






小编 微信:shukong99999
FANUC 系统可以用程序读取和写入参数,读取用PRM指令,写入用G10指令,除了写参数,G10还有很多其他功能。今天就来总结下:
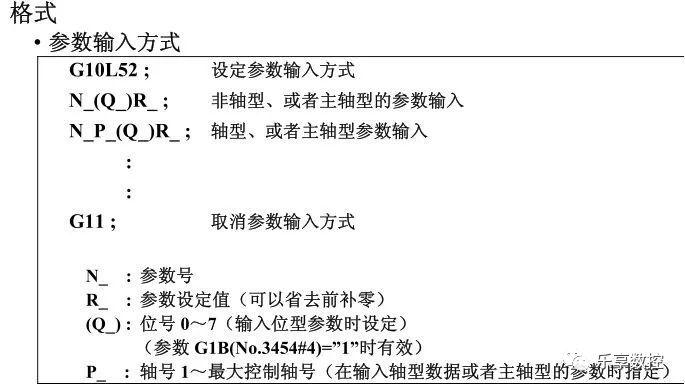
使用程序指令 G10 可以写入参数、工件坐标系、刀补量、刀具寿命管理数据、宏程序变量、螺距补偿数据据等等。不同种类的数据使用的G10的格式不同,本文仅就用G10 输入参数值的使用方法做个总结。
1.G10修改参数:
注意1:修改位型参数,需要设定3454.4=1,否则执行程序是有PS1144 G10格式错误报警。

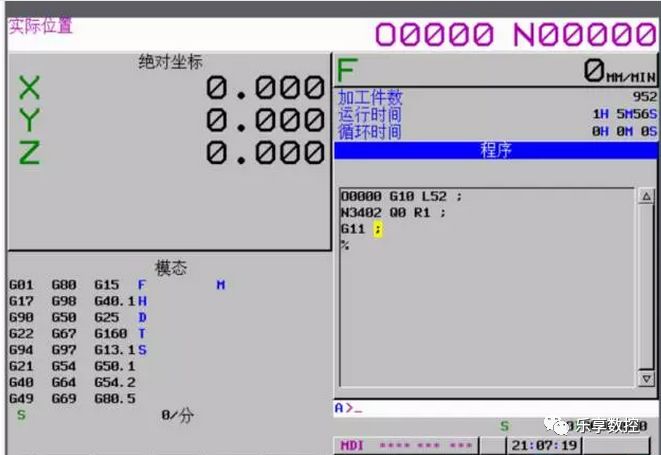
案例:
G10 L52;
N3402 Q0 R1;
G11;
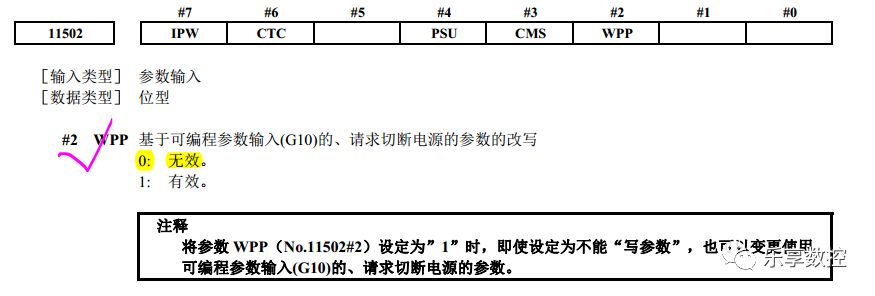
注意2:有些参数修改后,会提示必需关断电源,修改此类型参数,需设定11502.2=1,否则会有PS1302 非法数据号报警。
总结:通过G10指令修改一些参数可以实现很多功能,比如有些机床没有加工条件选择功能,可以通过G10指令修改相关的参数实现该功能。还比如,修改系统运行时间,以及加工工件数等等常见功能。
G10指令除了写入参数外还有许多其他功能,比如改写工件坐标系、刀补量、刀具寿命管理数据、宏程序变量、螺距补偿数据据等等。不同种类的数据使用的G10的格式不同,有需要的朋友可以联系小编交流。
乐享提升:
不管是免费资料还是收费课程提升,我们都欢迎你。如果你舍不得花费,也欢迎和小编交流。
如果你想提升自己知识的全面性,可以加入我们的学习课程,2019,我们专注fanuc、三菱、兼顾西门子入门知识。
小编整理的数控学习资料如下:
PMC提升:















 2084
2084











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









