







目录
概述 1
第一章 零件的分析 3
1.1 零件的工艺性分析 5
1.1.1 加工方法的选择..............................................................................................5
1.1.2 保证星轮表面位置精度的方法.........................................................................5
1.1.3 防止星轮变形的工艺措施................................................................................5
第二章 工艺规程的设计 6
2.1 确定毛坯的制造形式 6
2.2 基准的选择 6
2.2.1 粗基准的选择 6
2.2.2 精基准的选择 6
2.3 制定工艺路线 6
2.4 机械加工余量、工序尺寸及毛坯的确定 7
2.4.1 两端外圆表面 7
2.4.2 工件内孔加工 8
2.5 确定切削用量及基本工时 8
2.5.1工序1 锻造毛坯 8
2.5.2工序2 车削工艺外圆 8
2.5.3工序3 镗孔 ..............14
2.5.4工序4 滚压孔 ..............16
2.5.5工序5 精车外圆 17
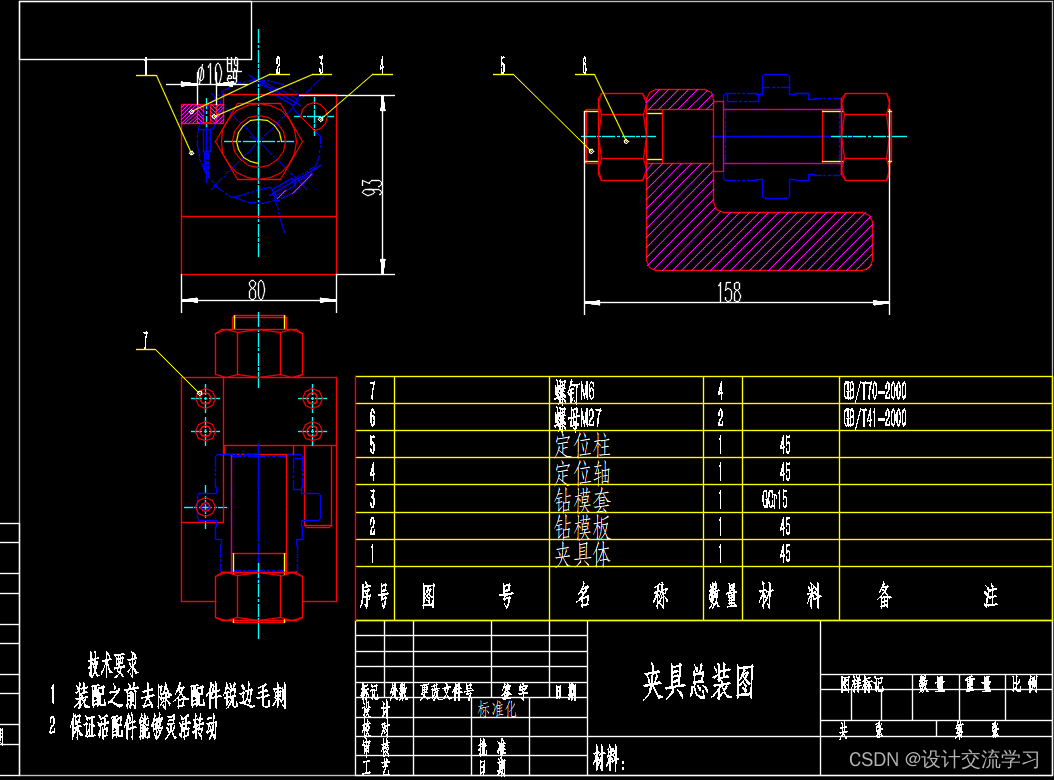
第三章 钻三个φ4阶梯斜孔专用夹具计...............................................................20
3.1 工件的加工工艺................................................................... ....................20
3.2 定位元件的选择与设计...................... ................................ ...............20
3.3.1 定位误差的分析. ................................................... ...........................................20
3.3.2 定位元件的选择.... ................................................... ...................................... 21
