






omron欧姆龙CJ/CP程序
欧姆龙CP1H-XA
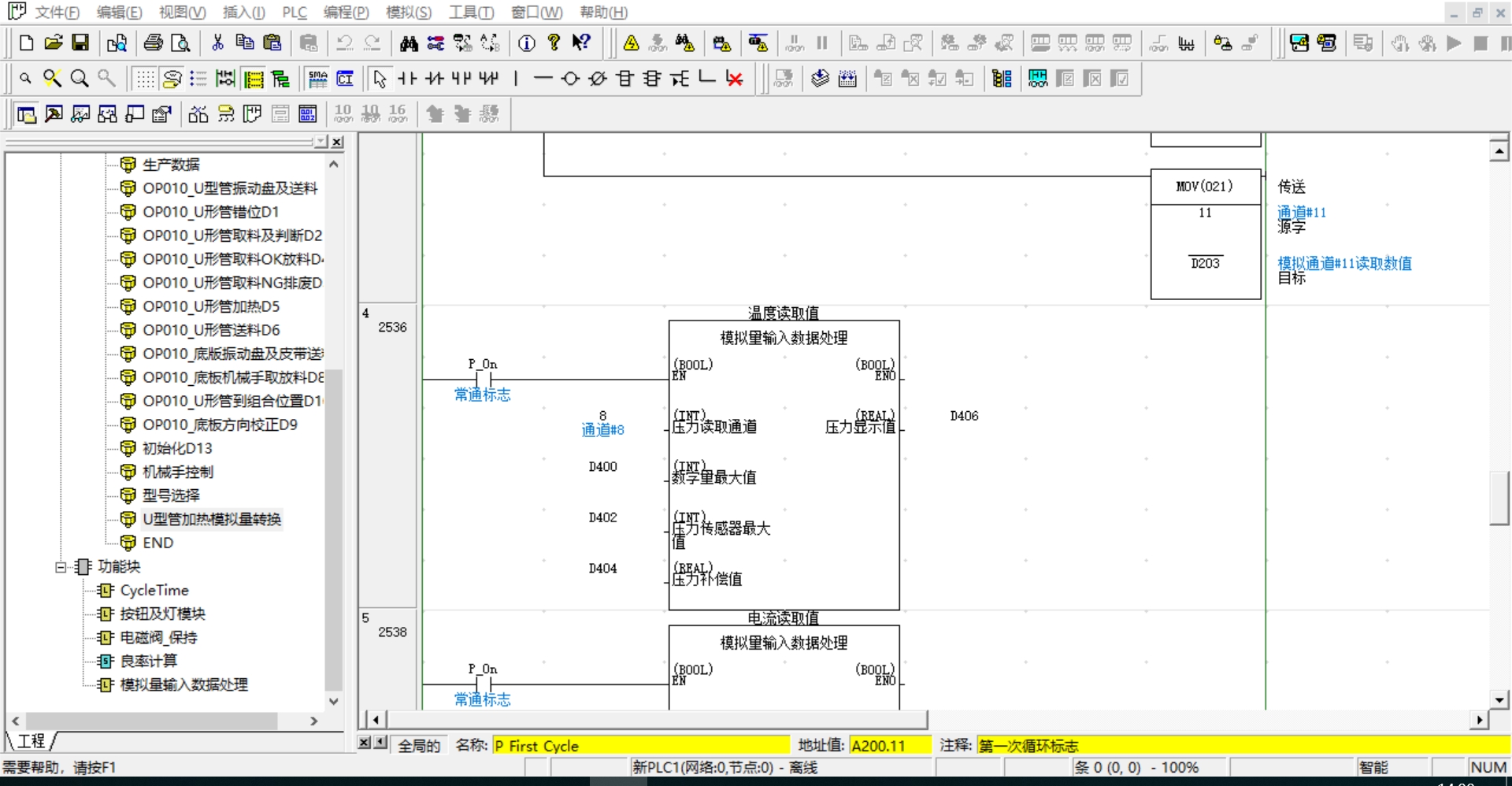
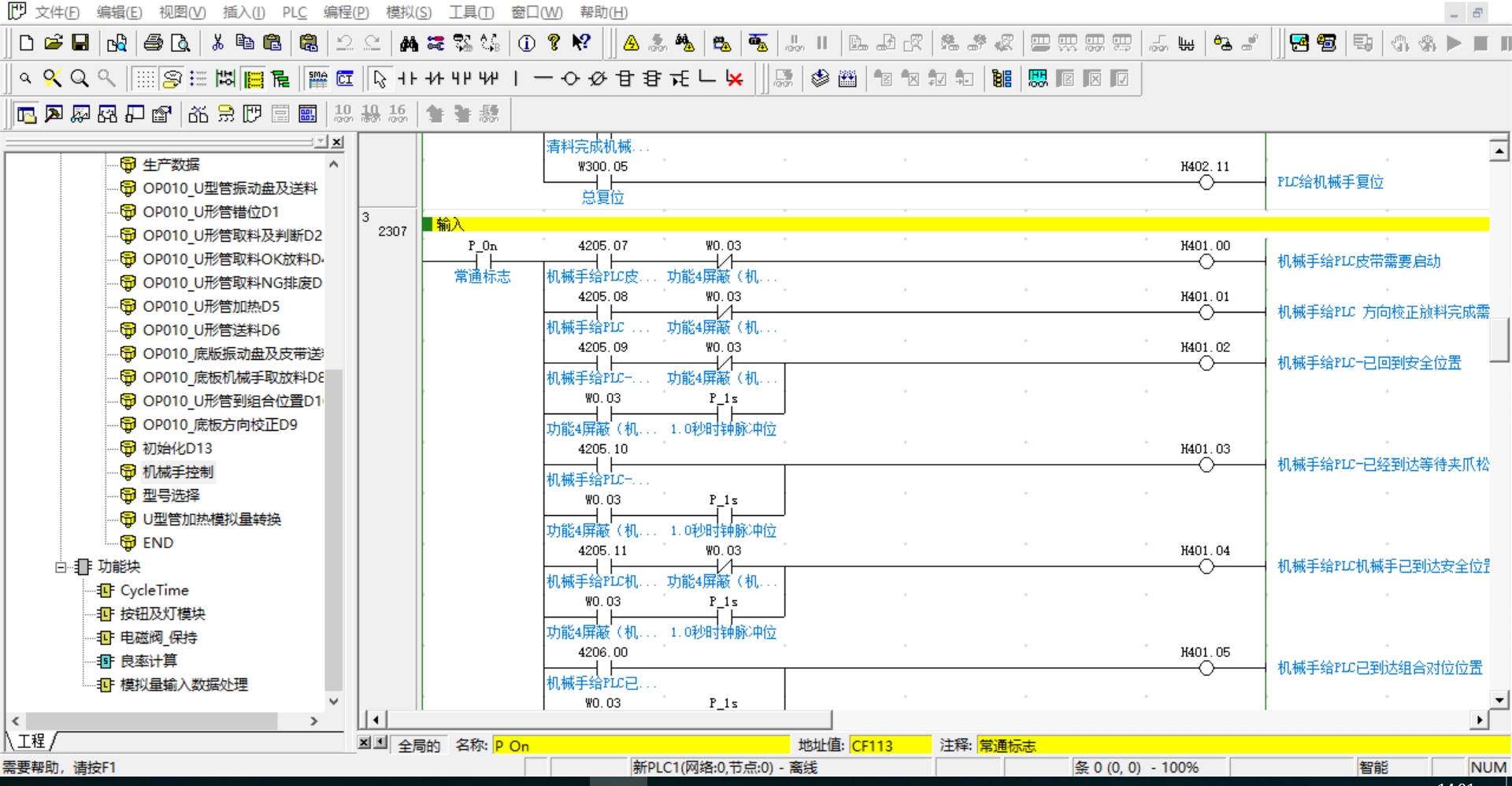
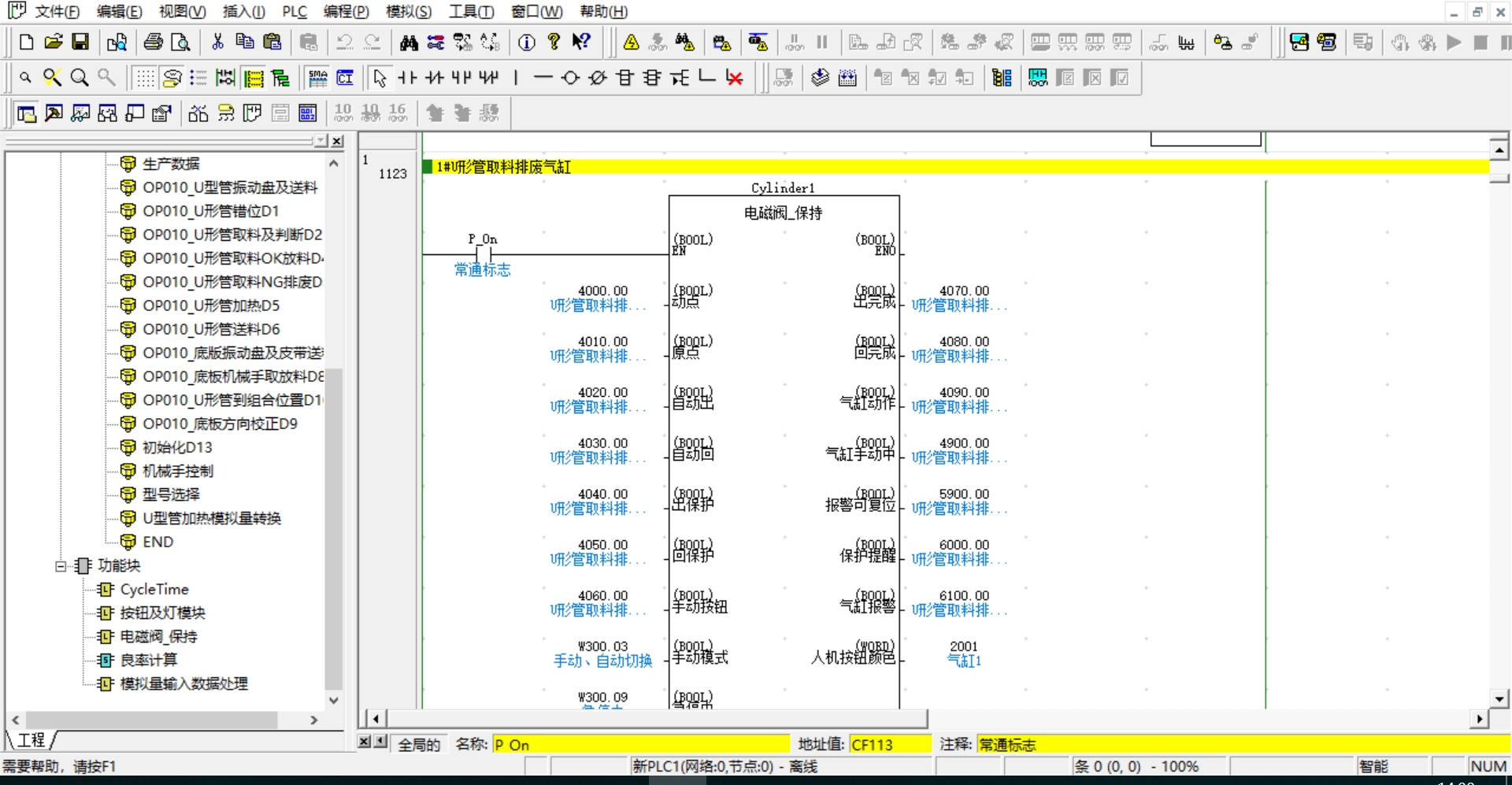
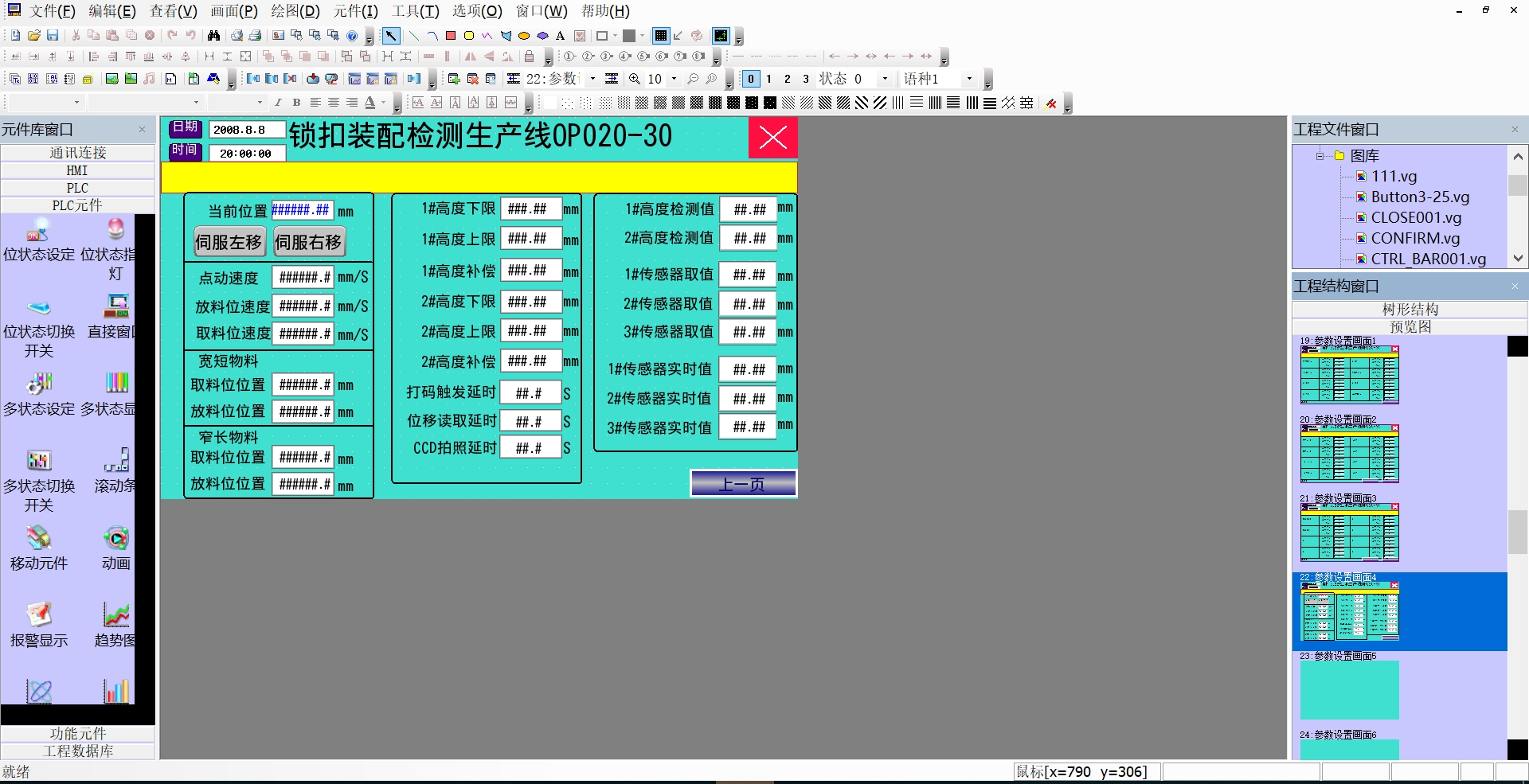
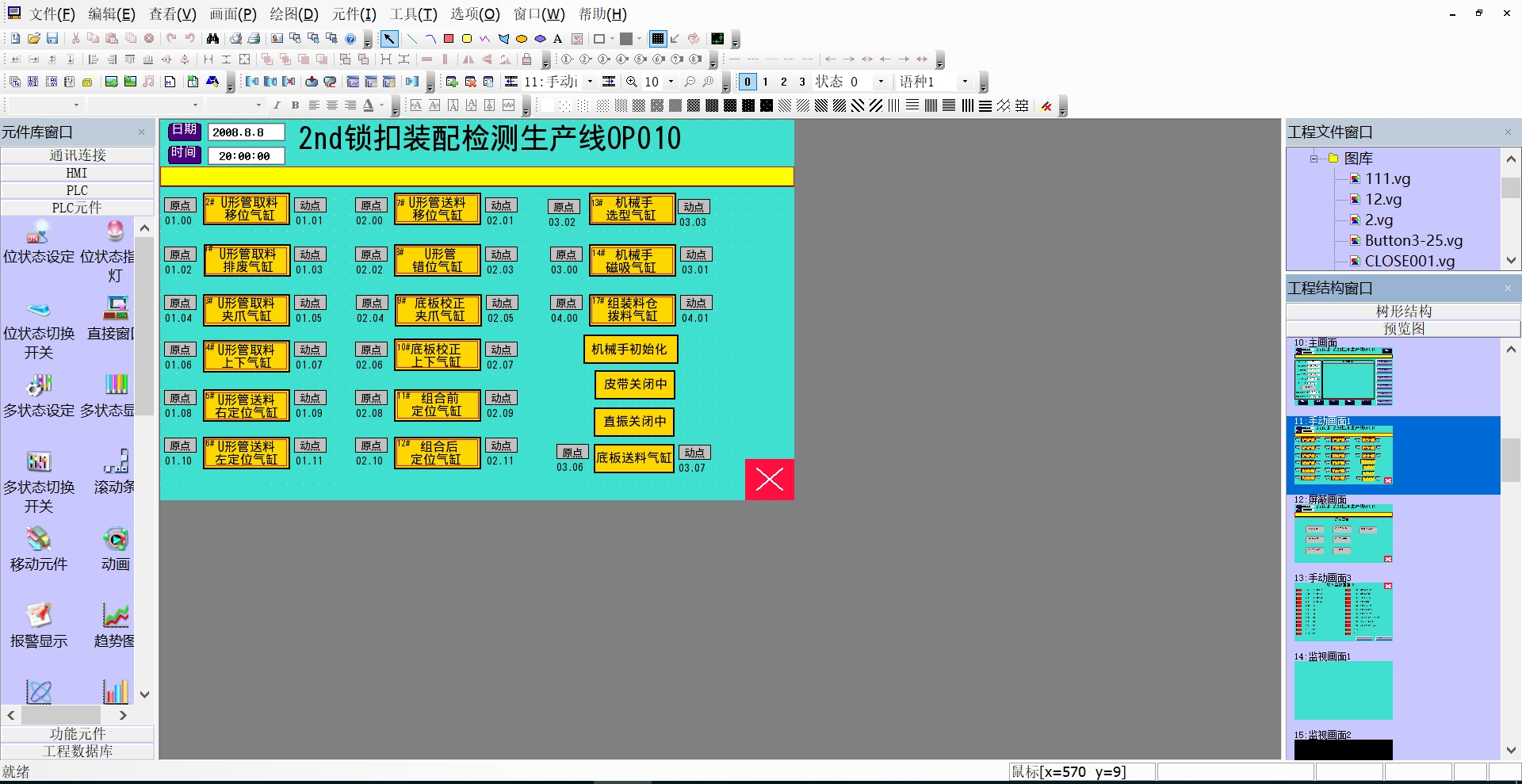
