







目录
摘要 4
第一章 概述……………………………………………………………………… 7
- 零件的工艺分析………………………………………………………….. 7
- 零件的工艺分析…………………………………………………………...7
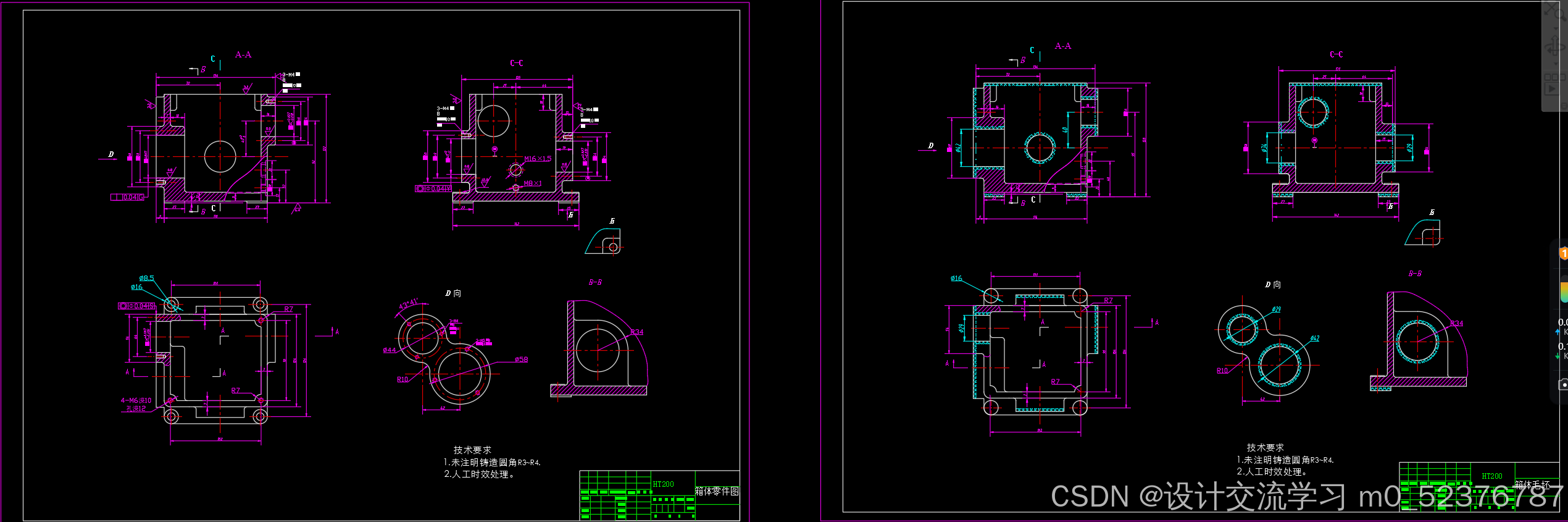
- 确定毛坯的制造形式……………………………………………………..8
- 箱体零件的工艺性……………………………………………………… ..8
第三章 拟定箱体加工的工艺路线………………………………………………..8
3.1 定位基准的选择……………………………………………………………8
3.2 加工路线的拟定……………………………………………………………9
第四章 加工余量,工序尺寸及毛坯尺寸的确定…………………………….12
第五章 确定切削用量及基本工时………………………………………………..13
- 夹具设计……………………………………………………………………..20
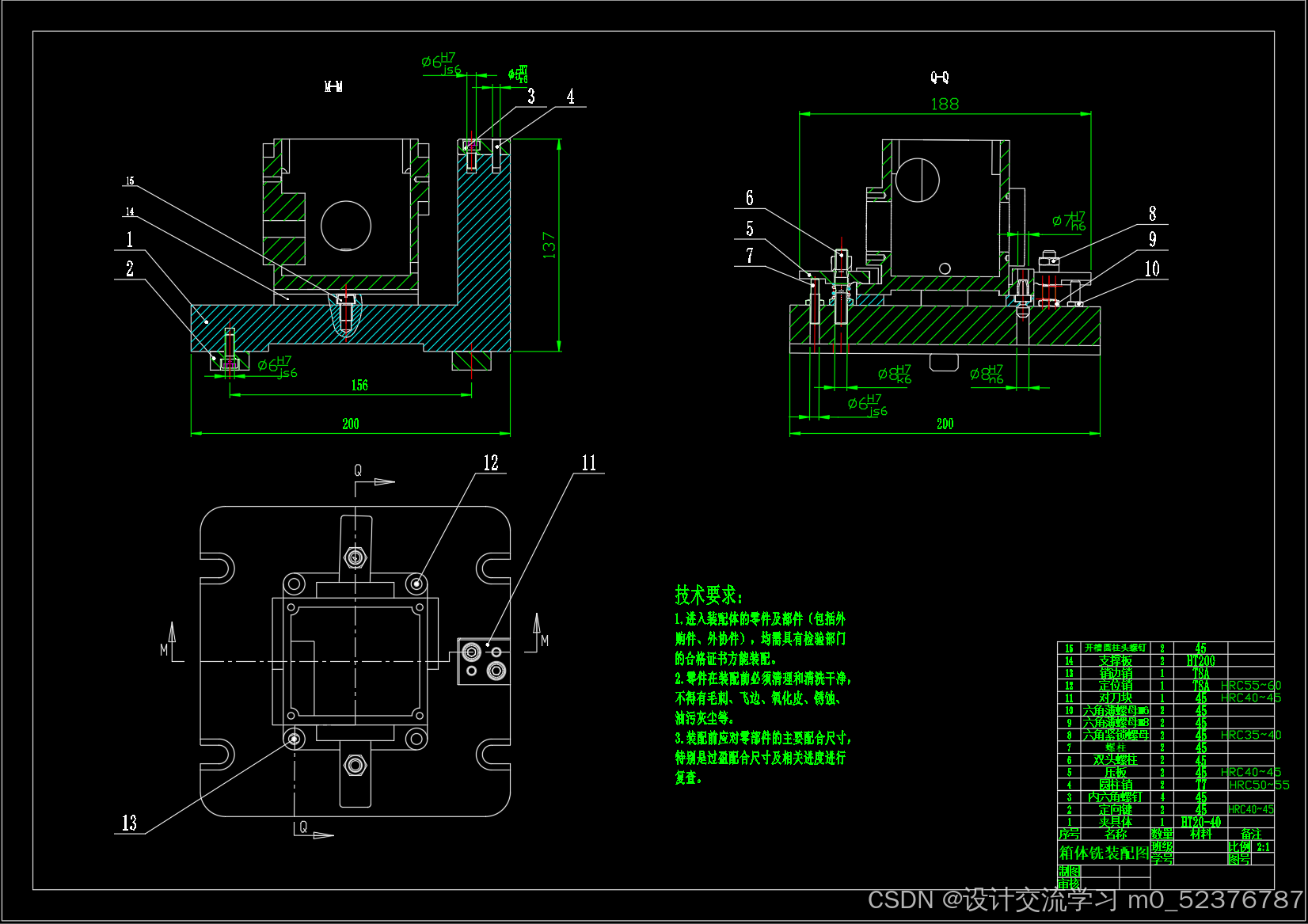
6.1 铣结合面夹具……………………………………………………………….20
参考文献 ……………………………………………………………………………….23
结论 ……………………………………………………………………………….24
摘要
零件的工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具大的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。因此这两者在机械加工行业中是至关重要的环节。这次毕业设计,我设计的课题是一级副变速拨叉加工工艺及夹具设计。该零件结构较复杂,体积较大。为了提高生产效率和降低劳动强度,我设计了一款钻床夹具。本次设计说明书分为三个部分:
第一部分分为机械加工工艺规程的慨述,其中有工艺的组成,工艺规程的内容和作用,机械制造工艺规程的类型及格式,工艺规程的原理和步骤的介绍。同时对定位基准的选择,工艺路线中表面加工方法的选择、加工方法的划分、加工顺序的安排起到详细的介绍。
第二部分分为机床夹具的设计,讲解机床夹具的慨述,机床夹具的组成分类。工件定位的原理,定位方法和定位元件对定位误差的计算,对夹紧装置的组成和夹紧力的三要素作了分析。在这次工艺中表面在铣床上加工;直径为40mm以上的在镗床上加工;其余的孔因分部面多我专门设计了一款夹具便于在钻床上加工(有图)。
第三部分主要介绍对零件加工的全过程,我这次设计主要选的是铸件对毛坯的确定;加工中的时效性处理;工艺路线的编制和工序卡片的编写(有卡片工艺、工序全过程)在加工完后的检验。在加工中夹具的设计和计算,对机械简明手册的翻阅对国标对准。在加工完后绘制出了完美的零件图(A0号)。在经济时效下保证了加工满足的要求。
关键词: 工艺、工序、夹具、绘制零件图图
英文摘要
The Part of the process, in machining plays a very important part of the process, prepare to reasonable or unreasonable, it directly relates to the quality requirements could eventually parts, The design of fixture is big, it is the indispensable part in relation to improve the efficiency of the machining. So both in mechanical processing industry is crucial link. The graduation design, the topic is I design process and fixture enclosure reducer design. This case is complex, volume parts structure. In order to improve production efficiency and reduce labor intensity, I design a drill fixture. The design manual is divided into three parts:
The first part is divided into the machining process of the specified procedures, including process, contents and procedure, mechanical manufacturing process planning of the type and the procedure formats, introduced the principle and procedure. The choice of the locating datum, the process route in the selection of surface machining method, the method of processing, sequence arrangement has been introduced in detail.
The second part of the machine tool's fixture design, the interpretation of the machine tool's fixture of the machine tool's fixture soup, composition and classification. The principle, workpiece position and orientation of the positioning error calculation of components for clamping device, the composition and clamping force of three factors are analyzed. In the process of surface in milling machining, Diameter 40mm in for more boring, The rest of the hole for division I face a fixture designed to facilitate the processing (in press).
