






目 录
摘 要 1
Abstract 2
1 绪论 3
1.1 冲压的概念、特点及应用 3
1.2 冲压的基本工序及模具 4
2 拉深工件分析 5
2.1 工件材料分析 5
2.2 工件工艺结构性分析 5
3工艺方案确定 6
3.1 计算毛坯尺寸 6
3.1.1确定修编余量 6
3.1.2零件的坯料尺寸计算: 6
3.2 拉深次数计算 6
3.3拉深高度计算 8
3.4冲裁工艺方法的选择 8
4 模具总体选择 10
4.1 模具类型的选择 10
4.2 定位方式的选择 10
4.3 送料方式的确定 10
4.4 出件方式的确定 10
4.5模架结构和导向装置的选择 10
5 工艺参数计算 12
5.1排样方法与原则 12
5.2 确定搭边值 12
5.2 条料宽度和步距计算 13
5.3 材料利用率计算 15
5.4 冲压力计算 16
5.4.1冲裁力计算 16
5.4.2卸料力、推件力、顶件力计算 16
5.4.3拉深力计算 17
5.4.4总冲压力计算 18
5.5 初选压力机 18
5.6压力中心的确定 18
6 模具工作零件尺寸及公差值的计算 19
6.1落料凸凹模刃口尺寸及公差值计算 19
6.1.1冲裁间隙的确定 19
6.1.1落料凸、凹模刃口尺寸计算 20
6.2拉深凸凹模尺寸及公差值计算 23
6.2.1拉深凹模圆角半径计算 23
6.2.2拉深凹模圆角半径计算 24
7 模具零件的设计 26
7.1 模具结构形式的选择 26
7.2 凸、凸凹模设计 28
7.3 卸料板的设计 29
7.4 固定板的设计 29
7.5 垫板的设计 30
7.6 模架的选择 30
8 冲压设备的校核与选定 31
8.1 冲压设备的校核 31
8.2压力机的选择 31
结 论 32
致 谢 33
参考文献 34
1.2 冲压的基本工序及模具
由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。概括起来,可分为分离工序和成形工序两大类;分离工序是指使坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲裁件)的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。
上述两类工序,按基本变形方式不同又可分为冲裁、弯曲、拉深和成形四种基本工序,每种基本工序还包含有多种单一工序。
在实际生产中,当冲压件的生产批量较大、尺寸较少而公差要求较小时,若用分散的单一工序来冲压是不经济甚至难于达到要求。这时在工艺上多采用集中的方案,即把两种或两种以上的单一工序集中在一副模具内完成,称为组合的方法不同,又可将其分为复合-级进和复合-级进三种组合方式。
复合冲压——在压力机的一次工作行程中,在模具的同一工位上同时完成两种或两种以上不同单一工序的一种组合方法式。
级进冲压——在压力机上的一次工作行程中,按照一定的顺序在同一模具的不同工位上完面两种或两种以上不同单一工序的一种组合方式。
复合-级进——在一副冲模上包含复合和级进两种方式的组合工序。
冲模的结构类型也很多。通常按工序性质可分为冲裁模、弯曲模、拉深模和成形模等;按工序的组合方式可分为单工序模、复合模和级进模等。但不论何种类型的冲模,都可看成是由上模和下模两部分组成,上模被固定在压力机工作台或垫板上,是冲模的固定部分。工作时,坯料在下模面上通过定位零件定位,压力机滑块带动上模下压,在模具工作零件(即凸模、凹模)的作用下坯料便产生分离或塑性变形,从而获得所需形状与尺寸的冲件。上模回升时,模具的卸料与出件装置将冲件或废料从凸、凹模上卸下或推、顶出来,以便进行下一次冲压循环。
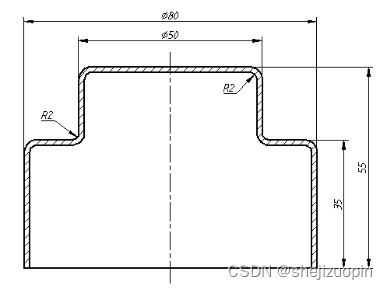
2 拉深工件分析
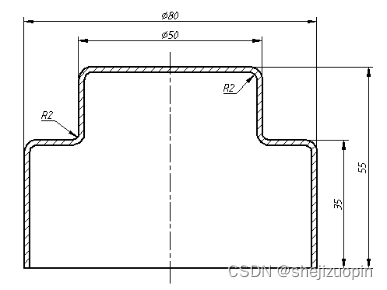
图1-1 拉深件工件图
2.1 工件材料分析
材料名称:Q235A
抗剪强度:210~380MPa
抗拉强度:440~470Mpa
伸长率: 21~25%
屈服点:240 MPa




































 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











