






目录
一·零件的工艺分析及生产类型的确定…………………………………………………………4
1技术要求分析……………………………………………………………………………………4
2零件的工艺分析…………………………………………………………………………………5
3轴类零件的装夹…………………………………………………………………………………5
二·选择毛坯,确定毛坯尺寸,设计毛坯图…………………………………………………5
1选择毛坯…………………………………………………………………………………………5
2毛坯尺寸的确定…………………………………………………………………………………6
三·选择加工方法,制定加工艺路线……………………………………………………………6
1定位基准的选择……………………………………………………………………………….6
2零件表面加工方法的选择……………………………………………………………………6
3制定艺路线…………………………………………………………………………………….8
四·工序设计…………………………………………………………………………………….11
1选择机床根据工序选择机床………………………………………………………………….11
2用夹具…………………………………………………………………………………………12
3选用刀具………………………………………………………………………………13
4确定序尺寸……………………………………………………………………………………13
五·夹具设计…………………………………………………………………………………….21
1定方案…………………………………………………………………………………………22
2分设计…………………………………………………………………………………………22
3定位差分析……………………………………………………………………………………23
六、设计心得…24
七、参考文献…25
二·选择毛坯,确定毛坯尺寸,设计毛坯图
1选择毛坯
轴类零件最常用的毛坯是棒料和锻件,只有某些大型或结构复杂的轴(如曲轴),在质量允许下采用锻件。由于毛坯经过加热,锻造后能使金属内部的纤维组织表面均与分布,可获得较高的抗拉,抗弯及抗扭强度,所以除光轴外直径相差不大的阶梯轴可使用热轧棒料或冷轧棒料,一般比较重要的轴大部分都采用锻件,这样既可以改善力学性能,又能节约材料,减少机械加工量。
根据生产规模的大小,毛坯的锻造方式有自由锻和模锻。自由锻多用于中小批量生产;模锻适用于大批量生产,而且毛坯制造精度高,加工余量小,生产效率高,可以锻造形状复杂的毛坯。本零件生产批量为大批量,所以综上所叙选择模锻。
2毛坯尺寸的确定
毛坯(锻件)图是根据产品零件设计的,经查《机械加工工艺手册》《金属机械加工工艺人员手册》知精车-半精车-粗车各余量,从而可得毛坯余量。结果为:外圆角半径:;内圆角半径:。外模锻斜度,内模锻斜度。下图为本零件的毛坯图
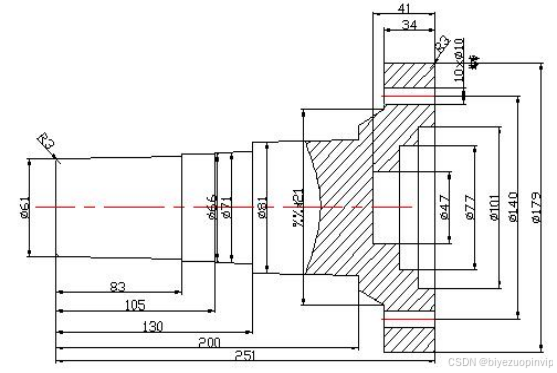
毛坯图






























 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









