






目 录
第一章 绪 论…1
1.1课题的来源和意义…1
1.2国内发展状况…1
1.3国外发展状况…2
1.4本设计的目的和意义… … … .3
第二章 塑件成型工艺分析…4
2.1塑件及材料的分析…4
2.2拟定模具的结构形式…6
2.3 浇注系统的设计…6
第三章 结构设计及计算…10
3.1成型零件的结构设计…10
3.2成型零件刚才的选用…10
3.3成型零件工作尺寸的确定…10
3.4模架的确定…11
3.5各模板尺寸的确定…11
3.6排气槽的设计…11
3.7脱膜推出机构的设计…11
3.8冷却系统的设计…12
3.9导向与定位机构的设计…14
第四章 整体设计及小结…15
4.1整体设计……………………………………………………………………15
4.2小结…………………………………………………………………………16
谢辞…17
参考文献…18
1.4 本设计的意义和目的
本设计以社会实际产品为课题,熟练使用 Auto CAD、PROE 等绘图软件设计一副能 够生产所给工件、结构合理、能保证制品的精度、表面质量的模具。[2]使学生在工件结 构设计、塑料注射模基本原理、塑料注射模设计基本方法,以及资料检索、英文翻译等 方面获得综合训练,为缩短工作适应期奠定坚实的基础。 意义:培养我们设计、创新能力,提高对模具设计基本原理,工艺设计过程、方法 的理解和认识。
第二章塑件工艺性分析
2.1塑件及材料的分析
2.1.1塑件性能分析
本设计实例为一注射器塞杆,塑件比较简单,塑件的质量要求是不允许有裂纹和变形缺陷;脱模斜度为2度;塑件材料为聚丙烯,生产批量为大批量,塑件公差按模具设计基本要求进行转换。
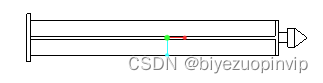
图2.1塑件
2.1.2塑件的分析
(1)外形尺寸 该塑件壁厚3mm,塑件外形尺寸不大,塑料熔体流程不太长,适合于注射成型。
(2)精度等级 每个尺寸的公差不一样,有的属于一般精度,有 的属于较高精度。按实际公差进行计算。
(3)脱模斜度 pp属于结晶型热塑性塑料。成型收缩率较小。 故模具型芯和型腔取统一脱模斜度1°.
2.1.3聚丙烯性能分析
(1)使用性能 综合性能较好。抗拉强度大,屈服强度高,有较 高的弯曲疲劳寿命,耐热温度高;耐磨性高,有良好的耐应力裂开性。较好的抗化学药品侵蚀性。密度小,强度刚度硬度和耐热性均优于低压聚乙烯,可在100度左右使用,具有良好的电性能和高频绝缘性,不受湿度影响,但低温是变脆,不耐磨,易老化,适于制作一般机械零件,耐腐蚀零件和绝缘零件。
(2)成型性能
1)结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解。
2)流动性好,但收缩范围及收缩值大,易发生缩孔,凹痕,变形。
3)冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度。料温低温高压时容易取向,模具温度低于50度时,塑件不光滑,易产生熔接不良,流痕,90度以上易发生翘曲变形。
4)塑件壁厚须均匀,避免缺胶,尖角,以防应力集中。

















































 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









