







EPS预发机说明书
一、主画面
- 画面显示
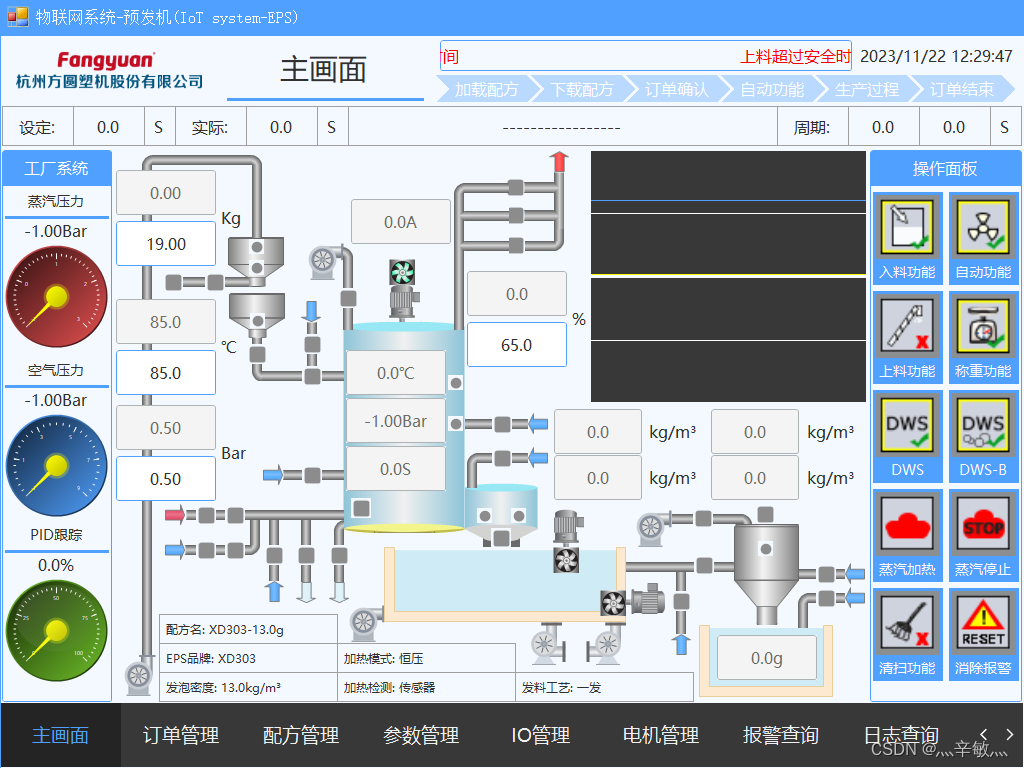
1.工厂系统

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 蒸汽压力 | 入口处减压阀后的蒸汽压力。推荐0.8~1.5bar | 选配(-1~3bar)的压力变送器 |
| 空气压力 | 入口处的空气压力。推荐5.5~6.5bar | 选配(-1~9bar)的压力变送器 |
| PID跟踪 | 蒸汽比例阀在加热过程中的运算开度0%~100% | 选配宝德比例阀 |
2.操作面板

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 入料功能 | 称重好的原料进入到通体内发泡 | |
| 自动功能 | 全自动可生产、半自动停止生产 | |
| 上料功能 | 螺杆或真空运输EPS原料到EPS原料斗内 | |
| 称重功能 | 称重需要投入桶内的EPS原料重量 | |
| DWS | 开启密度采样功能装置,测量发泡完成以后的密度 | 选配密度称重装置 |
| DWS-B | 密度反馈功能开启以后,可以通过测量的密度自动调节EPS原料重量(15kg/m³以上密度可调节) | 选配密度称重装置 |
| 蒸汽加热 | 蒸汽停止以后,若原料没有发泡完成,可继续加热的功能 | |
| 蒸汽停止 | 加热过程中,关闭桶体内持续进入蒸汽,长按5S或者5次可跳转到稳定、减压、出料流程 | |
| 清扫功能 | 在没有生产的过程中,清扫桶体的阀门以及传感器等 | |
| 消除报警 | 消除当前的报警状态 |
3.其它显示

| 名称 | 说明 |
|---|---|
| 设定 | 当前流程的设定时间记录 |
| 实际 | 当前流程的实际运行时间记录 |
| 周期 | 当前生产周期的运行时间以及上一周期的总时间记录 |
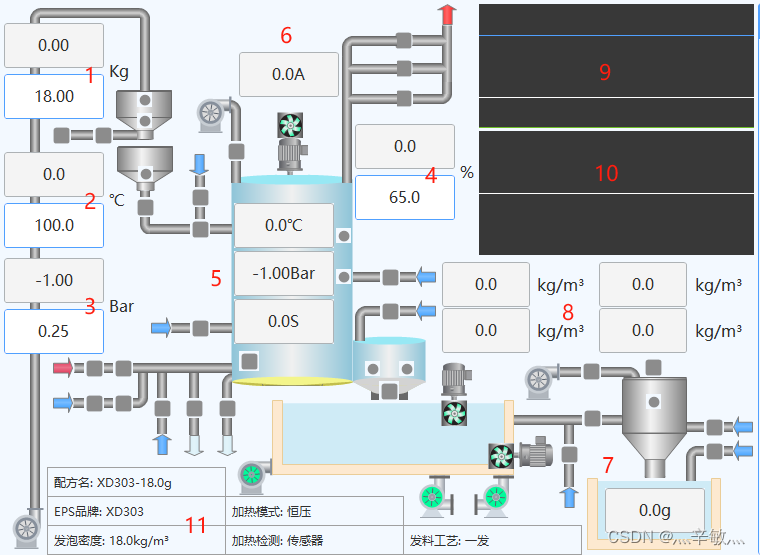
| 序号 | 说明 | 选配说明 |
|---|---|---|
| 1 | EPS原料斗的实际重量以及设定重量 | |
| 2 | 桶体内的实际温度以及发泡设定温度 | 选配(0~150℃)温度变送器 |
| 3 | 桶体内的实际压力以及发泡设定压力 | 选配(-1~3bar)压力变送器 |
| 4 | 排气比例阀的实际开度以及发泡加热过程的设定开度 | 选配宝德排气比例阀 |
| 5 | 桶顶温度、桶内压力、加热时间 | 选配(0~150℃)温度变送器、(-1-3bar)压力变送器 |
| 6 | 主轴电机电流检测 | 选配施耐德变频器 |
| 7 | 固定体积测量的重量 | 选配密度称重装置 |
| 8 | 发泡完成的密度测量 | 选配密度称重装置 |
| 9 | 加热过程中的实际压力、实际温度曲线图 | 选配(0~150℃)的温度变送器、(-1-3bar)的压力变送器 |
| 10 | 密度测量曲线图 | 选配DWS装置 |
| 11 | 显示当前生产工艺详情 |
二、订单管理
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 原料生产总重量 | 设备开机以来生产的总EPS重量 | |
| 原料生产总模数 | 设备开机以来投料生产的模数 | |
| 原料生产订单总重量 | 当前订单需要生产的总重量 | |
| 原料生产订单当前重量 | 当前生产订单已经生产的重量 | |
| 原料生产订单当前模数 | 当前生产订单已经投料的模数 | |
| 原料生产订单设定模数 | 当前生产订单设定的总投料模数 | |
| EPS品牌 | EPS原料的品牌 ,例如(BSB、HSB、HS、XD303等) | |
| 订单结束停止电机 | 是:订单结束以后陆续停止所有电机;否:订单结束以后不停止电机 | |
| 预热模数 | 按启动按钮时,桶体需要预热的模数 ,最少设置1次 | |
| 加热模式 | 恒压:恒定压力加热;恒温:恒定温度加热 | 选配宝德蒸汽比例阀、宝德空气比例阀、(-1-3bar)压力变送器、(0~150℃)温度变送器 |
| 剩料功能 | 关闭:EPS原料称重不够时不入料;开启:EPS原料称重不够时继续入料后自动发料 | |
| 加热检测方式 | 传感器:加热使用料位传感器检测EPS原料,时间:加热使用时间控制 | |
| 加热时间 | 加热检测方式为“时间”控制时启作用,设置EPS原料在桶内的加热时间 | |
| 选择发料工艺 | 一发:一次发泡;二发:二次发泡 | 二发:选配二次发泡装置 |
| 按钮名称 | 说明 |
|---|---|
| 清零 | 清除原料生产订单当前模数,使订单冲头开始生产 |
三、配方管理
