






以加工M30×1.5的内螺纹和M27×3的外螺纹为例,来介绍内螺纹和外螺纹的铣削加工方法。

一、加工准备
根据通用工艺方法,确定内外螺纹的铣削方法,并根据加工方法准备工量具,编制程序。
二、刀具清单

1、内螺纹的铣削
如下图所示,加工零件图几何中心的M30×1.5的内螺纹。
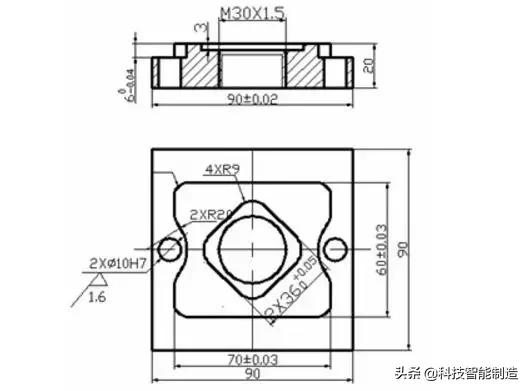
1)工件材料:45钢正火,模锻。90mm×90mm×20mm
2)加工要求:螺纹表面粗糙度值Rp=1.6;牙形角为60度
3)加工中心操作系统:FANUC0I
4)刀具:单齿螺纹铣刀,9齿螺纹梳

以加工M30×1.5的内螺纹和M27×3的外螺纹为例,来介绍内螺纹和外螺纹的铣削加工方法。
一、加工准备
根据通用工艺方法,确定内外螺纹的铣削方法,并根据加工方法准备工量具,编制程序。
二、刀具清单
1、内螺纹的铣削
如下图所示,加工零件图几何中心的M30×1.5的内螺纹。
1)工件材料:45钢正火,模锻。90mm×90mm×20mm
2)加工要求:螺纹表面粗糙度值Rp=1.6;牙形角为60度
3)加工中心操作系统:FANUC0I
4)刀具:单齿螺纹铣刀,9齿螺纹梳











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言




 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 3284
3284