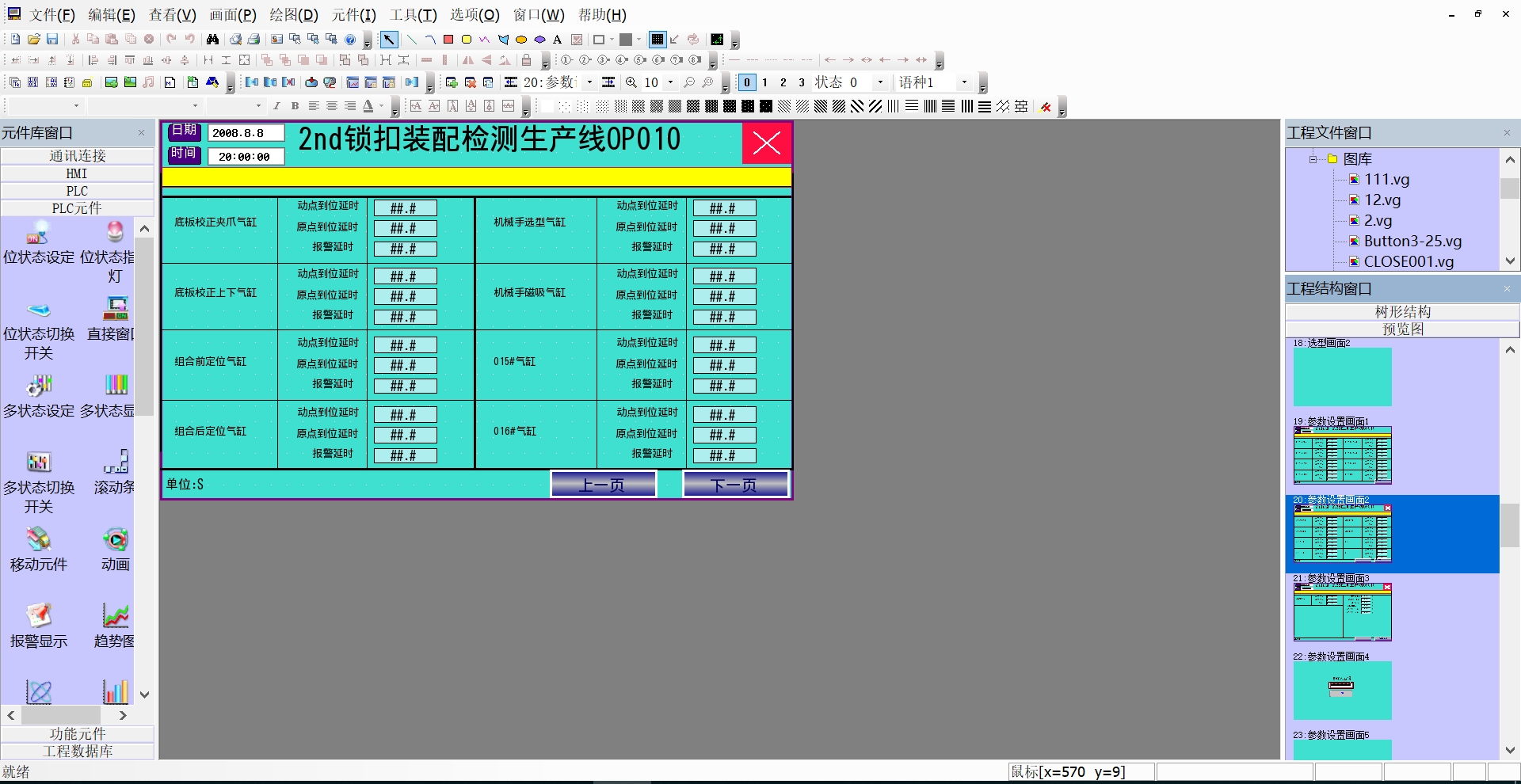
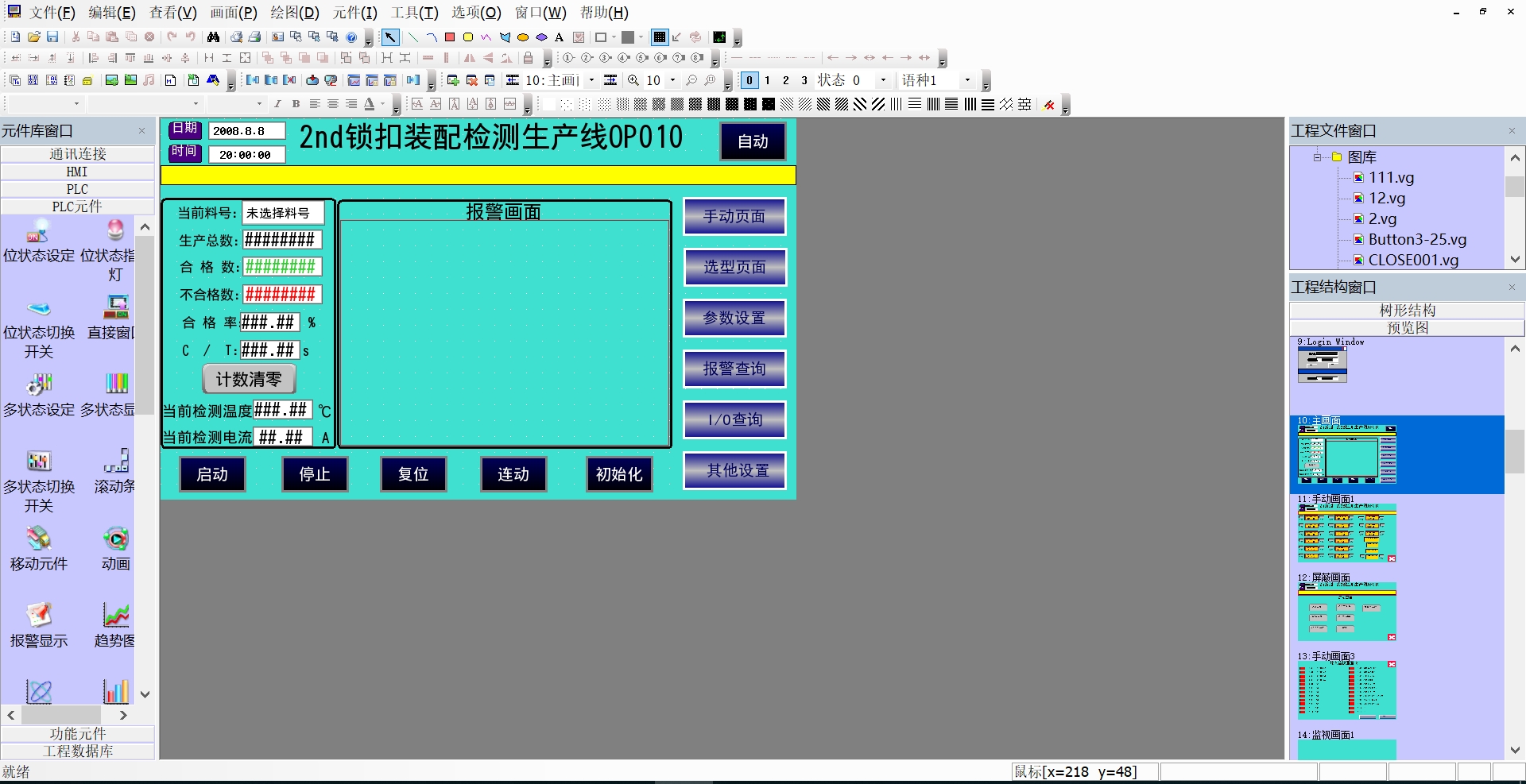
汽车产线门锁组装检测机,欧姆龙NB系列触摸屏通信控制,涵盖人机配方一键换型功能,故障记录功能,产量统计及OEE功能,模拟量温度读取,模拟量电流值读取封装FB块控制,伺服定位控制,电机脉冲转mm,FB块控制,与外部六轴机器人IO点位通信控制。
