






 本文详细介绍了FANUC系统中返回参考点的设定方法,包括绝对式和增量式编码器的区别以及手动回零操作步骤。针对绝对式编码器,重点讲述了无挡块设定参考点的过程;而对于增量式编码器,阐述了有挡块参考点的设定,并提供了信号时序图和PMC程序编写参考。
本文详细介绍了FANUC系统中返回参考点的设定方法,包括绝对式和增量式编码器的区别以及手动回零操作步骤。针对绝对式编码器,重点讲述了无挡块设定参考点的过程;而对于增量式编码器,阐述了有挡块参考点的设定,并提供了信号时序图和PMC程序编写参考。
FANUC常用的参考点设定方法介绍
1返回参考点概述
把机械移动到机床的固定点(参考点、原点),使机床位置与CNC的机械坐标位置重合的操作,称为参考点设定。
返回参考点的方式与位置检测器有关:
- 增量式脉冲编码器只能检测CNC电源接通后的移动量。由于CNC电源切断时机械位置会丢失,所以电源重新接通后需进行返回参考点的操作。
- 绝对式脉冲编码器,即使CNC电源切断也仍能用电池工作。只要装机调试时设定好参考点,就不会丢失机械位置,所以可以省去电源接通后返回参考点的操作(该功能需要与专用电池一起使用)。
参考点建立一般使用如下两种方式:
- 使用增量式编码器时:手动有挡块回零方式;
- 使用绝对式编码器时:绝对零点的确认;
2返回参考点的方法设定
下面主要介绍两种最常见的参考点设定方法:
- 无档块设定参考点(绝对式脉冲编码器)
- 有挡块返回参考点(增量式脉冲编码器)
1) 绝对式编码器的零点设定
按照以下顺序,对各轴进行参考点设定
- 确认如下参数:
No.1005#1=1:选择返回参考点方式。0:有挡块。1:无挡块
No.1006#5:选择返回参考点方向。0:正方向,1:负方向
No.1428:每个轴的参考点返回速度
- 在MDI模式下依次按下

