






目 录
绪 论……………………………………………………………………………… 1
第1章 模塑工艺规程的编制…………………………………………………… 3
1.1 塑件的工艺性分析………………………………………………… 3
1.2 计算塑件的体积和质量…………………………………………… 4
1.3 塑件注塑工艺参数的确定……………………………………………4
第2章 注塑模的结构设计……………………………………………………… 5
2.1 分型面的选择………………………………………………………… 5
2.2 确定型腔的排列方式………………………………………………… 5
2.3 浇注系统设计………………………………………………………… 6
2.4 抽芯机构设计………………………………………………………… 6
2.5 成型零件结构设计………………………………………………… 8
第3章 模具设计的有关计算……………………………………………………… 9
3.1 型腔和型芯工作尺寸计算…………………………………………… 9
3.2 型腔板的三维尺寸确定……………………………………………… 11
第4章 模具加热及冷却系统的计算……………………………………………… 13
第5章 模具闭合高度及注塑机有关参数的校核 ……………………………… 14
5.1模具闭合高度…………………………………………………………… 14
5.2注塑机有关参数的校核………………………………………………… 14
第6章 模具的装配、试模与维修………………………………………………… 15
6.1装配…………………………………………………………………… 15
6.2试模…………………………………………………………………… 15
6.3模具的维修…………………………………………………………… 16
第7章 主要零件加工工艺规程的编制 …………………………………………… 17
第8章 结 论…………………………………………………………………………19
致 谢………………………………………………………………………………… 20
参考文献……………………………………………………………………………… 21
第1章模塑工艺规程的编制
该塑件是灭火器,其零件图如下所示。本塑件的材料采用PP1340,生产类型为中批量生产。
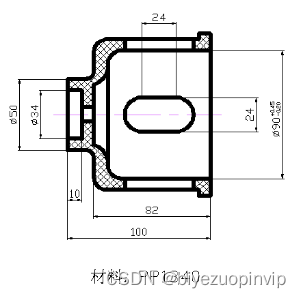
图1 塑件图
1.1 塑件的工艺性分析
1.1.1 塑件的原材料分析
塑件的材料采用PP1340,属于热塑性塑料。从使用性能上看,该塑料具有刚性好、耐热性强、化学稳定性较好等优点,机械性能比聚乙烯好,是理想的绝缘材料;从成型性能上看,熔料的流动性较好,容易成型,成型性能较好。另外,该塑料在成型时易产生变形、缩孔等缺陷,成型温度低时,方向性明显,易产生内应力。因此,在成型时应注意控制成型温度,冷却速度不宜过快。
1.1.2 塑件的结构和尺寸精度及表面质量分析。
(1)结构分析。 从零件图上看,该零件总体形状为柱状,内部掏空,形似旋转体。在高度方向上是阶梯形,顶部有一阶梯孔,外形尺寸为Φ50mm,孔大孔尺寸为Φ34mm,孔深10mm,底部高82mm,底部边缘有一环形凸缘,制件总高度为100mm。底部内孔制件外壁对称分布有四个通孔。因此,模具设计时必须设置侧向分型抽芯机构。该制件属于中等复杂程度。
(2)尺寸精度分析。 该零件重要尺寸,如mm,50mm,100mm的尺寸
度为MT3级(GB/T14486-1993)。次要尺寸,如24mm,10mm,82mm的尺寸精度为MT4(GB/T14486-1993)。由以上分析可见,该零件的尺寸精度中等偏上,对应个模具的相关的零件的尺寸加工可以得到保证。从塑件的壁厚来看,壁厚最大处为11.3mm,最小处为8mm,且制件的多数部位为8mm,所以说制件的壁厚较均匀,零件的成型不是很困难。
(3)表面质量分析。 该零件的表面除要求没有缺陷、毛刺、内部不得有缩孔外,没有其他特别的表面质量要求,故比较容易得到保证。
综合上述分析可以看出,注塑成型时,在工艺参数控制得较好的情况下,零件的成型且生产出合格制件的要求可以得到保证。



























 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









