







 本文探讨了数控技术在配合件加工中的重要性,从工艺分析、机床选型、加工工艺设计、数控编程等方面进行了详细介绍,强调了数控车削加工的特点和实际操作中的关键要素。
本文探讨了数控技术在配合件加工中的重要性,从工艺分析、机床选型、加工工艺设计、数控编程等方面进行了详细介绍,强调了数控车削加工的特点和实际操作中的关键要素。
摘 要
数控技术是制造实现自动化、柔性化、集成化生产的基础;大力发展以数控技术为核心的先进制造技术已成为各国发达国家加速经济发展、提高综合国力的重要途径。数控技术也是关系我国制造业发展和综合国力提高的关键技术。本次的毕业设计的题目是三件配合件的工艺分析与数控编程,它突出了数控车削加工的特点和零件加工过程中的工艺性特点。在设计中,将图纸的设计,材料的选择,机床的选择,刀具的选择,加工工艺的制定,程序的编制,零件的加工以及最后零件尺寸的检测理论与实践结合在一起。
关键词:配合件、加工工艺、数控车削加工
目 录
1.1数控技术
数控技术即是数控机床在加工零件时,首先是根据零件加工图样进行工艺分析,确定加工方案、工艺参数和位移数据;其次是编制零件的数控加工程序,然后将数控程序输入到数控装置,再由数控装置控制机床主运动的变速、启停、进给运动方向、速度和位移的大小,以及其他诸如刀具选择交换、工件夹紧松开、路程和参数进行工作,从而加工出形状、尺寸与精度符合要求的零件。
在数控机床上有下面二种控制方法。
点位控制(Point to Point Control):
控制点到点的距离。只是要求严格控制点到点之间的距离,而与所走的路径无关。
轮廓加工控制(Contouring Control):
控制轮廓加工,实时控制位移和速度。它的特点是能够对两个或两个以上的运动坐标的位移和速度同时进行连续地相关控制,使合成的平面或空间运动轨迹能满足轮廓曲线和曲面加工的要求。控制过程中不仅对坐标的移动量进行控制,而且对各坐标的速度及它们之间比率都要行严格控制,以便加工出给定的轨迹。