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| EPS品牌 | EPS原料的品牌 ,例如(BSB、HSB、HS、XD303等) | |
| 发泡密度 | 设定需要发泡的密度 | |
| 原料投入重量 | EPS原料斗的设定重量 | |
| 桶体压力设定 | 桶体内的实际压力以及发泡设定压力 | 选配(-1~3bar)压力变送器 |
| 桶体温度设定 | 桶体内的实际温度以及发泡设定温度 | 选配(0~150℃)温度变送器 |
| 排气比例阀开度 | 加热过程中排气比例阀的设定开度 | 选配宝德排气比例阀 |
| 最大加热时间 | 加热过程中,超过最大加热时间,蒸汽停止,若需继续加热,控制面板上面点动“蒸汽加热”按钮 | |
| 最小加热时间 | 加热过程中,无论料位传感器是否感应,都不会进入到稳定、减压流程(范围推荐10~20S) | |
| 料位传感器选择 | 低料位:低料位检测EPS原料发泡完成;高料位:低料位检测EPS原料发泡完成。 注意:只有一个料位传感器时候必须选择“低料位” | |
| 加热模式 | 恒压:恒定压力加热;恒温:恒定温度加热 | 选配宝德蒸汽比例阀、宝德空气比例阀、(-1-3bar)压力变送器、(0~150℃)温度变送器 |
| 旁通小排气小阀 | 关闭:排气阀小阀门1加热时不打开;开启:排气阀小阀门1加热时打开 | |
| 旁通小排气大阀 | 关闭:排气阀小阀门2加热时不打开;开启:排气阀小阀门2加热时打开 | 选配脚座阀 |
| 按钮名称 | 说明 |
|---|---|
| 保存 | 通过填写“EPS品牌”、"发泡密度"参数,自动存储配方文件;保存过程中若存在相同配方名,此时会提示是否覆盖原配方参数 |
| 加载 | 先选择存储的配方文件,点击“加载”按钮调出查看配方数据 |
| 删除 | 先选择存储好的配方文件,点击“删除”按钮,删除当前配方 |
| 上传 | 上传控制器的生产数据到配方处查看 |
| 下载 | 下载配方处的数据到控制器进行生产 |
四、参数管理
1.流程参数
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 稳定时间 | 发泡完成后的EPS在桶内稳定的时间 | |
| 减压时间 | 降低桶体压力 | |
| 出料时间 | 放出桶内发泡完成后,EPS进入流化床的时间 | |
| 关门时间 | 出料完成后,关闭出料门的时间 | |
| 预热时间 | 预热过程的蒸汽时间 | |
| 上料传输时间 | 从地上称重好的EPS原料传输到同顶部原料斗内的时间 | 选配地上称重装置 |
| 入料前等待时间 | 入料前打开大排气,泄掉桶内压力的时间 | |
| 入料时间 | 称重完成的EPS原料进入桶内的时间 | |
| 入料后等待时间 | 1.入料完成后打开入料口的时间,避免入料口有EPS积料;2.控制怎个生产周期的时间 | |
| 减压后抽取戊烷时间 | 减压完成后使用桶顶部的送风风机抽取桶内的戊烷时间 | 选配吸风阀装置 |
| 出料延时送风 | 出料时先打开出料门,延时送风时间到以后再开启送风风机快速出料 | |
| 预热温度 | 桶内温度达到当前预热温度以后才作为有效的预热,推荐65℃ | 选配(0~150℃)的温度变送器 |
| 吹扫加热时间 | 加热开始时的第一段加热时间 | |
| 吹扫加热比例阀开度 | 吹扫加热过程中蒸汽比例阀的开度 | 选配宝德蒸汽比例阀 |
| 吹扫加热压缩气开度 | 吹扫加热过程中空气比例阀的开度 | 选配宝德空气比例阀 |
| 主加热压缩气开度 | 主加热过程中空气比例阀的开度 | 选配宝德空气比例阀 |
| 入料桶加压压力设定 | 设定入料桶的保压压力 | 75PP机器使用的功能 |
| 吹扫加热使用蒸汽副阀 | 吹扫加热过程是否打开蒸汽副阀 | |
| 主加热使用蒸汽副阀 | 主加热过程是否打开蒸汽副阀 | |
| 主加热使用空气主阀 | 主加热过程是否打开空气主阀 | 定制管道装置 |
| 吹扫加热使用空气副阀 | 吹扫加热过程是否打开空气副阀 | 定制管道装置 |
| 吹扫加热使用大排气 | 吹扫加热过程是否打开大排气 |
2.常用参数
常用参数第一页
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 观察窗清扫打开时间 | 出料过程中,观察窗清扫阀打开时间(循环执行) | |
| 观察窗清扫关闭时间 | 出料过程中,观察窗清扫阀关闭时间(循环执行) | |
| 入料清扫打开时间 | 出料过程中,入料清扫阀打开时间(循环执行) | |
| 入料清扫关闭时间 | 出料过程中,入料清扫阀关闭时间(循环执行) | |
| 桶体清扫打开时间 | 出料过程中,桶体清扫阀打开时间(循环执行) | |
| 桶体清扫关闭时间 | 出料过程中,桶体清扫阀关闭时间(循环执行) | |
