






目录
摘要 I
Abstract II
前言 1
一、机械结构示意图 2
二、总控制图 3
1.元件安装及连线图 3
2.电汽原理图 4
三、程序流程图 5
1.主程序 SFC 图 5
2.子程序流程 6
四、解决 Z 轴不能移动的问题 7
方案 1:外接一块直流电机驱动板 7
(1)原理图 7
(2)PCB 图 8
(3)梯形图程序 8
方案 2:外接继电器控制 9
(1)原理图: 9
(2)更改的梯形图程序 9
结论 10
参考文献 10
致谢 11
附录 1 12
附录 2 12
本组的设计题目是《基于 PLC 的立体车库设计》,本组设计包括机械设计,电路设计以及程序设计。
在设计中遇到了很多困难,参考了相关资料,与老师进行多次沟通,一边学习一边制作,以厂家资料为标准进行修改,去其糟粕取其精华,促成了这次 PLC 的课程设计。
另一方面, 随着科技的不断进步,自动化技术也在逐渐朝着新的更加智能化等的方向发展。我国目前在全自动化方面的技术水平与国外仍有较大差距,核心技术仍被国外把持,因此,努力提高自动化技术水平,在这一行业不断进行改革和创新,是推动我国经济快速发展和提升国家竞争力的关键。本文对基于西门子 PLC s7-200 的自动立体车库设计进行了雏形的设计,希望对我国机械制造行业的快速发展有所帮助。
四、解决 Z 轴不能移动的问题
经多次检查,电机、电机电源板、plc 输出完好,只有桥式驱动板是坏的,因此作出如下两种解决方案。
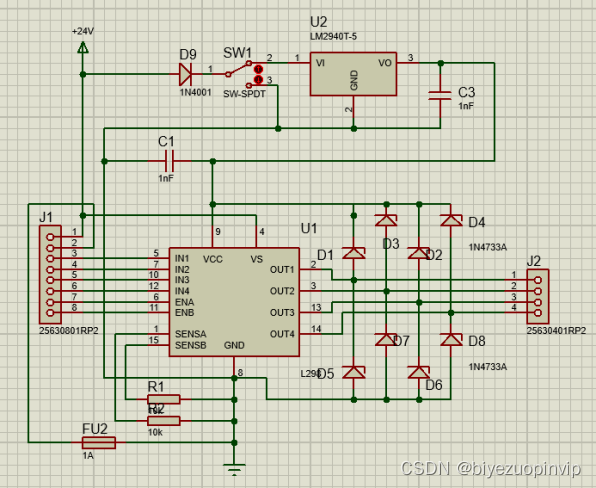
方案 1:外接一块直流电机驱动板
做一块 LM2940T-S 和 L298 的板子。LM2940T-S 用来引入 24V 的 PLC 电压,输出为 5V
的电机驱动板电源的电压,L298 的 ENA 与 Vcc 短接,PLC 的 Q1.1;Q1.2 接到 IN1、
IN2 上,并需要将 PLC 和该电路板共地,驱动板的 OUT1、OUT2 接至直流电机,即可用 PLC 直接控制直流电机。所用 PLC 程序为程序 1。
(1)原理图
TVT-99C接线说明(西门子)
符号 i/0 注释 接线
d0 I0.0 d0
d1 I0.1 d1
d2 I0.2 d2
d3 I0.3 d3
d4 I0.4 d4
d5 I0.5 d5
d6 I0.6 d6
d7 I0.7 d7
Z_HOME I1.0 Z轴后限位 ZLMT- SQ5
Z_LIMIT I1.1 中位检测开关 ZLMT+ SQ6
X6 I1.2 托盘检测 SN SQ7
X7 I1.3 启动按钮 SW0
X_LIMIT I1.4 X轴右限位 XLMT+ SQ2
X_HOME I1.5 X轴左限位 XLMT- SQ1
Y_LIMIT I1.6 Y轴上限位 YLMT+ SQ4
Y_HOME I1.7 Y轴下限位 YLMT- SQ3
CHO_CP Q0.0 X轴脉冲输出 X轴CP
CH1_CP Q0.1 Y轴脉冲输出 Y轴CP
CH0_DIR Q0.2 X轴方向控制 X轴DIR
CH1_DIR Q0.3 Y轴方向控制 Y轴DIR
h1 Q0.4 H0
h2 Q0.5 H1
h3 Q0.6 H2
h4 Q0.7 H3
Y6 Q1.1 Z轴正转送入(向前)+ Z轴F
Y7 Q1.2 Z轴反转退出(向后)- Z轴R
Y8 Q1.0 系统就绪显示
YB Q1.3 高位显示数据 B10
YC Q1.4 数码显示A B00
YD Q1.5 数码显示B B01
YE Q1.6 数码显示C B02
YF Q1.7 数码显示D B03
补充:PLC输出端子,L+ ----24V M-------GND
PLC输入端子,M------24V
I1.3 为启动按钮,将sw0拨到下方,则系统启动运行。
接线时,面板上面,红色端子均接到24V上面,黑色端子均接到GND
通电时,请仔细检查接线是否正确。2细分, 电流1.5A。

























 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









