







目录
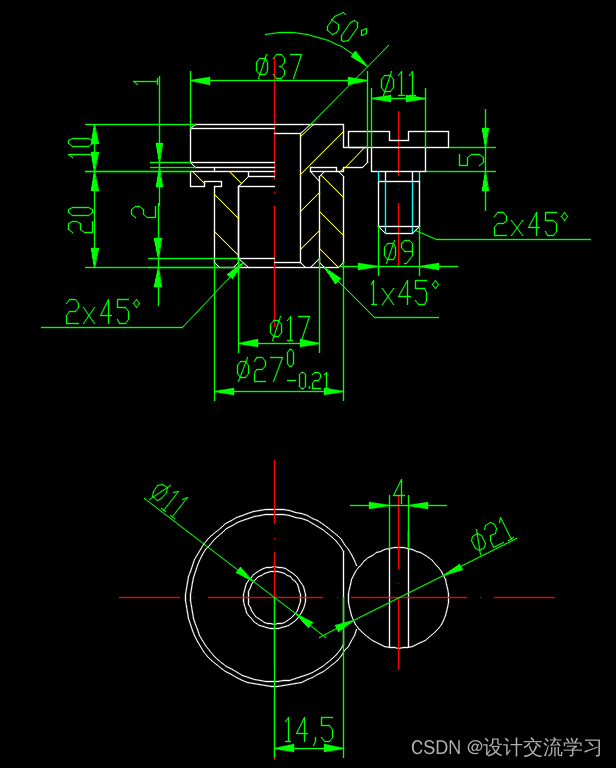
法兰盘是可用于连接其他零件或可用于增加其他零件强度的一种零件。本法兰盘是回转面和平面的结合,内部由阶梯孔和螺纹孔组成,其要求有较高的耐磨性,较高的强度和回转稳定性。
1.2零件技术条件分析
1)法兰盘本身精度:
外圆φ82
尺寸公差等级IT11,表面粗糙度Ra为1.6μm,φ52
尺寸公差等级为IT6,表面粗糙度Ra为1.6μm,φ120
尺寸公差等级IT14,表面粗糙度Ra为3.2μm,内孔φ60
公差等级为IT7,φ36
尺寸公差等级IT6,φ64表面粗糙度Ra为1.6μm,距离φ36
为34.5
的平面公差等级IT13。
2)位置精度,内孔φ60
相对于基准面A、B的跳动量要求为0.04。
3)加工此零件时,应尽量统一定位基准,减少装夹次数,这样有利于保证零件的加
工精度。
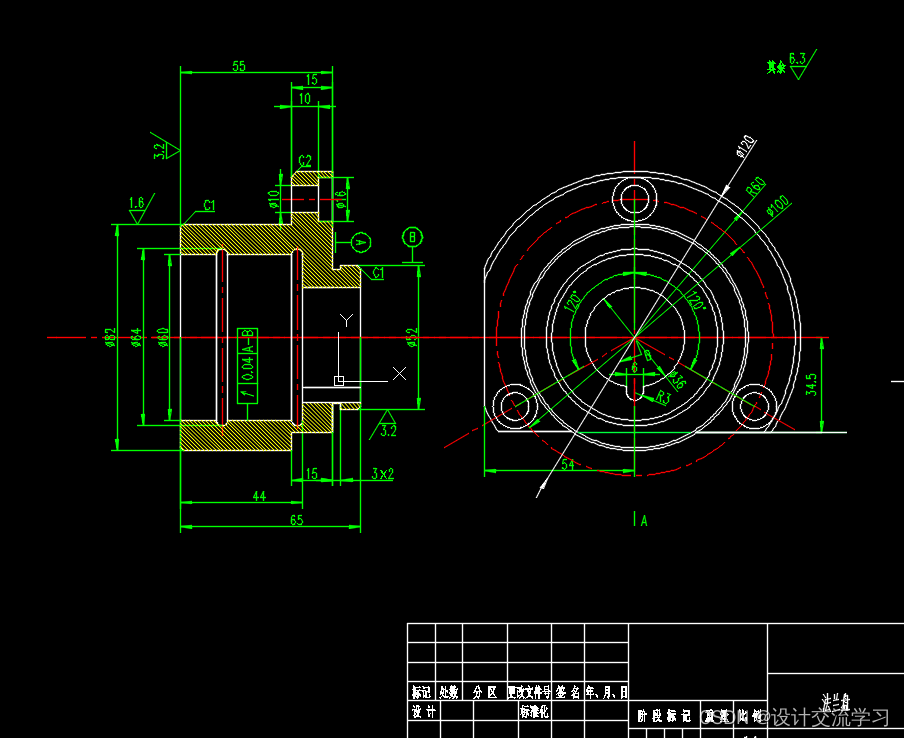
此法兰盘是由回转面和平面组成,由零件图可知,该零件结构较为简单,但零件精度要求高,零件选用材料HT150,该材料用于强度要求不高的一般铸件,不用人工实效,有良好的减振性,铸造性能好。对法兰盘的基本要求是高强度、高韧性、高耐磨性和回转平稳性,因而安排法兰盘加工过程应考虑到这些特点。
本次设计的零件图如下:
法 兰 盘
2.机加工工艺路线确定
2.1加工方法分析确定
该零件是法兰盘,中批量生产。由于此零件较为简单,但精度要求较高,为保证加工精度和表面粗糙度的要求,应尽量减少装夹次数,统一定位基准,由于该法兰盘是由回转面和平面组成,根据具体需要初步确定的加工方法有车、铣、磨、镗、钻等。
2.2加工顺序的安排
本着先粗后精、先主后次、基准先行、先面后孔的原则安排加工顺序,逐步提高加工精度,先以外圆φ82
为粗基准粗车φ52
的外圆、长度方向为15的右端面、长度方向为60的右端面和φ120
的外圆,调头装夹以φ52
的外圆、长度方向为15的右端面为基准粗车φ82
的外圆、长度方向为60的左端面和长度方向为15的左端面,再以粗车后的外圆φ82
为精基准半精车φ52
的外圆、和φ120
的外圆粗镗,半精镗φ36