| 上料真空打开时间 | 上料过程中,料斗上料阀打开时间(循环执行) | 选配真空上料装置 |
| 上料真空关闭时间 | 上料过程中,料斗上料阀关闭时间(循环执行),双真空桶装置设置0 | 选配真空上料装置 |
| 加热时传感器清扫打开时间 | 加热过程中,传感器清扫阀打开时间(循环执行) | |
| 加热时传感器清扫关闭时间 | 加热过程中,传感器清扫阀关闭时间(循环执行) | |
| 暂无此功能 | ||
| 自动清扫桶体次数 | 自动清扫时,循环清扫桶体的次数 | |
| 称重慢放阈值 | 提前关闭快放阀、打开慢放阀的重量阈值 | |
| 称重完成阈值 | 提前关闭快放阀、关闭慢放阀的重量阈值 | |
| 搅拌电机快速频率 | 加热过程中,开始快速搅拌的主轴频率 | 选配主轴变频器装置 |
| 搅拌电机慢速频率 | 加热过程中,快速搅拌结束后进入慢速搅拌的主轴频率 | 选配主轴变频器装置 |
| 主轴快速搅拌时间 | 加热过程开始时,主轴快速搅拌时间 | 选配主轴变频器装置 |
| 出料电流保护值 | 加热过程中,主轴电流超过出料电流保护值时,自动进入稳定、减压、出料流程 | 选配主轴变频器装置 |
| 最大电流保护值 | 加热过程中,主轴电流超过最大电流保护值时,打开出料门桶体清扫打开避免桶内“结锅” | 选配主轴变频器装置 |
| 加热时入料清扫打开时间 | 加热过程中,入料清扫阀打开时间(循环执行) | |
| 加热时入料清扫关闭时间 | 加热过程中,入料清扫阀关闭时间(循环执行) | |
| 震动传感器检测时间 | 加热过程中,料位传感器持续检测时间。注意:震动棒传感器不需改变(默认500ms),光电料位传感器根据实际情况设定 |
常用参数第二页
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 切换半自动时间 | 出现报警后,全自动切换到半自动的时间 | |
| 底部清扫提前开时间 | 在出料过程即将完成时,提前打开底部清扫阀门的时间 | |
| 料斗上料安全时间 | 螺杆或则真空上料开启以后,达到安全的设定时间,此时桶体顶部的EPS原料斗上限未检测到原料,自动关闭螺杆上料电机或真空上料电机 | |
| 电机停止时间 | 订单完成或则切换到半自动发泡完成后,自动停止所有电机的时间 | |
| 底部清扫 | 是否开启出料过程底部清扫功能 | |
| 旁通小排气小阀 | 加热过程是否打开顶部旁通小排气小阀 | |
| 旁通小排气大阀 | 加热过程是否打开顶部旁通小排气大阀 | |
| 减压时快速冷却 | 是否在减压时开启快速冷却功能,往桶内通入压缩空气 |
常用参数第三页
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 控制小排气1压力上限 | 实际压力>设定压力+压力上限,打开小排气1阀(使用排气阀控制功能时起作用) | 选配(-1~3bar)压力变送器 |
| 控制小排气1压力下限 | 实际压力<设定压力 - 压力下限,关闭小排气1阀(使用排气阀控制功能时起作用) | 选配(-1~3bar)压力变送器 |
| 控制小排气2压力上限 | 实际压力>设定压力+压力上限,打开小排气2阀(使用排气阀控制功能时起作用) | 选配(-1~3bar)压力变送器 |
| 控制小排气2压力下限 | 实际压力<设定压力 - 压力下限,关闭小排气2阀(使用排气阀控制功能时起作用) | 选配(-1~3bar)压力变送器 |
| 控制大排气压力上限 | 实际压力>设定压力+压力上限,打开大排气阀(使用排气阀控制功能时起作用) | 选配(-1~3bar)压力变送器 |
| 控制大排气压力下限 | 实际压力<设定压力 - 压力下限,关闭大排气阀(使用排气阀控制功能时起作用) | 选配(-1~3bar)压力变送器 |
3.DWS参数
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 采样开始时间 | 发泡完成出料后送入到流化床延时采样时间 | 选配密度称重装置 |
| 管道回吹时间 | 采样前回吹采样管道内残留的积料时间 | 选配密度称重装置 |
| 取样时间 | 通过真空吸料抽取EPS到采样玻璃罩内的时间 | 选配密度称重装置 |
| 采样传感器检测时间 | 玻璃罩内连续检测EPS的时间来判断采样完成 | 选配密度称重装置 |
| 放样时间 | 玻璃罩内的EPS,进入到密度称重料斗中的时间 | 选配密度称重装置 |
| 快放样提前终止时间 | 放样过程结束前,提前关闭快速放样阀的时间 | 选配密度称重装置 |
| 称重时间 | EPS进入到称重料斗,稳定时间后记录重量 | 选配密度称重装置 |
| 回样时间 | 称重完成后,剩余的积料传输到送料主管道的时间 | 选配密度称重装置 |