机床的数字控制是由数控系统完成的。该系统包括数控装置、伺服驱动装置、可编程控制器和检测装置等。
数控装置能接收零件图纸加工要求的信息,进行插补运算,实时地向各坐标轴发出速度控制指令。伺服驱动装置能快速响应数控装置发出的指令,以两种控制方式,即关断控制和调节控制来驱动机床各坐标轴运动,同时能提供足够的功率和扭矩。
1.2数控机床
数控机床一开始就选定具有复杂型面的飞机零件作为加工对象,解决普通的加工方法难以解决的关键。在此,数控加工的优点就不得不提:
①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。
②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。
③多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用最佳切削量而减少了切削时间。
④可加工常规方法难于加工的复杂型面,甚至能加工一些无法观测的加工部位。
1.3数控车削
数控机床切削加工是在普通机床切削加工基础上,增加了数字控制功能,故能自动完成切削刀具与工件间准确的相对运动。数控车削加工是数控切削加工方法之一。数控车削加工工艺处理是加工过程中较为复杂又非常重要的环节。数控车削加工工艺与普通车削加工工艺有着很大的差别,他除了比普通机床加工程序更为详细和复杂的工艺规程外,还具有扎实的普通加工工艺基础知识。一个工艺员除了应对数控机床主机和数控系统的性能、特点和应用、以及数控加工工艺方案制定工作等各个方面,都有比较全面的了解,在编制加工工艺时考虑不周,常常会造成数控加工失误或加工零件产生报废。因此,数控车床加工工艺编制,是零件加工前的重要环节。
