






在我们日常加工中为了提高效率我们会把进给打快,把下刀量给大。如果进给和下刀量在刀具承受范围之内的话,是没有问题的。
如果进给和下刀量已经到最大,但是我们还想提速,怎么办?
这个时候就可以考虑使用螺旋刀路。和正常加工相比他可以省什么时间。下面我就和大家介绍ug编程中实用的3种螺旋刀路各有各的优势。
一丶第一个也是ug自带的加工策略铣削孔,这个加工策略有一个缺点:只能加工孔或者凸台,有一定的局限性。
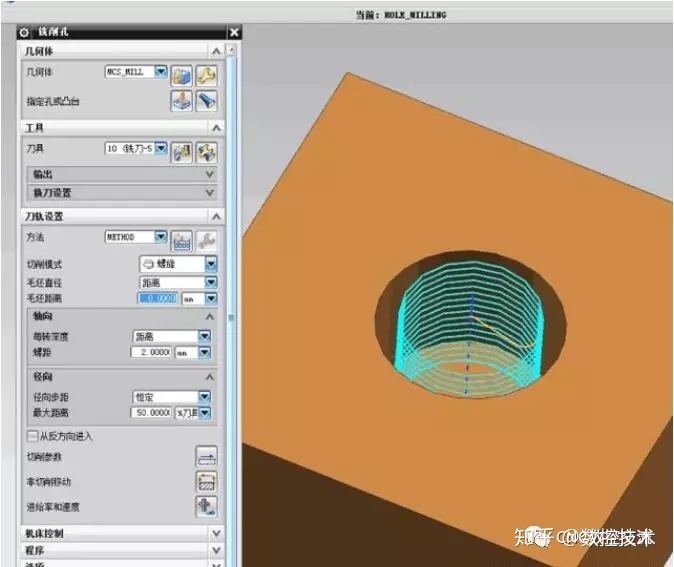
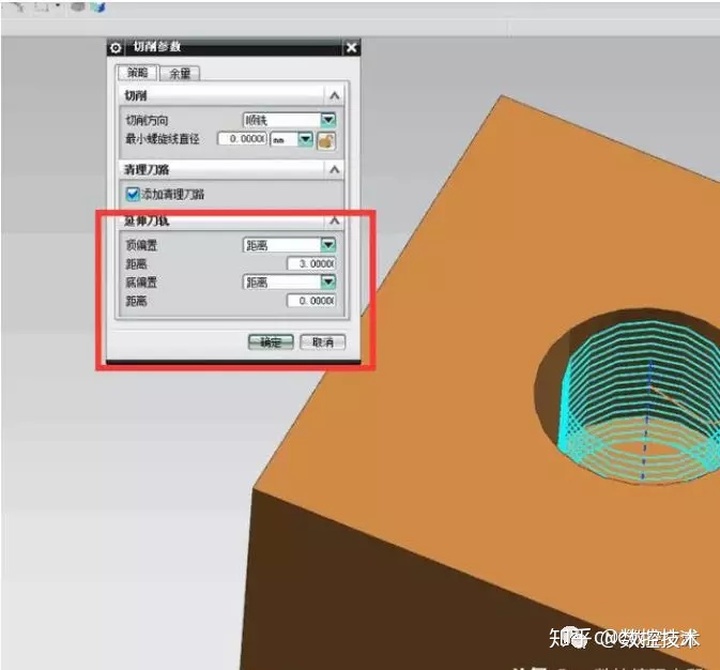
它的优势是编程快,只需要选择好孔或者凸台,设置好每一圈的深度,再把延伸刀轨设置一下就可以生成想要的刀路了。