优质的触摸屏程序模板,气缸报警功能,真空报警,振动盘上料控制,电磁阀报警,动作,封装为FB块,方便重复调用,等等功能
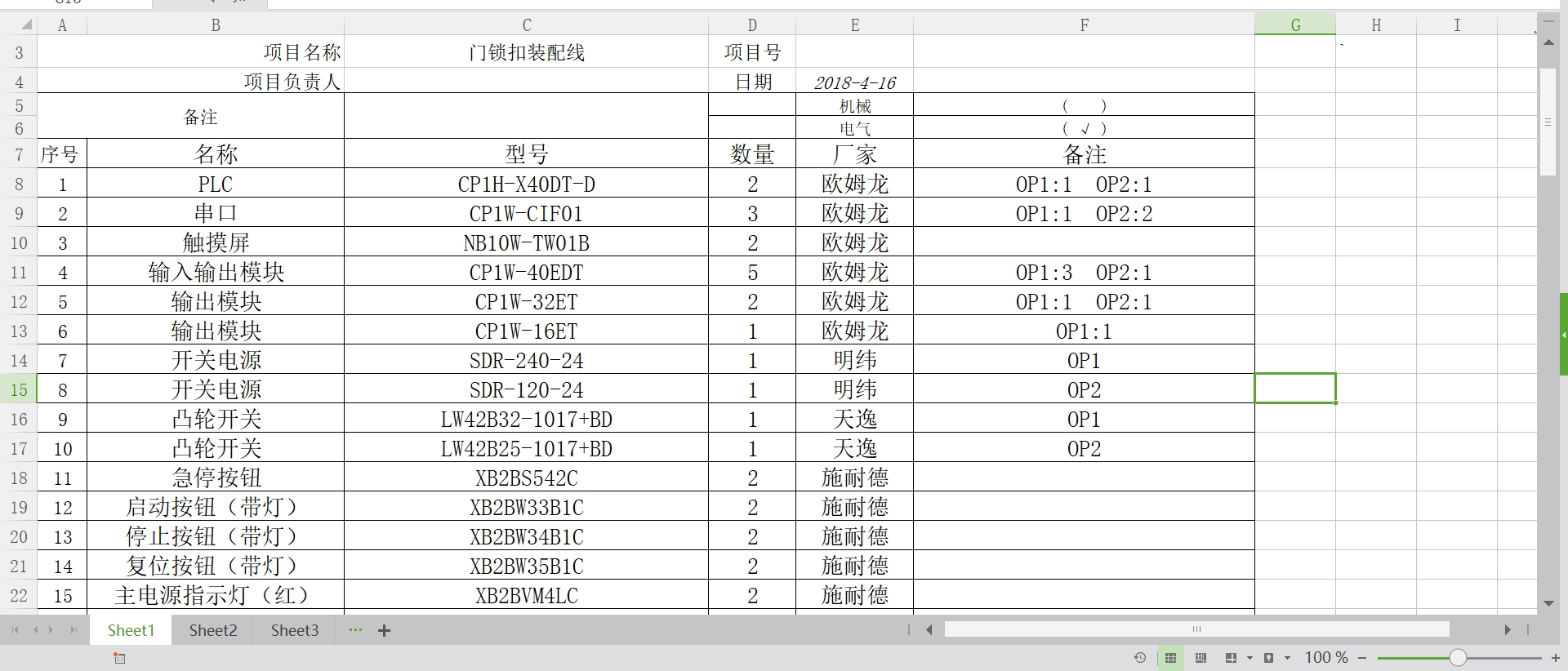
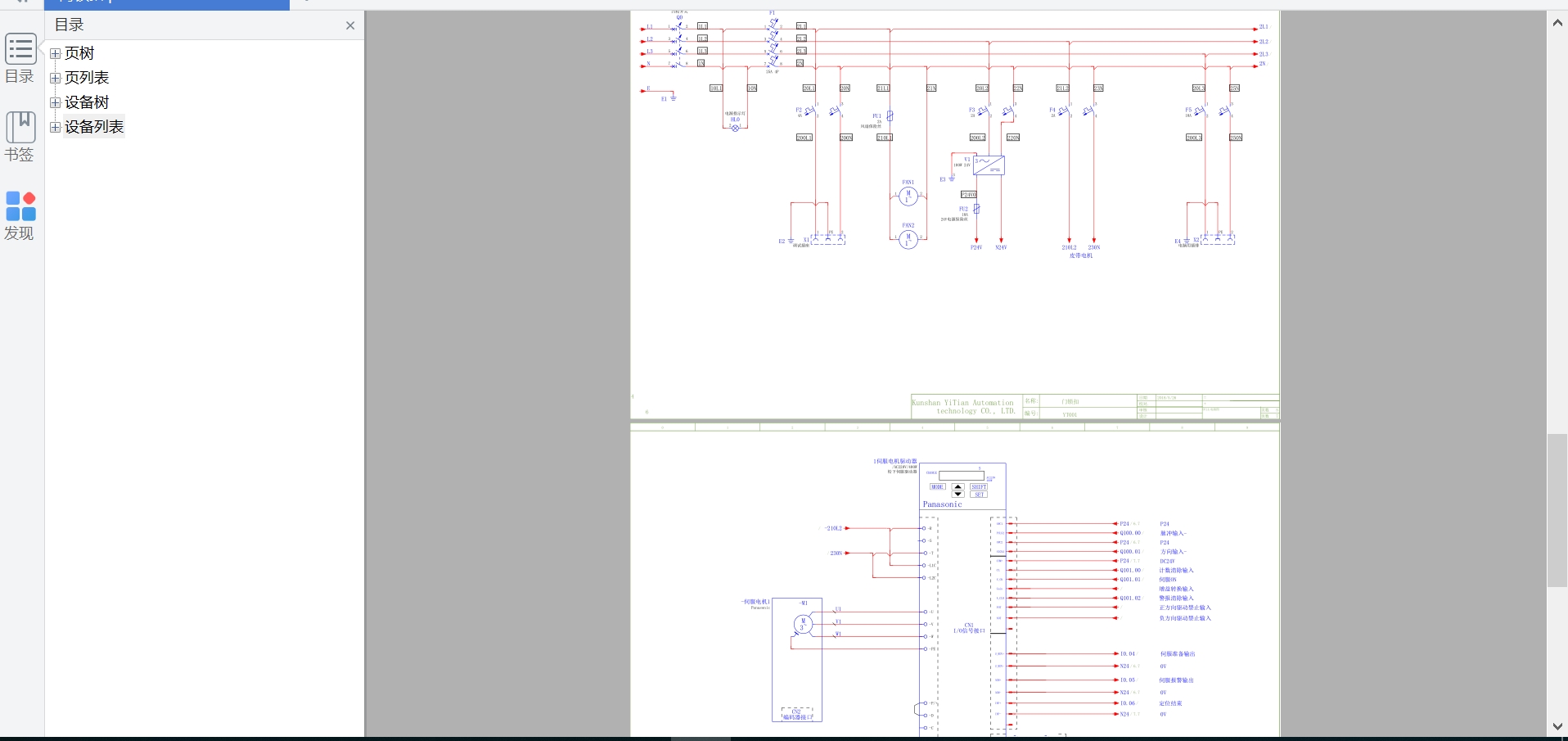
梯形图编写,注释齐全,电气原理图,电气标准件BOM
#2-42-
#Omron/欧姆龙
ID:9115674857828344
芳草街毅力的串串
标题:基于欧姆龙CP1H-XA的汽车产线门锁组装检测机技术分析