3.3 星轮在夹具中定位夹紧.......................................................................25
3.3.1 夹紧装置的组成............................................................ .................................25
3.3 .2夹紧力的确定........................................................ ..................................25
3.3 .3夹紧机构的选择与设计............................................................................25
第四章 钻φ4阶梯斜孔工序刀具设计说明书 ..... 33
第五张 钻φ4阶梯斜孔工序量具设计说明书...................................34
第六章:星轮左端成型数控加工程序的编制............... ........ .....................36
6.1数控加工的特点.................................................. ............. ........ ........................36
6.2数控编程的方法及特点.................... ........ .. ................... ..................................36
6.3数控加工程序内容................... ........ ............................. ...................................37
设计体会……………………………………………………………………………. 38
参考文献 39
致谢 40
概述
一 零件的功用和结构特点
我国自行研发的“星轮传动”技术,可以使装备机械上的加速器、减速器、调速器、变速器的体积变小、功能增强,并减少进口。这一新技术得到中国星轮传动协会和机械工业部有关专家的认定。专家们认为,“星轮传动”技术的原理为我国独创,可应用在煤矿、石油开采、风力发电重型机械、建材水泥等储多领域,应用空间巨大。
据机械专家介绍,我国传统装备机械沿用的减、变速器品种繁杂,体积巨大。一台轧钢机的减速器达到22吨重,而大型水泥设备的减速器重达60吨,安装费力,又耗费巨大电能和热能,且国内有数千家减速器厂家,产品规模很不相同。