| 料斗体积 | 密度称重料斗的体积(默认10.4L) | 选配密度称重装置 |
| 不采样批次 | 开机前几次进入到流化床的EPS不进行采样,主要是刚开始发泡完的EPS水分多不能作为参考的依据 | 选配密度称重装置 |
4.报警限制
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 主蒸汽压力上限报警 | 减压阀后端的蒸汽压力上限值,超过限值设备报警 | 选配(-1~3bar)压力变送器 |
| 主蒸汽压力下限报警 | 减压阀后端的蒸汽压力下限值,低于限值设备报警 | 选配(-1~3bar)压力变送器 |
| 压缩气压力上限报警 | 入口的空气压力上限值,超过限值设备报警 | 选配(-1~9bar)压力变送器 |
| 压缩气压力下限报警 | 入口的空气压力下限值,低于限值设备报警 | 选配(-1~9bar)压力变送器 |
| 发泡桶压力上限报警 | 发泡桶内的压力上限值,超过限值设备报警 | 选配(-1~3bar)压力变送器 |
| 发泡桶压力下限报警 | 发泡桶内的压力下限值,低于限值设备报警 | 选配(-1~3bar)压力变送器 |
5.标定参数
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 管道压力上限标定 | 管道压力变送器铭牌标识的量程上限 | 选配(-1~3bar)压力变送器 |
| 管道压力下限标定 | 管道压力变送器铭牌标识的量程下限 | 选配(-1~3bar)压力变送器 |
| 桶体压力上限标定 | 桶体压力变送器铭牌标识的量程上限 | 选配(-1~3bar)压力变送器 |
| 桶体压力下限标定 | 桶体压力变送器铭牌标识的量程下限 | 选配(-1~3bar)压力变送器 |
| 桶体温度上限标定 | 桶体温度变送器铭牌标识的量程上限 | 选配(0~150℃)温度变送器 |
| 桶体温度下限标定 | 桶体温度变送器铭牌标识的量程下限 | 选配(0~150℃)温度变送器 |
| PHD温度上限标定 | PHD温度变送器铭牌标识的量程上限 | 选配(0~150℃)温度变送器 |
| PHD温度下限标定 | PHD温度变送器铭牌标识的量程下限 | 选配(0~150℃)温度变送器 |
| 主蒸汽压力上限标定 | 主蒸汽压力变送器铭牌标识的量程上限 | 选配(-1~3bar)压力变送器 |
| 主蒸汽压力下限标定 | 主蒸汽压力变送器铭牌标识的量程下限 | 选配(-1~3bar)压力变送器 |
| 压缩气压力上限标定 | 压缩气压力变送器铭牌标识的量程上限 | 选配(-1~9bar)压力变送器 |
| 压缩气压力下限标定 | 压缩气压力变送器铭牌标识的量程下限 | 选配(-1~9bar)压力变送器 |
| 主轴频率上限标定 | 主轴变频器的控制频率量程上限 | 选配主轴变频器装置 |
| 主轴频率下限标定 | 主轴变频器的控制频率量程下限 | 选配主轴变频器装置 |
| 主轴电流上限标定 | 主轴变频器的控制电流量程上限 | 选配主轴变频器装置 |
| 主轴电流下限标定 | 主轴变频器的控制电流量程下限 | 选配主轴变频器装置 |
| 称重仪表上限标定 | 称重仪表的最大量程 | 选配珠海志美PD650的4~20ma信号 |
| 称重仪表下限标定 | 称重仪表的最下量程(默认0.0kg) | 选配珠海志美PD650的4~20ma信号 |
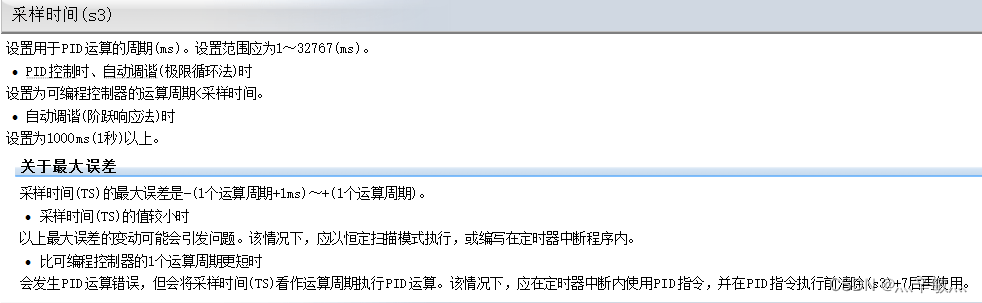
6.PID参数
PID波形调整
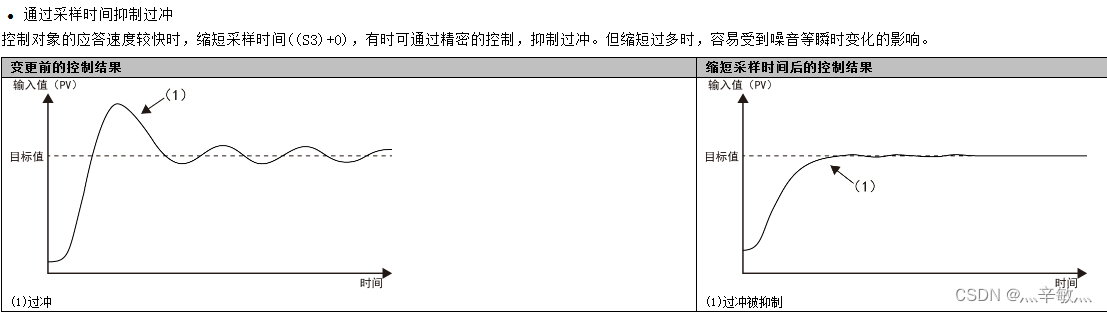
1)采样时间
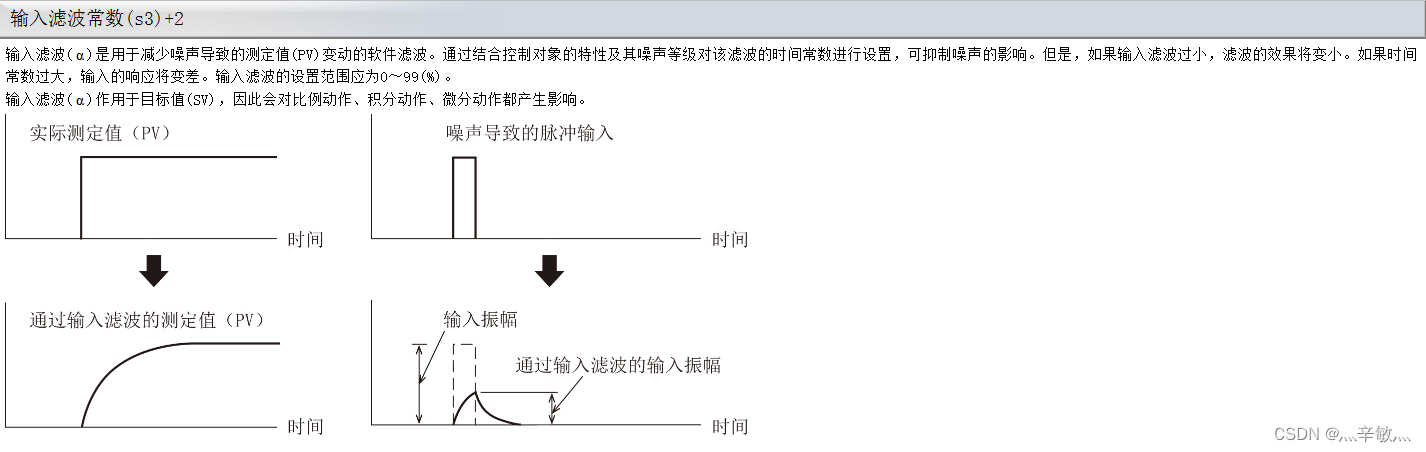
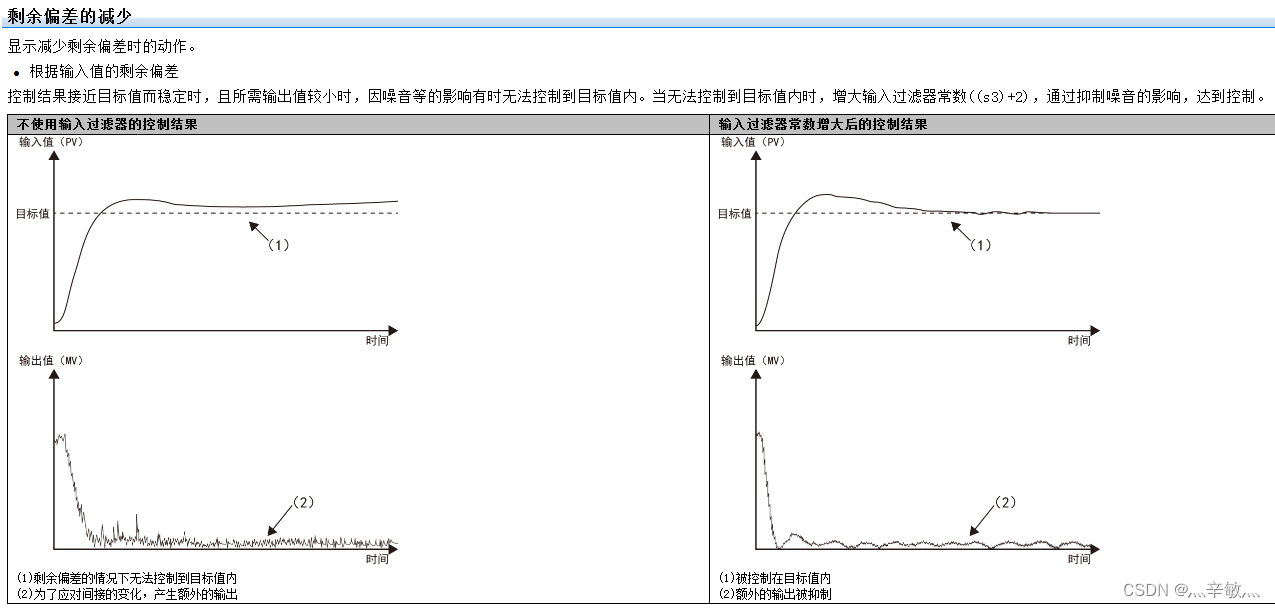
2)滤波常数
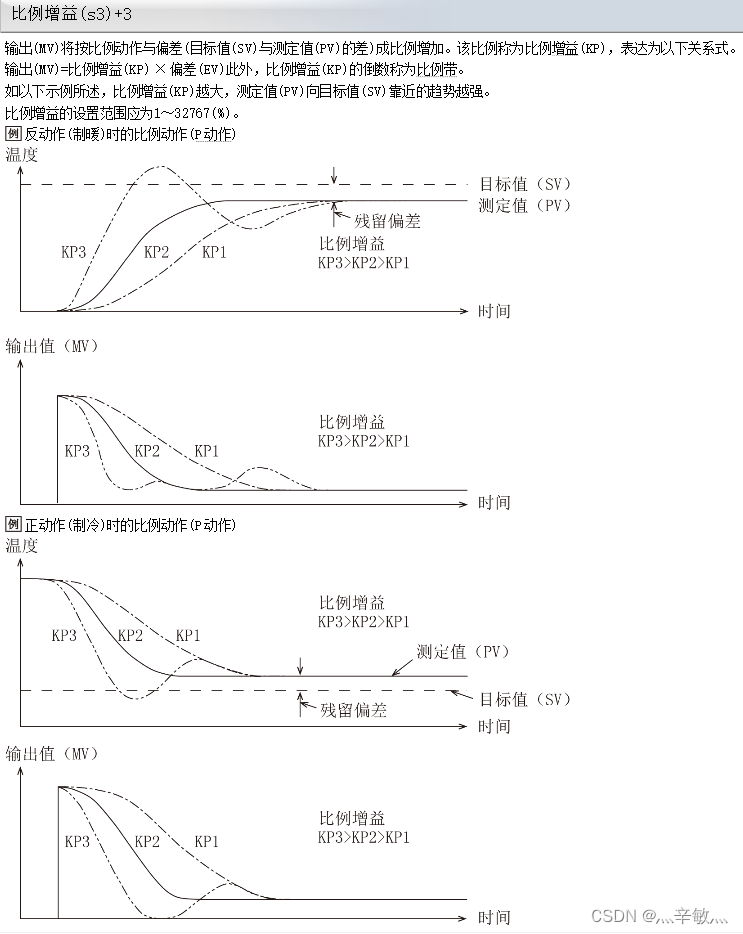
3)比例增益
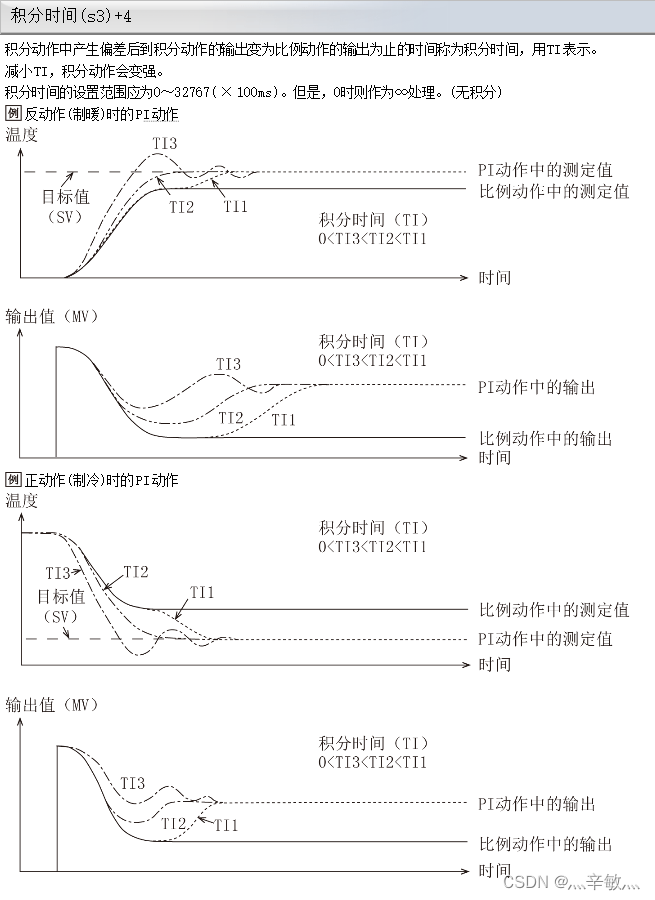
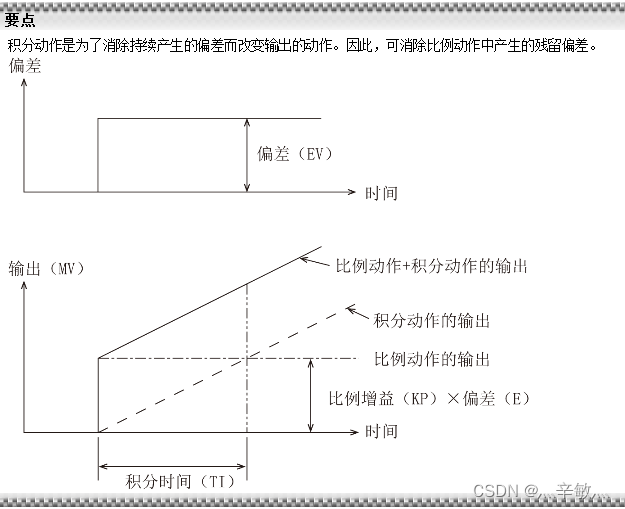
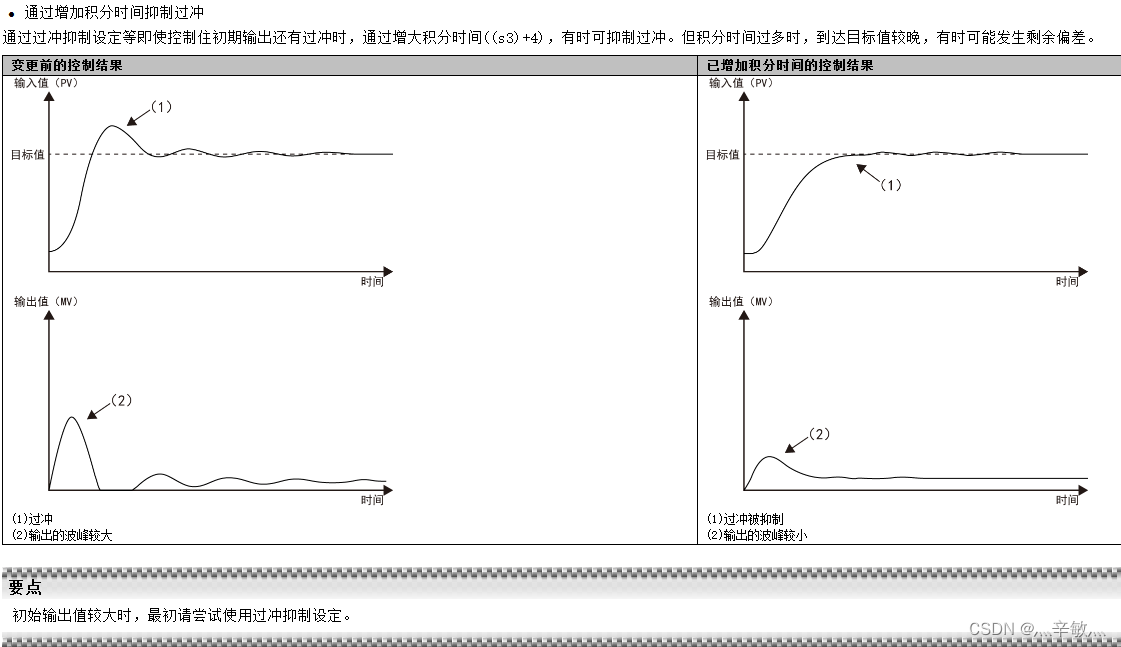
4)积分时间
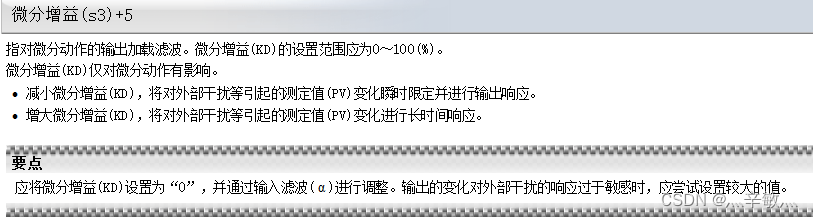
5)微分增益
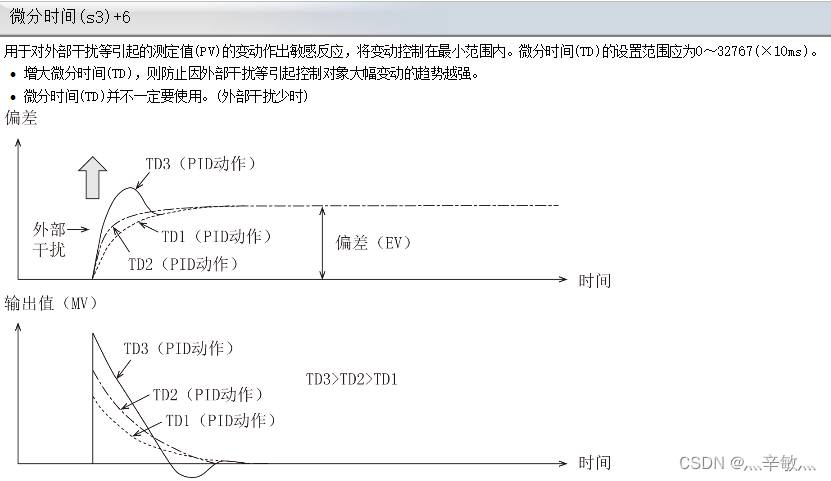
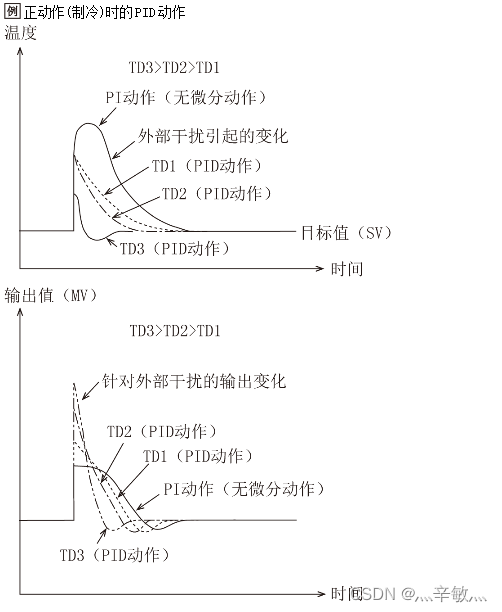
6)微分时间

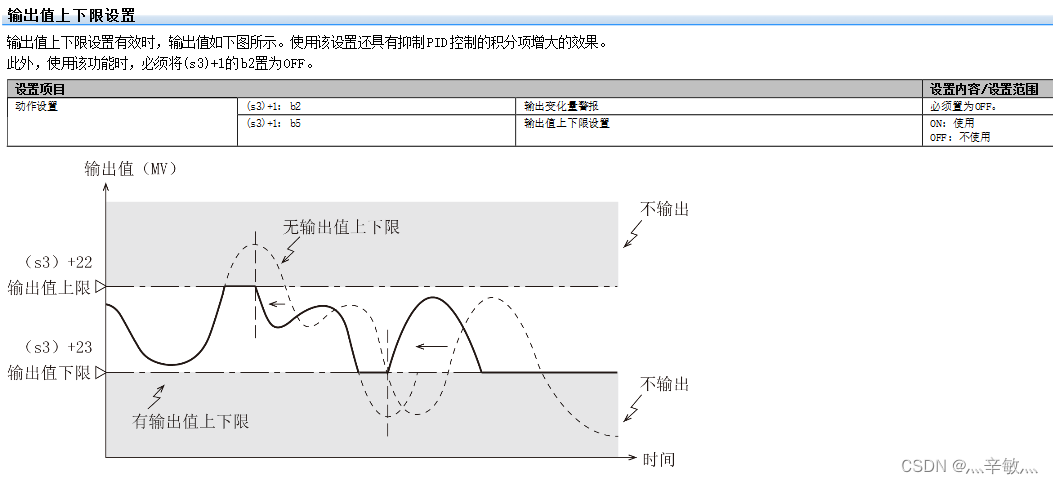
7)输出值上下限设置
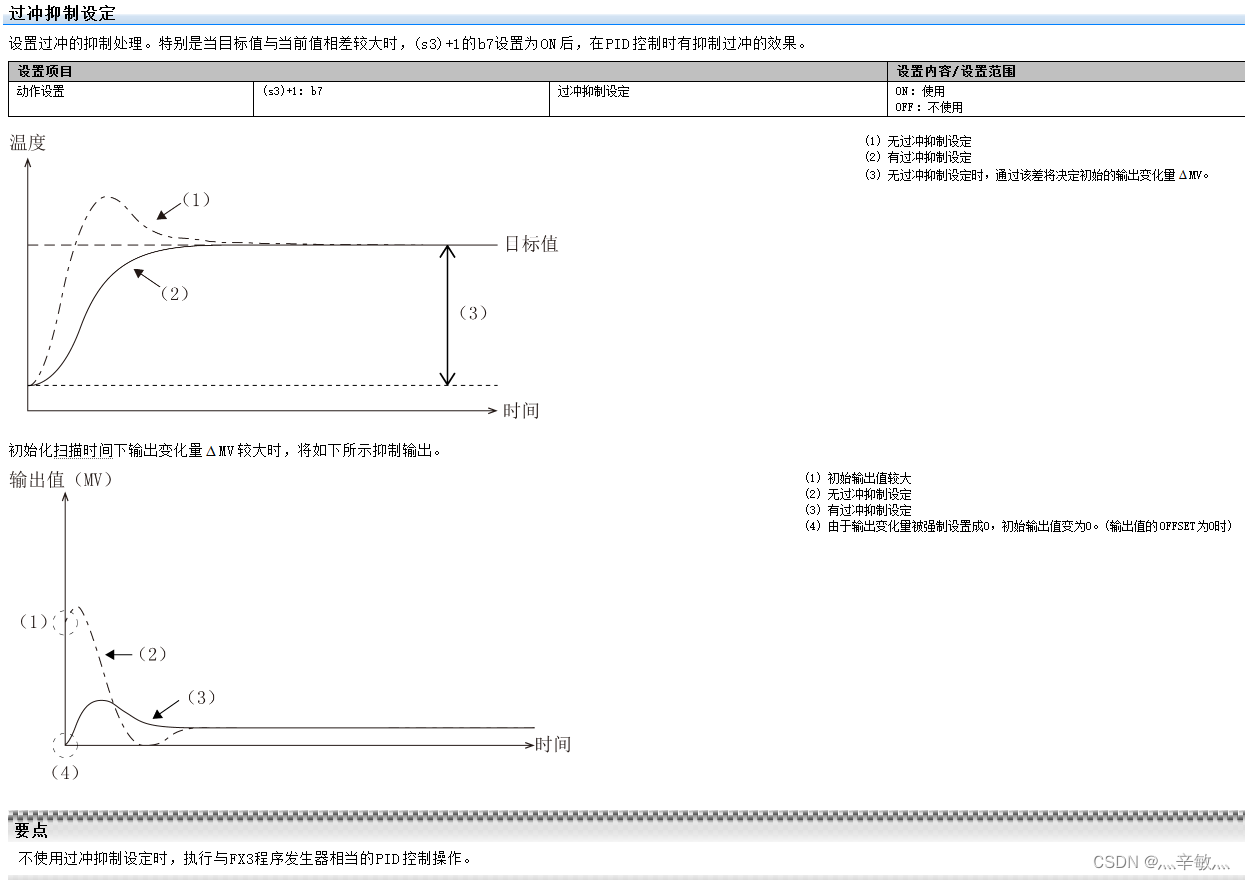
