







 本文介绍了机械制造工艺学课程设计的重要性和目的,详细探讨了零件的作用、工艺规程设计,包括毛坯制造形式、基准选择、工艺路线拟定以及切削用量确定。通过实例分析,强调了定位基准和夹具设计的关键性。
本文介绍了机械制造工艺学课程设计的重要性和目的,详细探讨了零件的作用、工艺规程设计,包括毛坯制造形式、基准选择、工艺路线拟定以及切削用量确定。通过实例分析,强调了定位基准和夹具设计的关键性。
目录
机械制造工艺学课程设计是在学完机械制造工艺学(含机床夹具设计)和大部分专业的一门课程,并进行了生产实习的基础上进行的一个教学环节。这是我们在进行课程设计之前对所学课程的一次深入的全面的总复习,也是一次理论联系实际的训练。因此,它在几年的学习中占重要地位。
就我个人而言,希望通过这次课程设计,对自己今后将从事的工作,进行一次适应性训练,通过设计锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础。
由于能力所限,设计中尚有许多不足之处,希望指导老师给予批评指教。
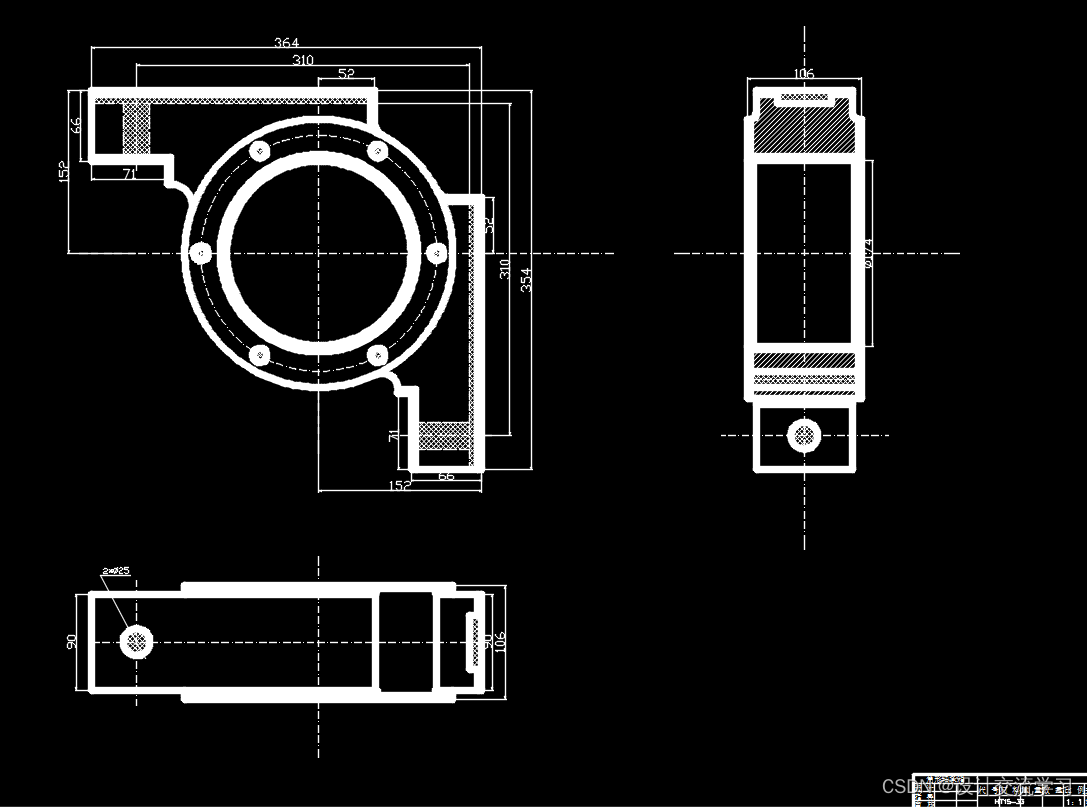
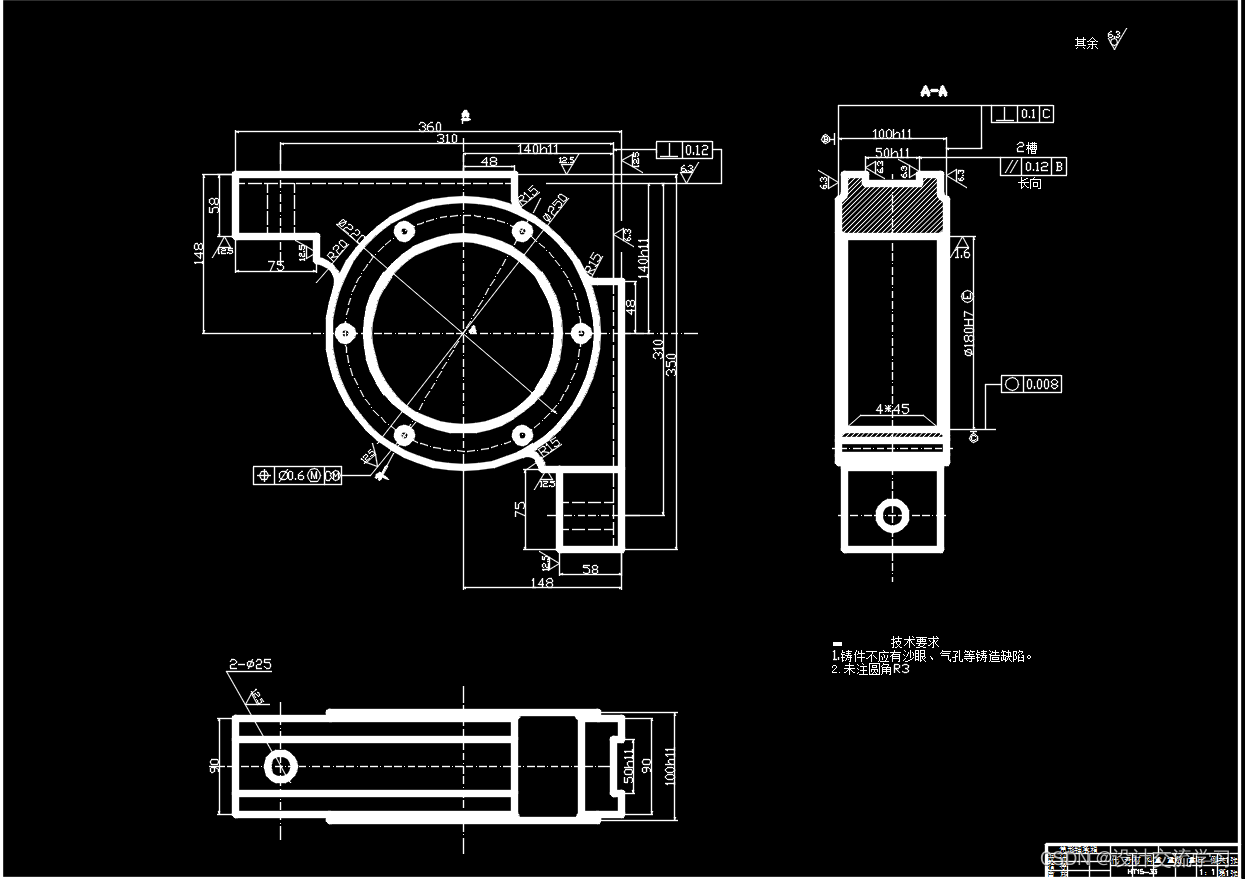
角形轴承箱是用夹固定在轴承的箱体,通过固定轴承来实现轴承的正常运转槽50h11与端面100h11为配合表面有较高的精度及表面粗糙度。140h11为内圆较高的定位基准Φ180H7孔为轴承配合表面有较高的精度。
该零件是箱体类零件,形状不规则,加工面大,尺寸精度、形位精度、表面精度要求均较高,零件的主要技术要求分析如下:(参阅附图零件图- )
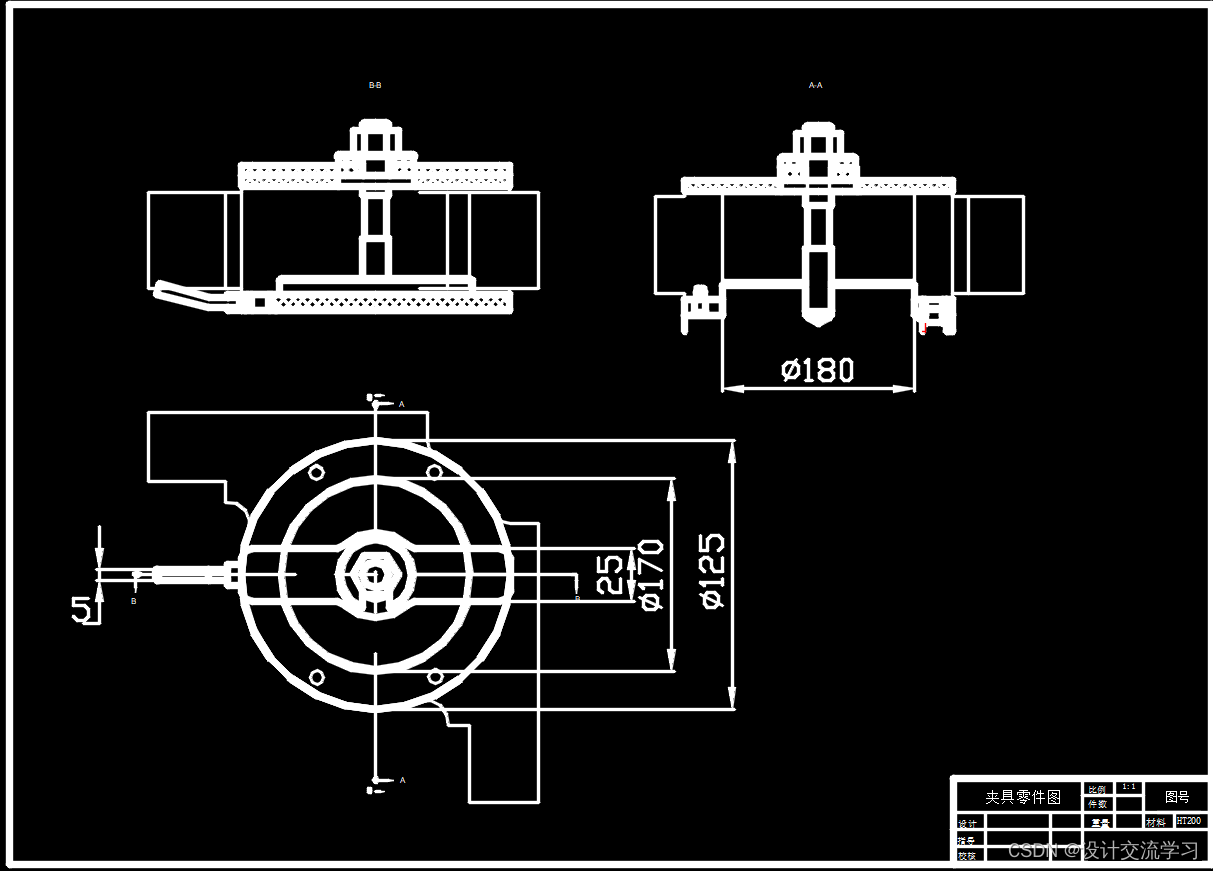
(1)T1、T2两表面对Φ180H7孔轴线垂直度摆差不大于0.1mm及圆度,主要保证轴承能正确的安装在该箱体上,角形轴承箱利用自行的50h11的凹槽进行定位,因此要T3、T4的精度及槽的定位精度为0.4mm。
- 铸件要求不能有砂眼、疏松、气孔等铸造缺陷,以保证零件的强度、硬度及刚度,在外力的作用下,不致于发生意外事故。设计夹具时要注意该事项。
- 由Φ180h7的孔是一比较重要的孔,也是以后机床加工工序的主要定位基准,因此孔的工序是比较重要的,要在夹具设计中考虑,保证达到该孔的精度、粗糙度、与端面的垂直度的要求,主要是确定装夹基准和夹紧块位置。
……



















 264
264

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