The third part mainly introduces the process of parts processing, I choose the design is mainly for determination of casting billet, The timeliness, The preparation process route and the process of writing (card), whole process card technology in processing after inspection. In the process of calculation, and fixture design of mechanical concise manual of gb through alignment. In processing after mapped the perfect parts graph (A0). Under the limitation in the economic guarantee processing request.
Key words: process, process, and drawing parts fixture, toto
第一章:概述
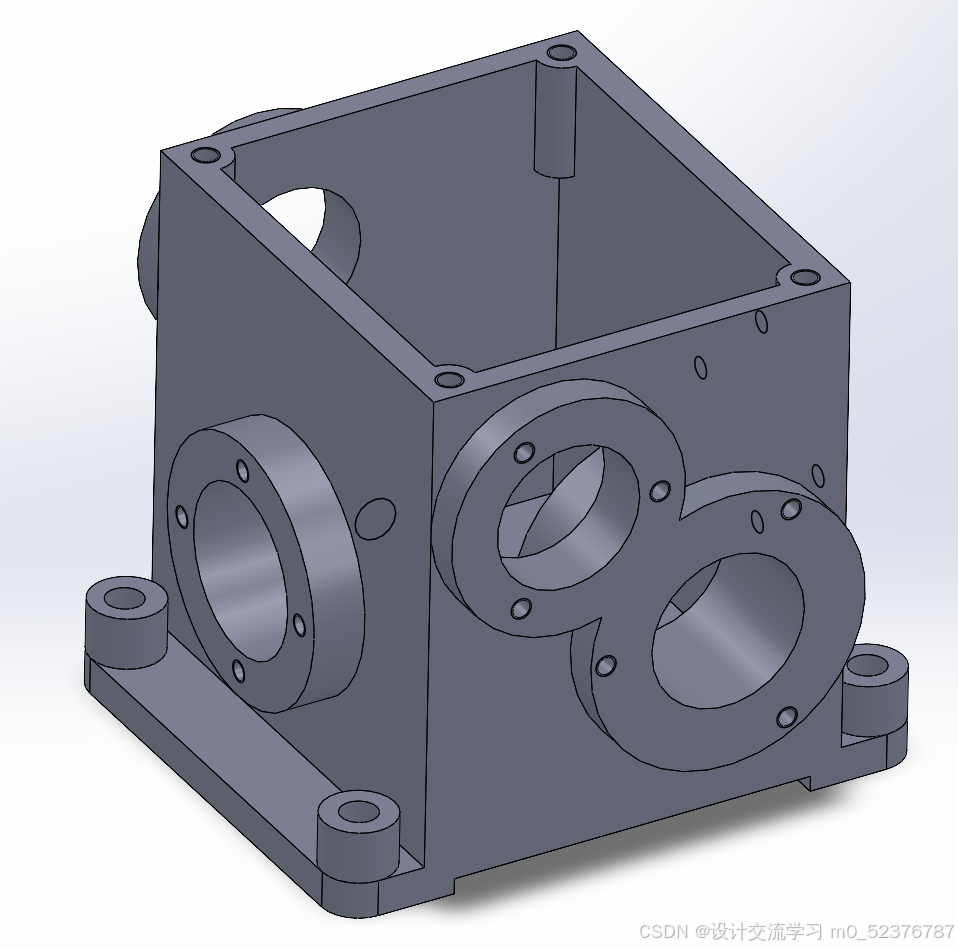
零件是机器或部件的基础零件,它把有关零件联结成一个整体,使这些零件保持正确的相对位置,彼此能协调地工作.因此,箱体零件的制造精度将直接影响机器或部件的装配质量,进而影响机器的使用性能和寿命.因而箱体一般具有较高的技术要求.
由于机器的结构特点和箱体在机器中的不同功用,箱体零件具有多种不同的结构型式,其共同特点是:结构形状复杂,箱壁薄而不均匀,内部呈腔型;有若干精度要求较高的平面和孔系,还有较多的紧固螺纹孔等.
零件的毛坯通常采用铸铁件.因为灰铸铁具有较好的耐磨性,减震性以及良好的铸造性能和切削性能,价格也比较便宜.有时为了减轻重量,用有色金属合金铸造箱体毛坯(如航空发动机上的箱体等).在单件小批生产中,为了缩短生产周期有时也采用焊接毛坯.
毛坯的铸造方法,取决于生产类型和毛坯尺寸.在单件小批生产中,多采用木模手工造型;在大批量生产中广泛采用金属模机器造型,毛坯的精度较高.箱体上大于30—50mm的孔,一般都铸造出顶孔,以减少加工余量.
设计工艺是否完好,对减速器运行时的加工效率和配合精度影响很大。特别是现代工艺对减速器的要求越来越高,已经运用于各种场合,很多工业设备对其运用非常重要。所以对减速器箱体的加工非常重要,同时对工艺制品的发能起到一个推动作用。对其加工的工艺非常重要。
…………



















 427
427

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