、

,输入“1815”,按下

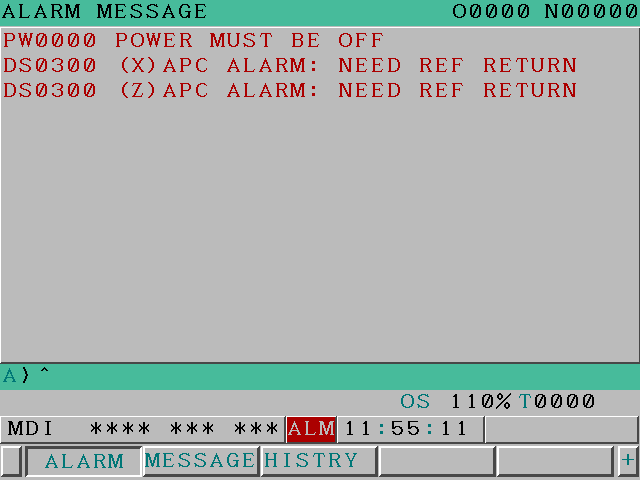
,将参数1815#5改为1。此时系统会出现报警

,切断NC电源后重新启动。
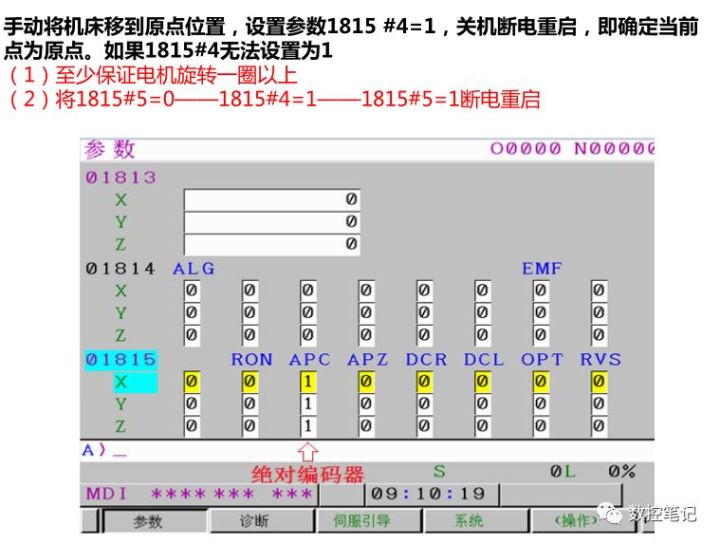
- NC重新上电后会出现报警“DS0300”。将NC调整到“JOG”模式下,将各轴移动到机械零点的位置(请务必保证电机以一定速度能够移动超过一转以上)。
- 在MDI模式下依次按下
、
,输入“1815”,按下
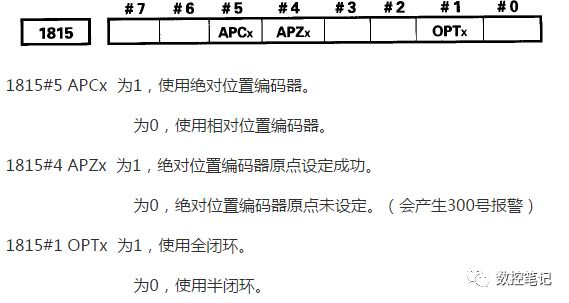
,将参数1815#4改为1。其中:
No.1815#5(APC)=1:使用的编码器为绝对位置编码器;
No.1815#4(APZ)=1:表明机械位置与绝对位置编码器之间的位置对应关系已经建立;
- 切断NC电源重新启动
2) 有挡块参考点的设定(本例按增量式脉冲编码器设定)
按照以下顺序,进行各轴参考点设定。
- 相关参数的设定
设定如下参数:
No.1005设为“00000000”
No.1815设为“00000000”
No.1425设为“200”
No.1006设为“00000000”(本例中按照直线轴设定,默认情况下,轴在脱开挡块后会继续向同一方向回零)。
- 选择JOG方式,使各轴离开参考点一段距离。
- 选择参考点返回方式(ZRN信号为1),选择快速进给倍率100%,并选择相应返回参考点的轴。
- 确认回零方向按下操作面板上对应手动进给的方向键(需要与PMC程序配合使用),使轴向参考点方向以快速进给的速度移动,直到压到减速开关,此时返回参考点减速信号(*DEC1,*DEC2,*DEC3,……)从1变为0时,轴以参数No.1425设定的FL速度(200mm/min)继续向前移动,之后脱开减速开关,轴停在脱开减速开关后的第一个栅格边界处。
- 确认已经到位后,参考点返回信号(ZP1,ZP2,ZP3,……)和参考点建立信号(ZRF1,ZRF2,ZRF3,……)变为“1”。参考点返回指示灯亮(需要与PMC程序配合使用),参考点建立。
3) 手动返回参考点方式的信号时序图如下,请按照此图中信号变化编写相应的PMC程序。

相关链接:
【视频】FANUC系统机床参考点的建立与调整
数控机床回参考点故障案例(增量式)
什么是无挡块回参考点?300号报警怎么消除?
机床原点、机床坐标系和机床参考点,怎么区分?
FANUC/兄弟/三菱/新代数控系统原点设定方法
为什么增量式编码器机床开机需回参考点?机床厂怎么设置参考点?
FANUC原点设定方法
FANUC系统使用绝对编码器时,在提示电池电压低未及时更换新电池时 就会造成原点丢失,必须重新设定原点;
1:如何区分绝对位置编码器和相对位置编码器(增量位置编码器)?
1>查看编码器型号里面字母是I 还是A ,
I 是increase的缩写,A是absolute的缩写。
2>所有的βi电机的编码器都是绝对的.
3>绝对位置编码器可以代替增量位置编码器。



2:设定原点步骤
使用绝对位置检测器时,在进行第 1 次调节时或更换绝对位置检测器时,务须将其设定为 0,再次通电后,通过执行手动返回参考点等操作进行绝对位置检测器的原点设定。由此,完成机械位置与绝对位置检测器之间的位置对应,此参数即被自动设定为 1。
3:原点设定失败原因
1>把电机旋转1圈左右,重新设定。
2>编码器线无6V电线,或者线破损。
3>编码器坏。
转载:数控驿站http://www.sk1z.com


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









