






铣削工序本质上是一种断续加工过程。这会使切削刃处的温度在高温 (约1000 ℃) 与低温之间不断地波动。
01 切削液的影响
当切削刃切入和切出时,温度变化会加剧。因此,切削刃会受到热冲击和周期性应力,这导致可能产生裂纹,在最坏的情况下可能导致刀具有效寿命过早结束。
切削区域温度越高,就越不适合使用切削液。
在精加工工序中,由于产生的热量减少,因此,使用切削液不会将刀具寿命缩短像在粗加工中那么多。

切削刃上出现热裂纹
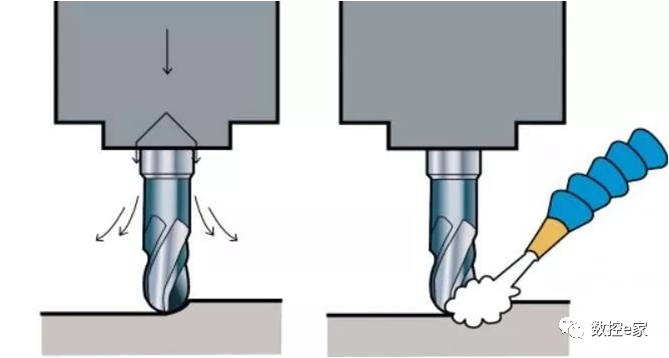
02 干式铣削
干式铣削可延长切削刃的寿命。温度确实会出现变化,但会保持在硬质合金材质的设计范围内。
粗铣工序应始终在不使用切削液的情况下进行。

03 在使用切削液的情况下进行湿式铣削
有一些应使用切削液的例外情况:
1)不锈钢和铝合金精加工 - 用于防止金属微粒粘结到表面结构中 2)以低切削速度铣削高温合金 - 用于对零件进行润滑和冷却 3)铸铁铣削,用于润湿并冲去粉尘,以保护环境和健康并确保零件精度 4)薄壁零件铣削,用于防止几何变形5)加工深型腔时,可使用微量润滑系统 (即含有少量专用油的压缩空气) 辅助排屑
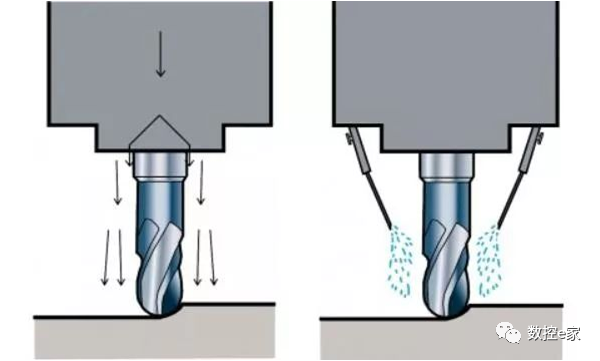
使用压缩空气和油雾
在微量润滑系统中,“油雾”量只有每小时几毫升油,并且通过普通的过滤式通风系统排出。
使用大流量内冷却液和外冷却液
如果必须执行湿式铣削,则应使用足量的切削液。
资料整理不易,如对您有帮助,请分享到您朋友圈,让更多跟您一样爱学
习的朋友一起学习成长


往 期 精 选
47个快捷键、50个CAD技巧,终于知道为什么别人用CAD总比我快了!
CAD技巧 120个 绝对实用
CAD快捷键大全
攻牙底径对照表宏程序-矩形螺旋线
宏程序-极坐标平面螺旋铣
宏程序-铣凸半球
宏程序-螺旋铣键槽
宏程序-飞面
宏程序-可变式G1钻深孔循环
宏程序-G1平面螺旋铣
宏程序-凸圆型腔
宏程序-螺旋铣孔
宏程序-铣斜面
宏程序基础知识之三角函数
宏程序-坐标循环语句运用
宏程序条件转移和循环语句的灵活运用
FANUC自动分中方法-三点找圆心
FANUC PMC通过外部输入自动设定刀补案例
西門子 刀具补偿 及坐标参数说明
FANUC查找PMC [符号&注释] 的小技巧
【软件】FanucMacroHelper宏程序助手下载
有了这个品质提升了好多-宏程序刀具寿命管理
刻字宏程序-日期和时间
探头程序实例操作
雷尼绍测头编程
数控人必知!数控系统参数丢失了就该这样处理!
在数控编程中,常常会遇到撞刀、弹刀、过切、漏加工、多余的加工、空刀过多、提刀过多和刀路凌乱等问题,这些难题该怎么解决呢?
FANUC 各类刀纹调试案例 分享
数控铣床与数控加工中心编程和操作的区别
数控加工中心操机时的四种跳段方式,你知道吗?
人工智能到来,年轻人不好好读书,未来做工人的机会都很难
变态!前苏联曾经有多强大?这些图片连美国都后怕不已!
图档[ 大展宏图]


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