摘要:本文围绕使用欧姆龙CP1H-XA控制器的汽车产线门锁组装检测机展开技术分析。通过结合欧姆龙NB系列触摸屏的通信控制,实现人机配方一键换型、故障记录、产量统计及OEE功能等,同时包括模拟量读取、伺服定位控制、六轴机器人IO点位通信控制等功能的实现。本文还介绍了优质的触摸屏程序模板、气缸报警功能、真空报警、振动盘上料控制等重要功能,并提供了梯形图编写和电气原理图等详尽内容。
-
引言
1.1 研究背景
1.2 工业自动化的重要性 -
欧姆龙CP1H-XA控制器的功能概述
2.1 控制器硬件概述
2.2 控制器软件概述
2.3 欧姆龙NB系列触摸屏简介 -
人机配方一键换型功能的实现
3.1 涵盖功能介绍
3.2 触摸屏通信控制流程
3.3 代码实现关键点分析 -
故障记录功能的实现
4.1 故障记录的重要性
4.2 故障记录数据的存储与管理
4.3 故障记录功能的代码实现示例 -
产量统计及OEE功能的实现
5.1 产量统计与OEE的定义
5.2 产量统计与OEE功能的关联分析
5.3 代码实现示例与结果分析 -
模拟量读取功能的实现
6.1 模拟量读取的应用场景
6.2 模拟量读取的关键技术分析
6.3 代码实现示例与结果评估 -
伺服定位控制功能的实现
7.1 伺服定位控制的原理与应用
7.2 控制算法与参数调节优化
7.3 控制器编程实例与效果分析 -
六轴机器人IO点位通信控制功能的实现
8.1 六轴机器人的应用场景
8.2 与六轴机器人的通信控制方式
8.3 代码实现示例与结果验证 -
优质的触摸屏程序模板设计与应用
9.1 触摸屏程序模板的设计要点
9.2 气缸报警、真空报警和电磁阀报警功能的封装
9.3 模块重复调用案例分析 -
梯形图编写与注释齐全性要求
10.1 梯形图的编写规范与要求
10.2 注释的重要性与编写技巧 -
电气原理图与电气标准件BOM的编写
11.1 电气原理图的标准化设计要点
11.2 电气标准件BOM的编写与管理 -
结论与展望
12.1 研究工作总结
12.2 研究工作展望
通过以上结构与内容展开,本文将全面分析欧姆龙CP1H-XA控制器在汽车产线门锁组装检测机中的应用,以及与欧姆龙NB系列触摸屏的配合实现的各项功能。同时,文章将注重详细的代码实现示例与结果分析,使读者能够从实际案例中获得技术上的启发与应用指导。
以上相关代码,程序地址:http://matup.cn/674857828344.html
















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









