







这期是一场关于压铸件如何保证两平面的平行度的讨论,来看用户们的讨论。
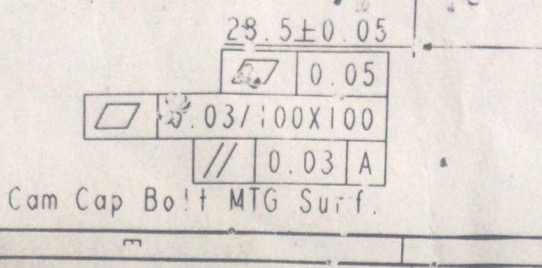
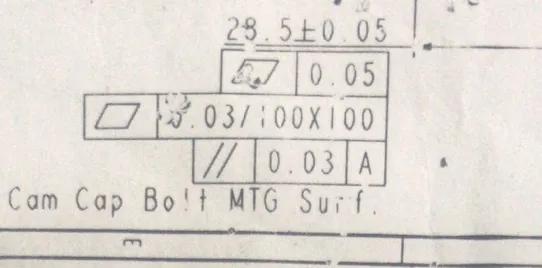
群友 Be happy:A基准面平面度0.032,F基准平面度0.028,F基准相对A基准平行度0,.07,要求0.03的平行度,这是什么原因造成的?
群友 人生如若初见时:加工基准一样么?
群友 Be happy:铝合金铣削加工,以A基准固定加工的F基准。
群友 leozi:啥机床啊,分粗精了吗?
群友 Be happy:粗精留了0.15的加工余量,威亚f500加工中心,D40可调面铣刀。现在平面度都可以保证,但是平行度全部超差。
群友 人生如若初见时:先检查加工工艺吧,是否加工基准一样。
群友 leozi:两个面一序同一把刀具加工的?
群友 Be happy:不是,毛坯定位先加工A基准,然后A基准定位加工F基准,F基准到A基准28.5加减0.05的厚度要求,0.03的平行度要求,现在平面度两个面都可以,但平行度不行。
群友 leozi:转序这样正常,夹具弄弄。
群友 Be happy:二序装夹存在变形?
群友 leozi:大概率夹具问题。
群友 准。:转换这么多基准是压铸???
群友 Be happy:好,我检查下支撑面高度,和辅助支撑的支撑变形量。这个产品是压铸件。
群友 准。:做精度高的压铸件最好是先破坏压铸面!再做人工时效!最后精加工!要不然随着做随着变形!
群友 Be happy:我这边有个T5热处理,处理完机加工。
群友 准。:做粗加工!人工时效完再自然时效。压铸件做T5会起泡么?

群友 Be happy:看着没事
群友 准。:你们自己做的压铸。
群友 Be happy:对。
群友 准。:之前给压铸件做过T6!全鼓包了,都没法用了……
群友 leozi:这种件没见过啊。
群友 Be happy:我这边做的是ADC12的。
群友 准。:那你们压铸气孔控制的很好。
群友 Be happy:还可以,压铸那边都是大佬。
群友 准。:压铸后释放应力不是特别明显!试过很多次!还是破坏压铸面以后时效效果更好。
对于这个问题大家都兴趣浓厚,提出了很多处理办法,最终得到解决。如果有更好的解决方法,希望各位夹具大侠们看过后在下方留言。

- End -
出品 | 夹具侠
微信号 | bbRichard2018

















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