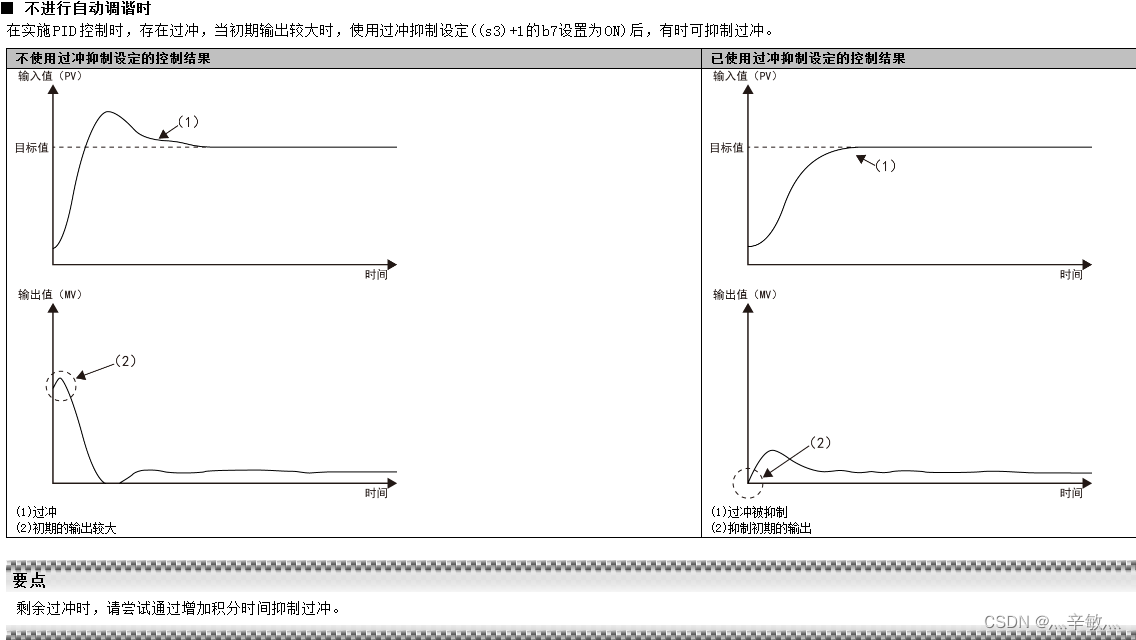
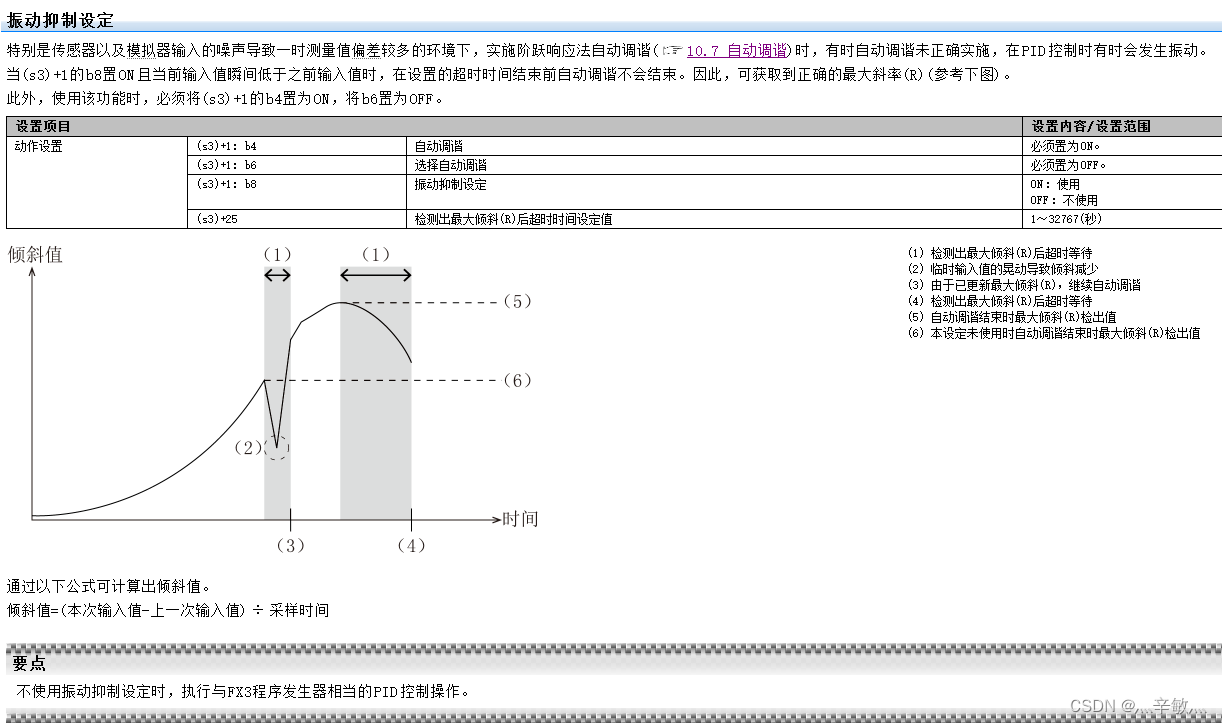
8)过冲抑制设定
9)振动抑制设定
恒压控制
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 比例增益(KP) | 1~32767[%] | 选配宝德蒸汽比例阀 |
| 积分时间(TI) | 0~32767[×100ms] | 选配宝德蒸汽比例阀 |
| 微分时间(TD) | 0~32767[×10ms] | 选配宝德蒸汽比例阀 |
| 微分增益(KD) | 0~100[%] | 选配宝德蒸汽比例阀 |
| 采样时间(TS) | 1~32767[ms] | 选配宝德蒸汽比例阀 |
| 输出上限设定值 | 输出值(MV)的最大输出值(ULV)设置 | 选配宝德蒸汽比例阀 |
| 输出下限设定值 | 输出值(MV)的最小输出值(LLV)设置 | 选配宝德蒸汽比例阀 |
| 滤波常数(α) | 0~99[%] | 选配宝德蒸汽比例阀 |
| 参数代码 | 标准、过冲抑制、振动抑制、过冲抑制+振动抑制 | 选配宝德蒸汽比例阀 |
恒温控制
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 比例增益(KP) | 1~32767[%] | 选配宝德蒸汽比例阀、空气比例阀 |
| 积分时间(TI) | 0~32767[×100ms] | 选配宝德蒸汽比例阀、空气比例阀 |
| 微分时间(TD) | 0~32767[×10ms] | 选配宝德蒸汽比例阀、空气比例阀 |
| 微分增益(KD) | 0~100[%] | 选配宝德蒸汽比例阀、空气比例阀 |
| 采样时间(TS) | 1~32767[ms] | 选配宝德蒸汽比例阀、空气比例阀 |
| 输出上限设定值 | 输出值(MV)的最大输出值(ULV)设置 | 选配宝德蒸汽比例阀、空气比例阀 |
| 输出下限设定值 | 输出值(MV)的最小输出值(LLV)设置 | 选配宝德蒸汽比例阀、空气比例阀 |
| 滤波常数(α) | 0~99[%] | 选配宝德蒸汽比例阀、空气比例阀 |
| 参数代码 | 标准、过冲抑制、振动抑制、过冲抑制+振动抑制 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM1 | 第1段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM2 | 第2段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM3 | 第3段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM4 | 第4段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM5 | 第5段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM6 | 第6段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM7 | 第7段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM8 | 第8段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
| STEM9 | 第9段温度范围内,蒸汽比例阀固定开度 | 选配宝德蒸汽比例阀、空气比例阀 |
7.模块配置
模块配置图
-
主机通道图
-
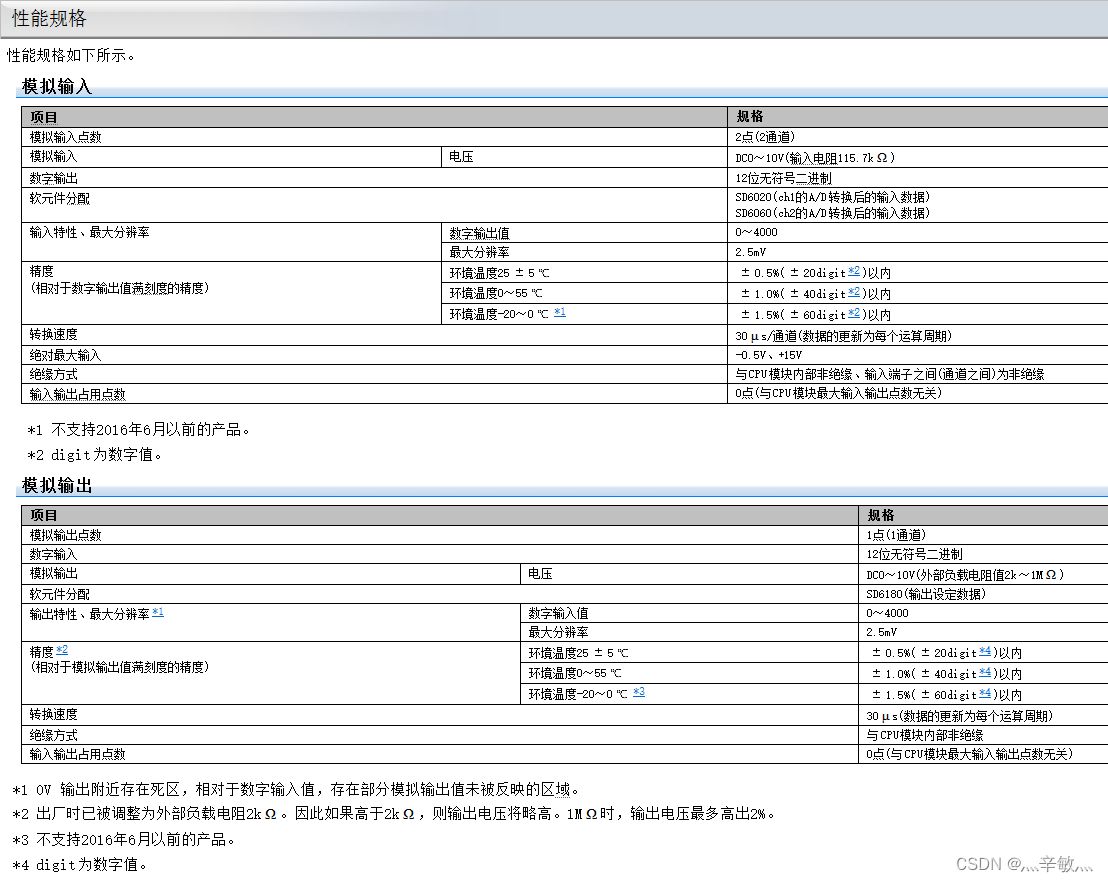
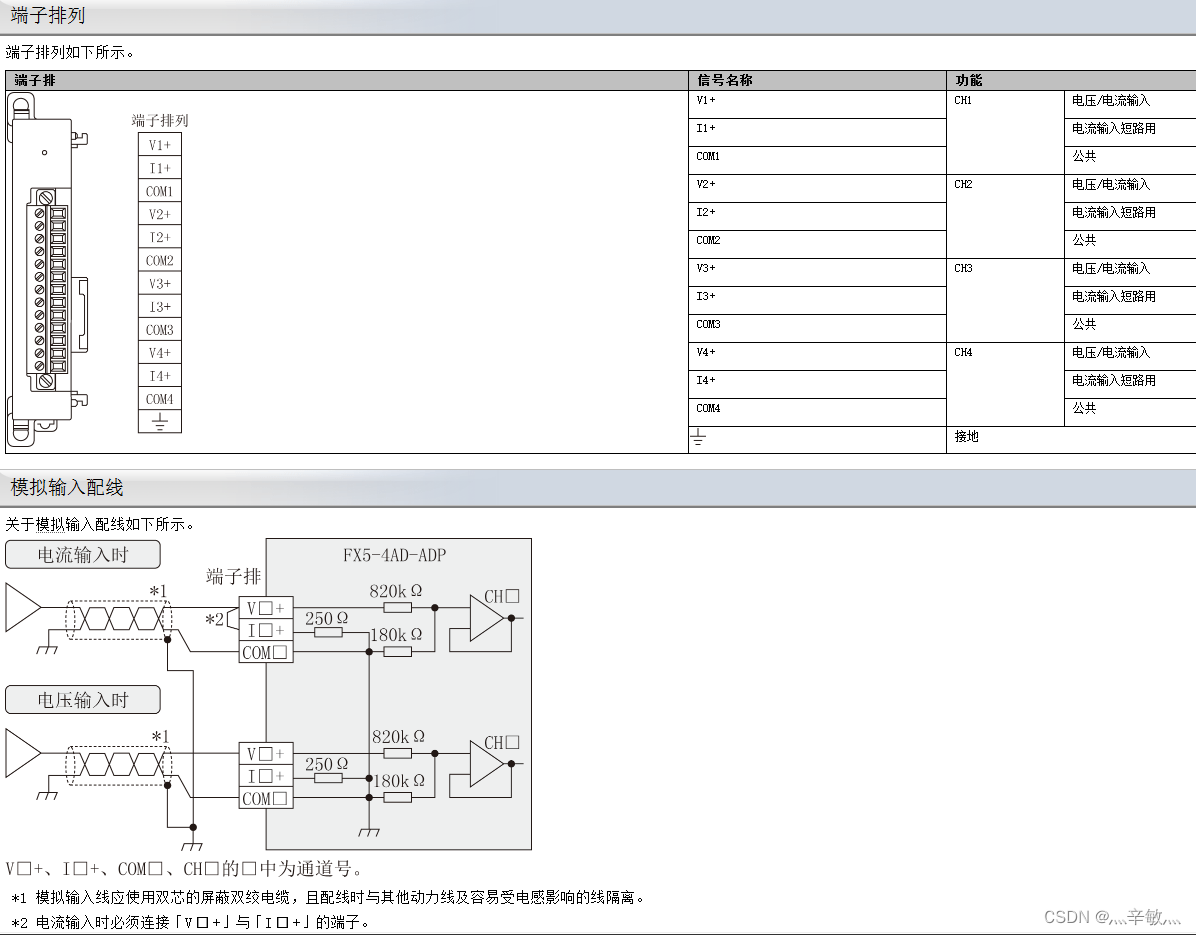
FX5-4AD-ADP模块通道图
-
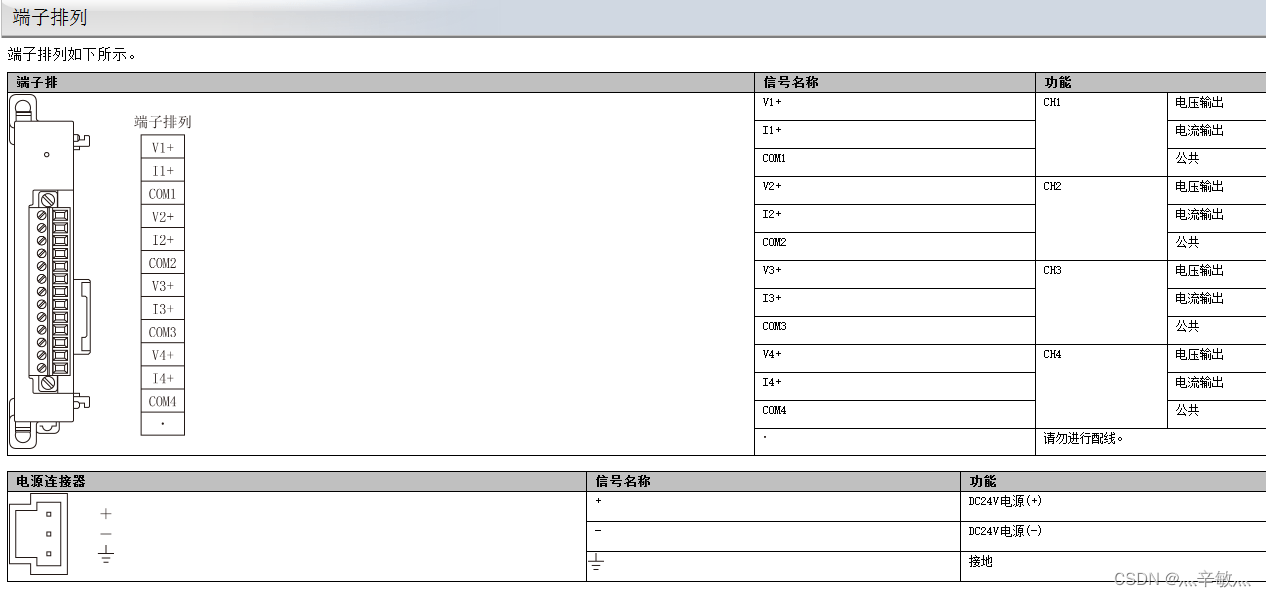
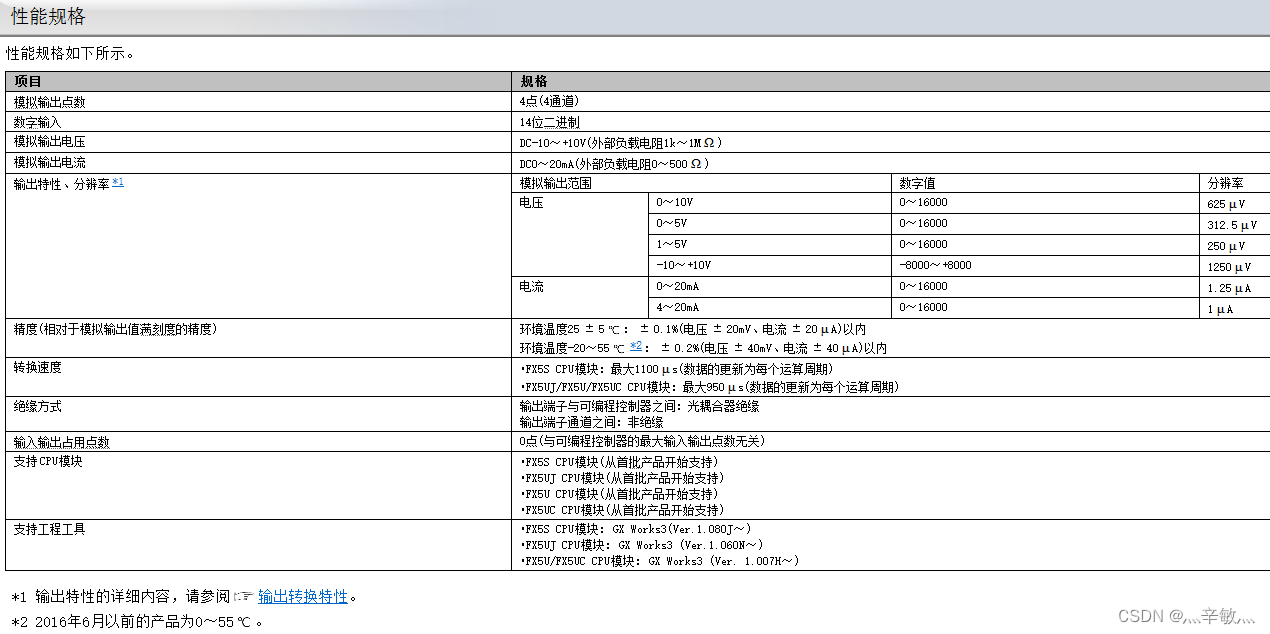
FX5-4DA-ADP模块通道图
-
系统配置
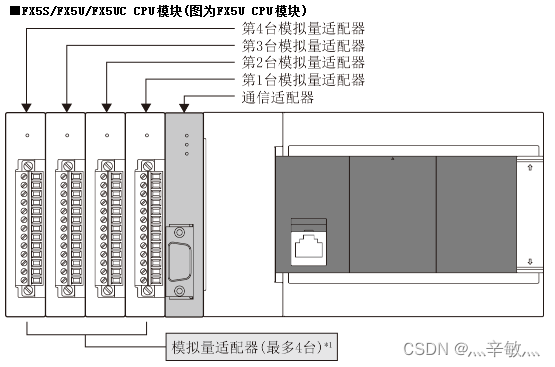
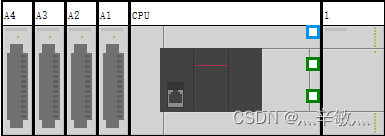
| 模块名称 | 说明 | 信号 | 数值 |
|---|---|---|---|
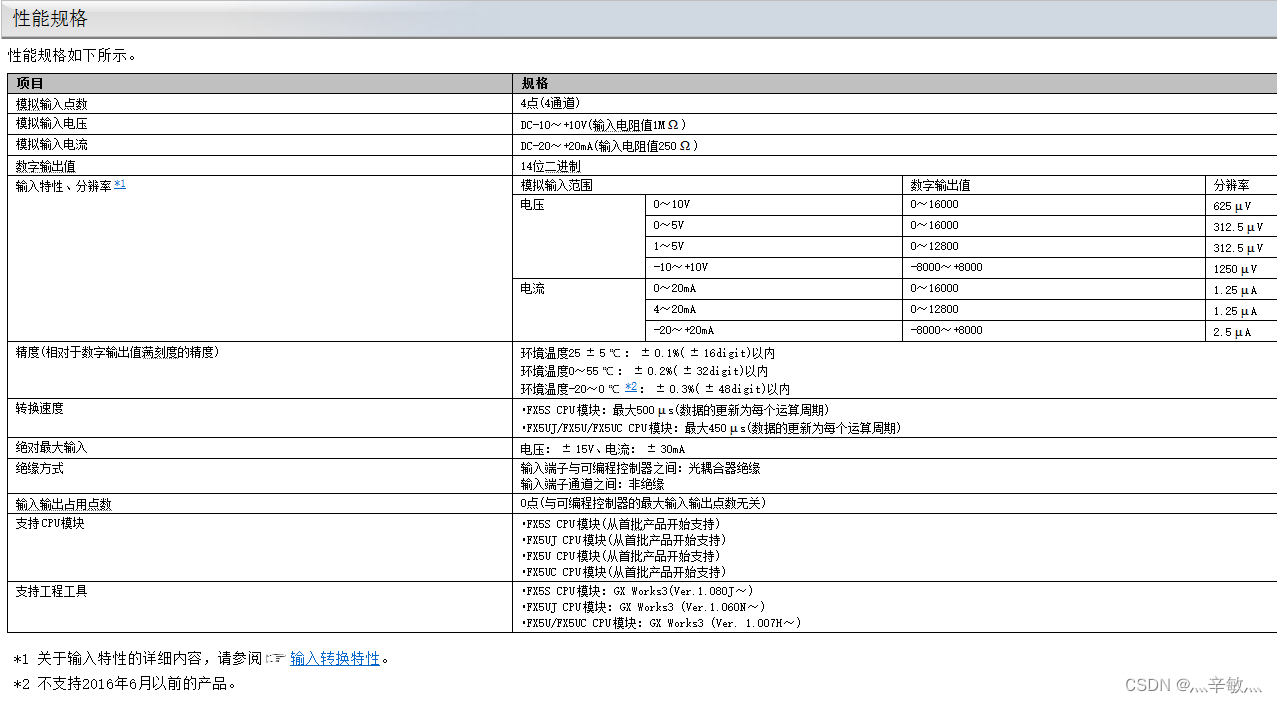
| A4(4AD) | 4AD模块,通道从上往下编号:13、14、15、16 | 4~20ma输入 | 0~12800 |
