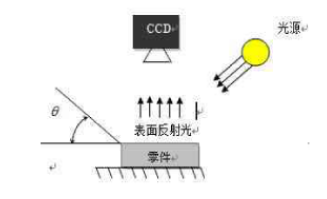
前向照明 在同一侧放置光源和相机,利用光源直接照射物体后可以获取图像。这种方式的优点是可以得到较高对比度的图像,图像表面成像清晰,边缘轮廓明显,适合表面缺陷检测以及表面纹理进行分析的场合。
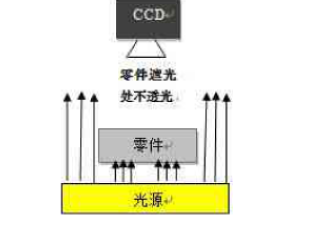
背光照明 从物体背面进行照射,这种方式能够突出物体的轮廓,但是物体的表面特征无法在图像中体现出来,可以用于物体外形结构的尺寸测量。
(3)漫射照明
主要用于表面粗糙的物体上,通过均匀照明产生漫反射光,从而可以获得细节图像。
(4)同轴照明
反射高的物体以及容易受周围环境阴影的影响导致检测面积不明显的物体均适用于这种方法。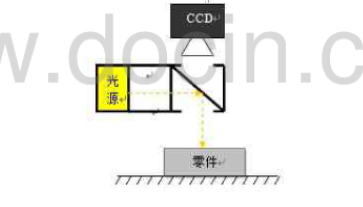
三:回转体零件的图像预处理
图像中主要包括目标信息,背景信息和噪声。我们感兴趣的是目标信息。
3.1图像增强
图像增强技术是预处理部分的一个重要的环节,通过对图像的灰度,边缘,轮廓进行锐化其目的是增强图像的对比度,提高图像清晰度,便于图像分析处理。
图像增强的方法:直方图的均衡化,图像的平滑滤,均值滤波,中值滤波,高斯滤波。
做实验选择方法
3.2运用形态学进行背景分割
膨胀,腐蚀,开闭,顶帽,顶帽
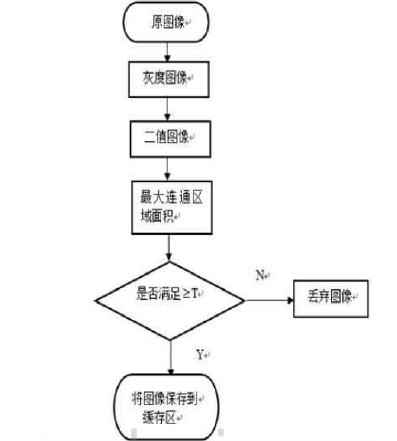
四:图像分割
边缘图像分割 区域生长法
阈值的图像分割(双峰法,迭代法,最大类间方差法,最大熵法)图像连通区域标记法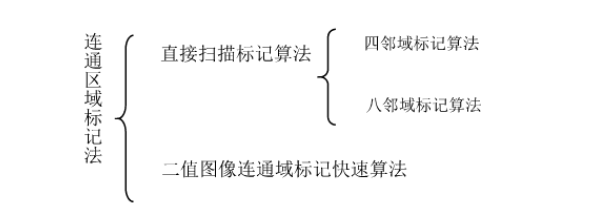
五:缺陷检测
















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