的内孔,以φ52
的外圆、长度方向为15的右端面为基准粗镗φ60.4、φ60
、φ64、及4X0.5的槽、φ58的内孔,继续半精镗φ64、φ60
、及4X0.5的槽,车出M64X1.5的螺纹,以外圆φ82
为基准粗铣长度为54的左端面和长度为34.5
的两平面,以φ36
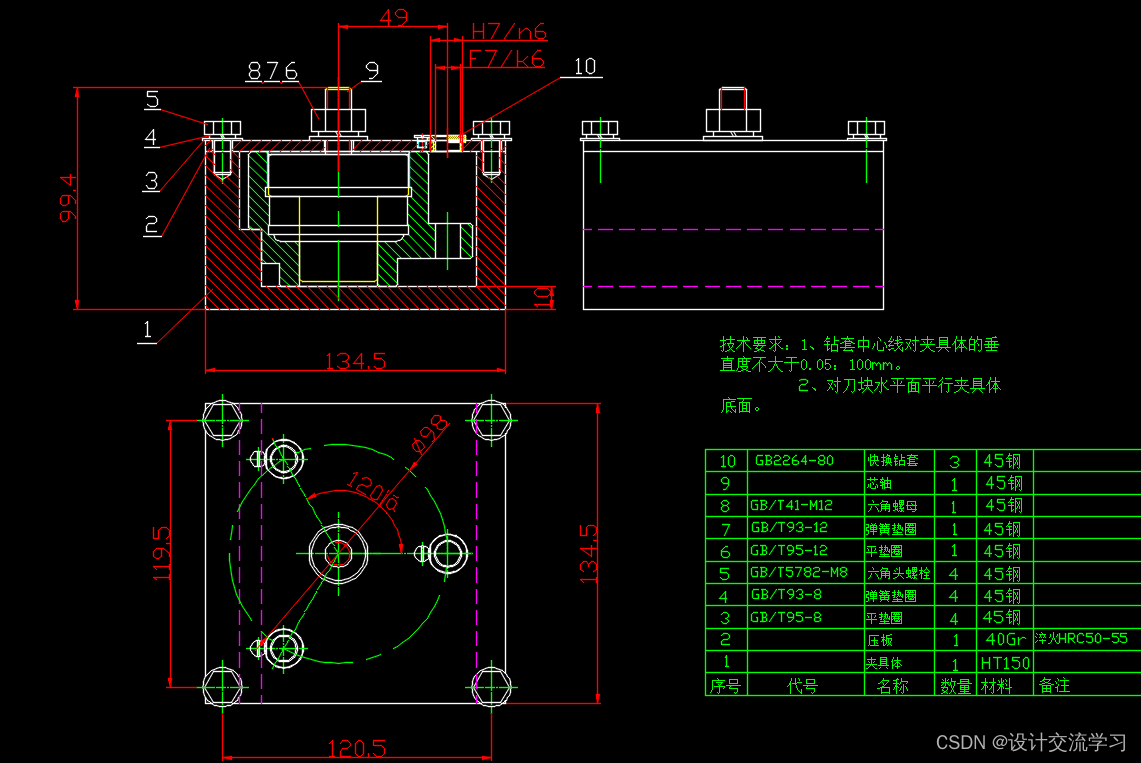
的内孔、φ60.4内孔和长度为60的右端面及34.5的平面定位钻3-φ11和3-φ16.5的孔,然后扩3-φ16.5的孔,然后在继续钻出φ18和φ4的孔,磨φ82
的外圆和长度为60和15的左端面,磨φ52
的外圆、长度方向为15的右端面并切出3X0.5的槽然后倒角,以φ52
的外圆、长度方向为15的右端面为基准精镗φ60
的孔,,以φ82
的外圆为基准精镗φ36
的内孔,然后用浮动镗刀块精镗φ36
的内孔并加工出6X6的半圆槽。
2.3定位基准选择
先以φ82
为基准加工φ52
的外圆、长度方向为15的右端面和
φ120
的外圆,再以φ52
的外圆、长度方向为15的右端面为基准加工左端部分,再以外圆定位加工内孔和螺纹,以φ36
的内孔、6X6的半圆槽和长度为60的右端面定位钻孔、扩孔。
2.4加工阶段的划分说明
加工阶段分为:粗加工阶段、半精加工阶段、精加工阶段。
2.5主要机加工工序简图
1、铸 铸造、清理
2、热处理 正火
3、粗车φ52
的外圆、长度方向为15的右端面、长度为60的右端面、φ120
的外圆
4、粗车φ82
的外圆、长度方向为60的左端面和长度方向为15的左端面
5、半精车φ52
的外圆和φ120
的外圆、粗镗φ36
的内孔、半精镗φ36
的内孔
6、粗镗φ60.4、φ60
、φ64、及4X0.5的槽、φ58的内孔、半精镗φ64、φ60
及4X0.5的槽、车出M64X1.5的螺纹
7、粗铣长度为54的左端面和长度为34.5
的两平面
8、钻3-φ11的孔 、扩3-φ16.5的孔
…………


















 126
126

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