| A3(4DA) | 4DA模块,通道从上往下编号:9、10、11、12 | 4~20ma输出 | 0~16000 |
| A2(4AD) | 4AD模块,通道从上往下编号:5、6、7、16 | 4~20ma输入 | 0~12800 |
| A1(4AD) | 4AD模块,通道从上往下编号:1、2、3、4 | 4~20ma输入 | 0~12800 |
| CPU | 通道从左往右编号:(AD):17、18输入通道;(DA):19输出通道 | 0~10V | 0~4000 |
| 1 | 16点输出模块 | NPN晶体管 |
模块配置第一页
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 桶体温度通道 | 检测桶体温度的变送器,连接到控制器的通道 | 选配(0~150℃)温度变送器 |
| 管道温度通道 | 检测管道温度的变送器,连接到控制器的通道 | 选配(0~150℃)温度变送器 |
| 蒸汽比例阀反馈通道 | 检测蒸汽比例阀实际开度,连接到控制器的通道 | 选配宝德比例阀 |
| 压缩气比例阀反馈通道 | 检测压缩气比例阀实际开度,连接到控制器的通道 | 选配宝德比例阀 |
| 主蒸汽压力通道 | 检测主蒸汽减压阀后压力的变送器,连接到控制器的通道 | 选配(-1~3Bar)压力变送器 |
| 蒸汽比例阀输出通道 | 控制蒸汽比例阀开度,连接到控制器的通道 | 选配宝德比例阀 |
| 排气比例阀输出通道 | 控制排气比例阀开度,连接到控制器的通道 | 选配宝德比例阀 |
| 料筒加压通道 | 控制料筒压力的SMC比例阀,连接到控制器的通道 | 75PP机器使用的功能 |
| 桶体压力通道 | 检测桶体压力的变送器,连接到控制器的通道 | 选配(-1~3Bar)压力变送器 |
| 管道压力通道 | 检测主管道压力的变送器,连接到控制器的通道 | 选配(-1~3Bar)压力变送器 |
| 排气比例阀反馈通道 | 检测排气比例阀实际开度,连接到控制器的通道 | 选配宝德比例阀 |
| 主轴电流检测通道 | 检测主轴变频器电流的反馈,连接到控制器的通道 | 选配主轴变频器 |
| 压缩气压力通道 | 检测系统入口压缩空气压力的变送器,连接到控制器的通道 | 选配(-1~9Bar)压力变送器 |
| 压缩气比例阀输出通道 | 控制压缩气比例阀开度,连接到控制器的通道 | 选配宝德比例阀 |
| 主轴频率输出通道 | 控制主轴变频器的频率输出,连接到控制器的通道 | 选配主轴变频器 |
模块配置第二页
- 画面显示

| 名称 | 说明 | 选配说明 |
|---|---|---|
| 选择料斗上料方式 | 真空上料、螺杆上料 | |
| 是否有DWS装置 | 是否开启DWS装置 | |
| 是否有地上称重装置 | 是否开启地上EPS原料称重的装置 | |
| 是否有负压吸料 | 通过管道确定是否配置送风风机进风口的吸风阀 | |
| 是否有原料称重装置 | 是否开启EPS原料称重装置 | |
| 是否有二次发泡装置 | 是否开启二次发泡装置 | |
| 称重仪表通讯方式 | 4~20ma、带通讯 | 带通讯(珠海志美PD650带485通讯),4~20ma(绑定到压缩气比例阀反馈通道) |
| 是否有桶体温度变送器 | 是否配置桶体温度变送器 | |
| 是否有安全么接近开关 | 是否配置检修安全门的接近开关 | |
| 使用排气阀控制压力 | 是否在加热过程中,通过排气阀控制桶内压力发泡 | |
| 是否预热后打开出料门 | 预热过程中是否在出料流程打开出料门 | |
| 蒸汽阀选择 | 宝德比例阀、ASCO比例阀 | |
| 是否有真空冷却装置 | 是否配置真空冷却阀门 | |
| 机型选择 | SPJ130~180、SPJ50、SPJ75PP |
五、IO管理
1.输出
第一页
- 画面显示

| 点 | 名称 | 说明 | 选配说明 |
|---|---|---|---|
| Y0 | 上放料阀 | 称重EPS原料斗的放料阀门 | |
| Y1 | 称重快放 | 快速称重EPS原料到称重料斗 | |
| Y2 | 称重慢放 | 慢速称重EPS原料到称重料斗 | |
| Y3 | 入料清扫 | 二次料斗料仓料位检测,检测到延时停止二次上料电机 | |
| Y4 | 下放料阀 | EPS原料进入桶内的阀门 | |
| Y5 | 进风阀 | 顶部送风风机,送风口连接桶内的阀门 | |
| Y6 | 传感气清扫 | 料位传感器清扫,照明灯清扫 | |
| Y7 | 运行灯 | 设备运行灯 | |
| Y10 | 大排气 | 顶部大排气阀 | |
| Y11 | 排气阀1 | 顶部排气旁通阀1 | |
| Y12 | 排气阀2 | 顶部排气旁通阀2 | |
| Y13 | 吸风阀 | 桶体顶部送风风机进风口阀门 | 选配吸风阀管道装置 |