在数控车床加工过程中,由于加工对象杂多样,特别是轮廓曲线的形状及位置千变万化,加上材料的不同、批量多少等多方面的因素的影响,在对具体零件制定加工方案时,应该具体分析和区别对待,灵活处理。只有这样,才能制定出合理的加工工艺,从而达到质量优、效率高和成本低的目的。
在数控车床上加工零件,需要考虑零件整个加工工艺安排。如果加工工艺比较长,就要考虑是否可以在一台数控车床上完成整个零件的加工工作。如果可以,则进一步考虑其他问题,如采用整体循环或分段加工等;如果不可以,则应决定其中一部分在一台数控车床上完成,另外部分在其他机床上完成。
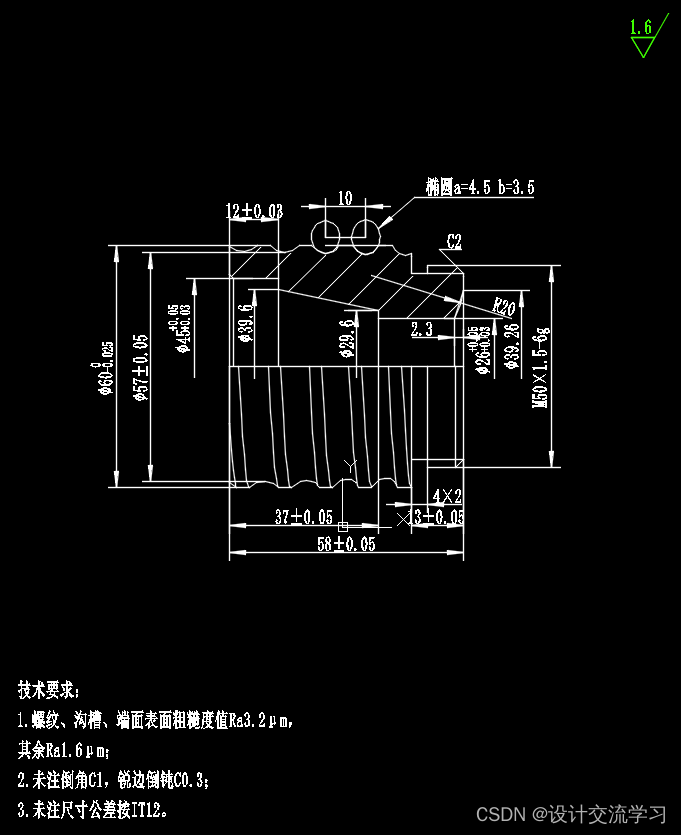
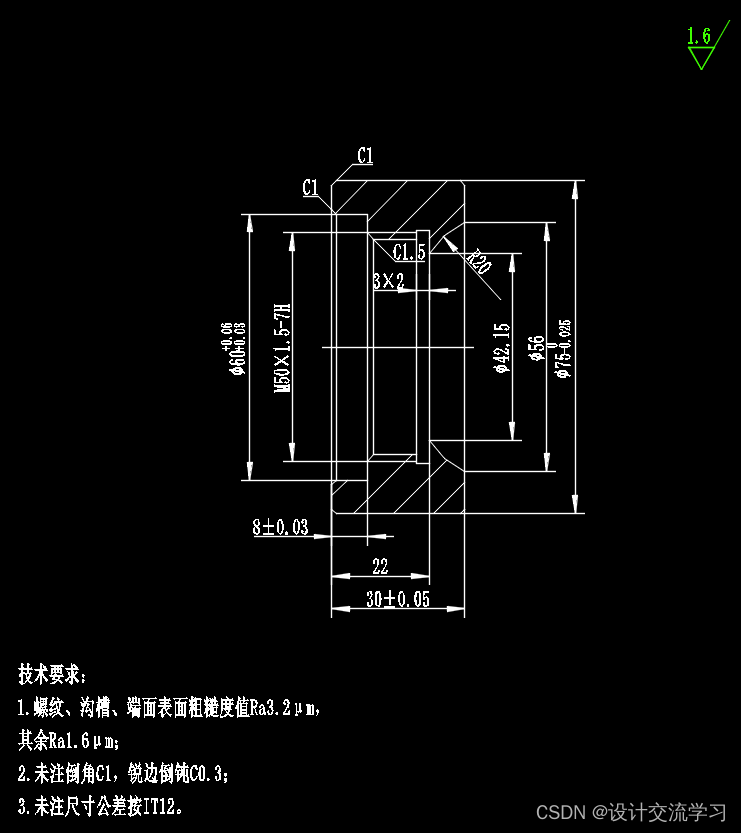
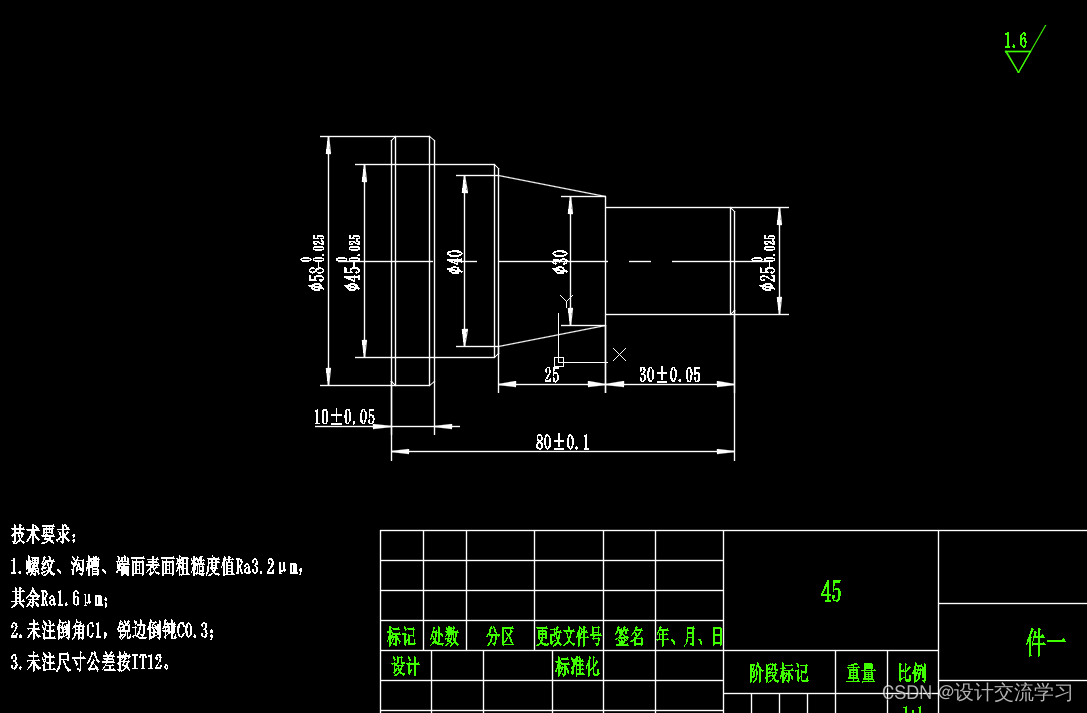
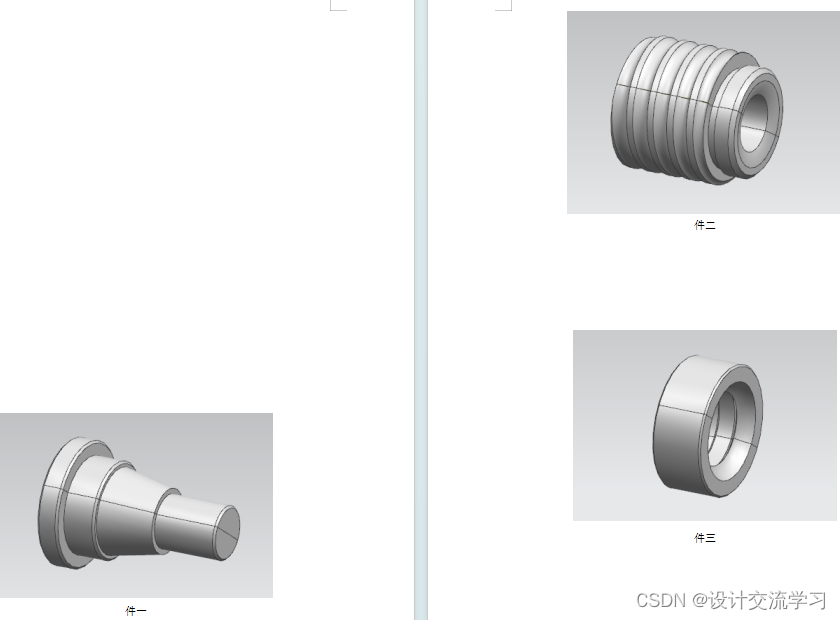
1.4设计的零件用途及概况
螺纹的作用不外乎是传动、紧固、连接,还可用于测量,轴类零件上的螺纹通常是用于紧固与轴配合的零件的。
在机械加工中,螺纹是在一根圆柱形的轴上(或内孔表面)用刀具或砂轮切成的,此时工件转一转,刀具沿着工件轴向移动一定的距离,刀具在工件上切出的痕迹就是螺纹。在外圆表面形成的螺纹称外螺纹。在内孔表面形成的螺纹称内螺纹。螺纹的基础是圆轴表面的螺旋线。通常若螺纹的断面为三角形,则叫三角螺纹;断面为梯形叫做梯形螺纹;断面为锯齿形叫做锯齿形螺纹;断面为方形叫做方牙螺纹;断面为圆弧形叫做圆弧形螺纹等等。
……


















 543
543

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