经过三年的不断试验,哈尔滨国海星轮传动有限公司首次将新的“星轮传动”技术应用在生产领域,并获得成功。这项独创的星轮传动技术的核心是,将一个减、变速器内部170个单元,按用户要求任意组合,制出的部件标准化、系列化、通用化,有很强的互换性,到哪都能用得上。而且可以任意改变扭距,增大拉动能力,使一个很小的减速器带动庞大的装备机械。也就是说,原来22吨的减速器,应用新技术后,重量能够减少14.5吨,真正达到“以小带大”。不仅如此,由于不同的排列组合,只要客户对减、变速器有不同的要求,需要不同形状的产品,这项新技术都能完成它。
目前,我国独创的“星轮传动”技术已经应用到三峡水电站、秦皇岛码头、山西部分大煤矿,并已形成为“上海路桥”“神华集团”等国家大型企业配套的能力。
而其中最重要的零件便是星轮,它在其中作用是无与能比,现在就来探讨一下它作用与结构.
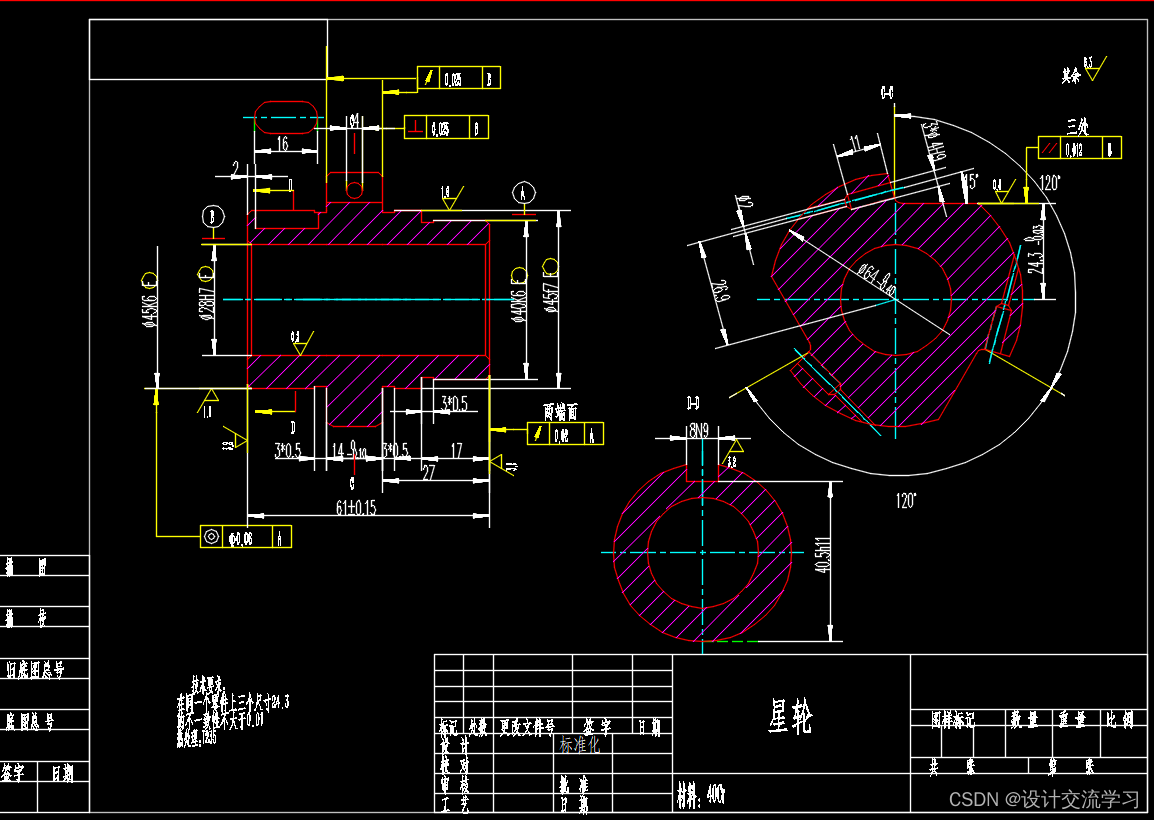
二 星轮零件的技术要求
该零件的主要表面是内孔和外圆,其主要技术要求如下:
1、内孔
内孔是起支承作用或导向作用最主要的表面,它通常与运动着的轴、刀具或活塞相配合。内孔直径的尺寸精度一般为2级,精密轴套有时取1级.
内孔的形状精度,一般应控制在孔径公差以内,有些精密轴套控制在孔径公差的,甚至更严。对于长的套筒除了圆柱度和同轴度外,还应注意孔轴线直线度的要求。
为保证零件的功能和提高其耐磨性,内孔表面粗糙度一般为,有的高达以上。
- 外圆
外圆表面一般是套筒零件的支承表面,常以静配合或过渡配合同箱体或机架沙锅内的孔相连接。外径的尺寸精度通常为2~3级;形状精度控制在外径公差以内;粗糙度一般为。
-
- 内外圆之间的同轴度
当内径的最终加工系将套筒装入机座后进行时,套筒内外圆间的同轴度要求较低;如果最终加工是在装配前完成时要求较高,一般为0.01~0.05mm。
-
- 孔轴线与端面的垂直度
星轮的端面(包括凸缘端面)如工作中承受轴向载荷,或虽不承受载荷但加工中是作为定位面时,与孔轴线的垂直度要求较高,一般为0.02~0.05mm。
三 星轮零件的材料与毛坯
齿轮零件一般都是用钢、铸铁、青铜或黄铜等材料制成。有些滑动轴承采用双金属机构,即用离心铸造法在钢或铸铁套的内壁上浇注巴氏合金等轴承合金材料,这样既可节省贵重的有色金属,又能提高轴承的寿命。星轮的毛坯选择与其材料、结构和尺寸等因素有关。孔径较小(如d<20mm)的套筒一般选择热轧或冷拉棒料,也可以采用实心铸件。孔径较大时,采用无逢钢管或带孔的铸件和锻件。大量生产时可以采用冷挤压和粉末冶金等先进的毛坯制造工艺,既提高生产率又节约金属材料。
…………


















 425
425

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