| Y14 | *桶体清扫 | 桶内进入压缩空气,在发料异常时打开阀门(常闭) | |
| Y15 | 管道排水 | 管道排水阀门 | |
| Y16 | 桶体排水 | 桶体排水阀门 | |
| Y17 | 蒸汽副阀 | 蒸汽副管道阀门 | |
| Y20 | 温度调节 | 蒸汽主管道阀门 | |
| Y21 | 出料口清扫 | 清扫出料阀门 | |
| Y22 | 压缩气1 | 连接桶内的压缩空气1阀门,主要在加热时使用 | 定制管道装置 |
| Y23 | 压缩气2 | 连接桶内的压缩空气2阀门,主要在加热时使用 | 定制管道装置 |
| Y24 | *出料阀门 | 出料阀门(常闭) | |
| Y25 | *底部清扫 | 桶体底部进入压缩空气(常闭) | |
| Y26 | 报警灯 | 设备报警灯 | |
| Y27 | 传输风机 | EPS原料在地上称重完成后,传输到机器顶部料斗的电机 | 选配地上称重装置 |
| Y30 | 搅拌电机 | 桶体内部的主轴电机 | |
| Y31 | 上料电机 | EPS原料传输到机器顶部料斗的上料电机 | |
| Y32 | 震动电机 | 流化床尾部的震动电机或者连接流化床清扫阀门 | |
| Y33 | 送料风机 | 连接料仓的送料风机 | |
| Y34 | 破碎电机 | 流化床尾部的EPS破碎电机 | |
| Y35 | 干燥电机 | 流化床头部的EPS干燥风机 | |
| Y36 | 翻板电机 | 定量送料到料仓的翻板电机 | |
| Y37 | 送风风机 | 桶体内送料到流化床的送风风机 | |
| Y40 | 粉碎电机 | 流化床尾部的粉碎电机 | |
| Y41 | 料斗上料 | DWS采样检测完成的光电开关 | 选配真空上料装置 |
| Y42 | 料斗吸风 | DWS测量斗顶部刮平气缸退到位检测 | 50机器使用的功能 |
| Y43 | 排风阀 | DWS测量斗顶部刮平气缸进到位检测 | 50机器使用的功能 |
| Y44 | 料斗加压 | DWS测量斗底部关气缸退到位检测 | 50机器使用的功能 |
| Y45 | 吸料阀 | DWS测量斗底部关气缸进到位检测 | 50机器使用的功能 |
| Y46 | 上料传输 | DWS测量斗底部开气缸退到位检测 | 选配密度称重装置 |
| Y47 | 料斗抽风阀 | DWS测量斗底部开气缸进到位检测 | 选配真空上料装置 |
第二页
- 画面显示

| 点 | 名称 | 说明 | 选配说明 |
|---|---|---|---|
| Y50 | DWS刮平气缸 | DWS称重料斗刮平顶部刮板 | 选配密度称重装置 |
| Y51 | DWS升降气缸 | DWS玻璃罩打开升降气缸,使得进入到称重料斗 | 选配密度称重装置 |
| Y52 | DWS料斗关 | DWS称重料斗关闭底部抽板 | 选配密度称重装置 |
| Y53 | DWS料斗开 | DWS称重料斗打开底部抽板 | 选配密度称重装置 |
| Y54 | DWS吸料开关 | 连接DWS装置跟主送料管道的阀门 | 选配密度称重装置 |
| Y55 | DWS放样清扫 | 清扫DWS采样玻璃斗的阀门,可作为快速放样气缸 | 选配密度称重装置 |
| Y56 | DWS料斗清扫 | DWS称重测量完成以后,清扫测量斗的阀门 | 选配密度称重装置 |
| Y57 | DWS真空吸料 | 连接DWS装置跟真空主管道的阀门 | 选配密度称重装置 |
| Y60 | DWS吸料管回吹 | 回吹DWS装置连接主送料管道余留料的阀门 | 选配密度称重装置 |
| Y61 | DWS回样阀 | DWS测量完成后,余留EPS回到主送料管的阀门 | 选配密度称重装置 |
| Y62 | DWS取样电机 | DWS取样到检测斗的电机 | 选配密度称重装置 |
| Y63 | 真空总阀 | 中央真空连通桶内的阀门 | 选配真空冷却装置(此功能待测试) |
| Y64 | 真空排气 | 解除桶内真空负压力的阀门 | 选配真空冷却装置(此功能待测试) |
| Y65 | 二次入料阀 | 二次EPS原料进入桶内的阀门 | 选配二次发泡装置 |
| Y66 | 二次翻板电机 | 二次EPS计量的翻板电机 | 选配二次发泡装置 |
| Y67 | 二次上料电机 | 给二次料仓运输二次EPS原料的电机 | 选配二次发泡装置 |
| 按钮名称 | 说明 | 选配说明 |
|---|---|---|
| 蒸汽比例阀 | 设定蒸汽比例阀开度0%~100%,根据设定开度开启比例阀 | 选配宝德蒸汽比例阀 |
| 空气比例阀 | 设定空气比例阀开度0%~100%,根据设定开度开启比例阀 | 选配宝德空气比例阀 |
| 排气比例阀 | 设定排气比例阀开度0%~100%,根据设定开度开启比例阀 | 选配宝德排气比例阀 |
| 入料桶比例阀 | 入料桶设定加压压力 | 75PP机器使用的功能 |
2.输入
- 画面显示

| 点 | 名称 | 说明 | 选配说明 |
|---|---|---|---|
| X0 | 出料电流保护值 | 主轴电流检测超过下限时,从加热流程跳转到稳定减压 | 选配主轴检测电流标 |
| X1 | 最大电流保护值 | 主轴电流检测 超过上限时,打开出料门,桶内清扫打开避免“结锅” | 选配主轴检测电流标 |
| X2 | 入料完成 | 入料口安装传感器,未检测到时入料完成 | 选配地上称重装置 |
| X3 | 二次料斗上料位 | 二次料斗料仓料位检测,检测到延时停止二次上料电机 | 选配二次发泡装置 |
| X4 | 二次料斗下料位 | 暂无 | 选配二次发泡装置 |
| X5 | 二次上料电机过载 | 二次料仓上料电机过载 | 选配二次发泡装置 |
| X6 | 二次翻板电机过载 | 二次料仓翻板计量电机过载 | 选配二次发泡装置 |
| X7 | 上料风机2过载 | 地上EPS原料称重完成后,上料到顶部料斗的上料风机过载 | 选配地上称重装置 |
| X10 | 手/自动选择 | 手自动切换开关 | |
| X11 | 启动按钮 | 启动设备发泡的按钮 | |
| X12 | 蒸汽停止 | 加热过程中,蒸汽停止按钮按下跳转到蒸汽停止流程,通体内不进入蒸汽 | |
| X13 | 出料门开到位 | 出料门气缸开到位光电开关检测 | |
| X14 | 出料门关到位 | 出料门气缸关到位光电开关检测 | |
| X15 | 料斗料位上限 | 上料斗料位上限,检测后停止上料电机,停止EPS原料输送 | |
| X16 | 料斗料位下限 | 上料斗料位下限,未检测后启动上料电机,进行EPS原料输送 | |
| X17 | 出料门关到位1 | 出料门气缸1关到位光电开关检测,两个关门气缸时起作用 | |
| X20 | 料桶料位下限 | 桶体内EPS发泡检测的传感器“低料位” | |
| X21 | 料桶料位上限 | 桶体内EPS发泡检测的传感器“高料位” | |
| X22 | 安全门关闭 | 安全门检测关闭的接近开关 | |
| X23 | 桶体限压 | 电接点压力表检测的桶内压力超过最高限值 | 选配电接点压力表 |
| X24 | 桶体加热压力下限 | 电接点压力表检测的桶内压力过低时,关闭大排气增压 | 选配电接点压力表 |
| X25 | 桶体加热压力上限 | 电接点压力表检测的桶内压力过高时,打开大排气降压 | 选配电接点压力表 |
| X26 | 压缩气低 | 电接点压力表检测主管道压缩气体压力过低 | 选配电接点压力表 |
| X27 | 干燥风机过载 | 干燥风机过载保护接触器跳匝 | |
| X30 | 搅拌电机过载 | 主轴电机过载保护接触器跳匝 | |
| X31 | 上料电机过载 | 上料电机过载保护接触器跳匝 | |
| X32 | 震动电机过载 | 震动机过载保护接触器跳匝 | |
| X33 | 送料风机过载 | 送料机过载保护接触器跳匝 | |
| X34 | 破碎电机过载 | 破碎电机过载保护接触器跳匝 | |
| X35 | 翻板电机过载 | 翻板电机过载保护接触器跳匝 | |
| X36 | 送风风机过载 | 送风电机过载保护接触器跳匝 | |
| X37 | 粉碎电机过载 | 粉碎电机过载保护接触器跳匝 | |
| X40 | DWS采样电机过载 | DWS采样电机过载保护接触器跳匝 | 选配密度采样装置 |
| X41 | DWS密度料位检测 | DWS采样检测完成的光电开关 | 选配密度采样装置 |
| X42 | DWS刮平气缸退到位 | DWS测量斗顶部刮平气缸退到位检测 | 选配密度采样装置 |
| X43 | DWS刮平气缸进到位 | DWS测量斗顶部刮平气缸进到位检测 | 选配密度采样装置 |
| X44 | DWS料斗关气缸退到位 | DWS测量斗底部关气缸退到位检测 | 选配密度采样装置 |
| X45 | DWS料斗关气缸进到位 | DWS测量斗底部关气缸进到位检测 | 选配密度采样装置 |
| X46 | DWS料斗开气缸退到位 | DWS测量斗底部开气缸退到位检测 | 选配密度采样装置 |
| X47 | DWS料斗开气缸进到位 | DWS测量斗底部开气缸进到位检测 | 选配密度采样装置 |
六、电机管理
- 画面显示

| 按钮名称 | 说明 |
|---|---|
| 搅拌电机 | 桶体内部的主轴电机 |
| 震动电机 | 流化床尾部的震动电机或者连接流化床清扫阀门 |
| 送料风机 | 连接料仓的送料风机 |
| 破碎电机 | 流化床尾部的EPS破碎电机 |
| 干燥风机 |
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