二丶第二个就是用ug加工策略中的平面铣,通过对参数的修改,而得到的螺旋刀路,如图
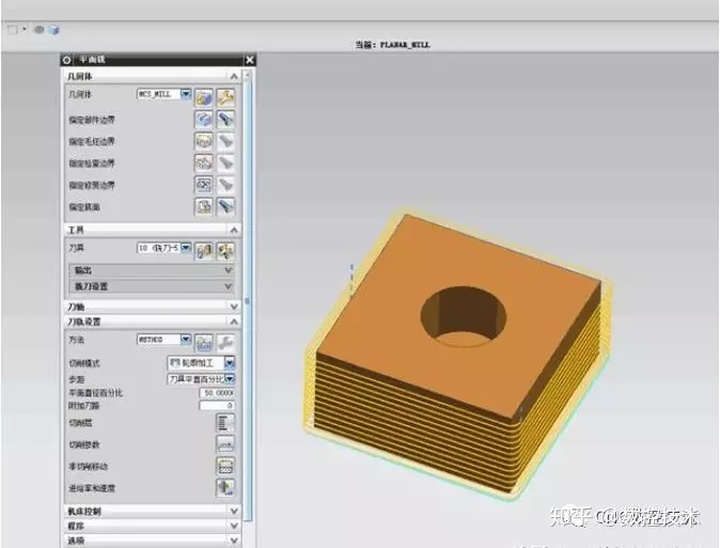
这个刀路应该怎么做呢?现在我就给大家图解一下。
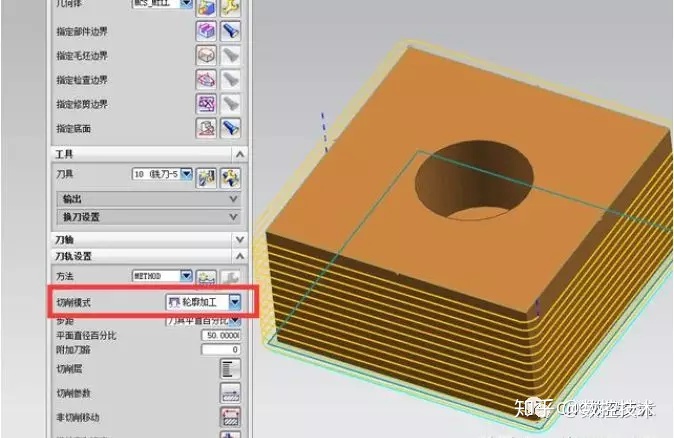
设置好切屑模式,为轮廓加工,切削层改为仅底面。
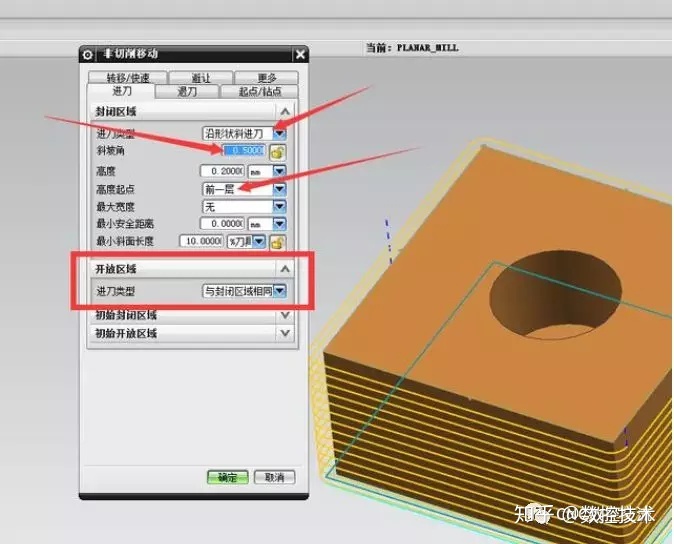
然后进刀类型改为斜进刀,斜坡角给的越大切削量越大,反之切削量越小,高度起点设置成前一层,最后开放区域进刀改为与封闭相同。
这种刀路加工速度快,做这个刀路也比较简单,不会消耗太多时间,加工2d产品很好用,它的缺点就是只能加工2d。在学习UG编程的朋友可以入群
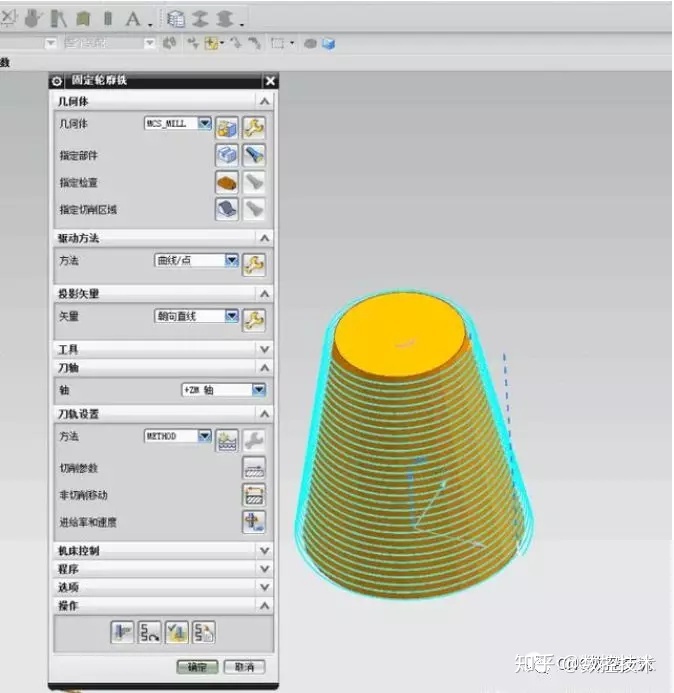
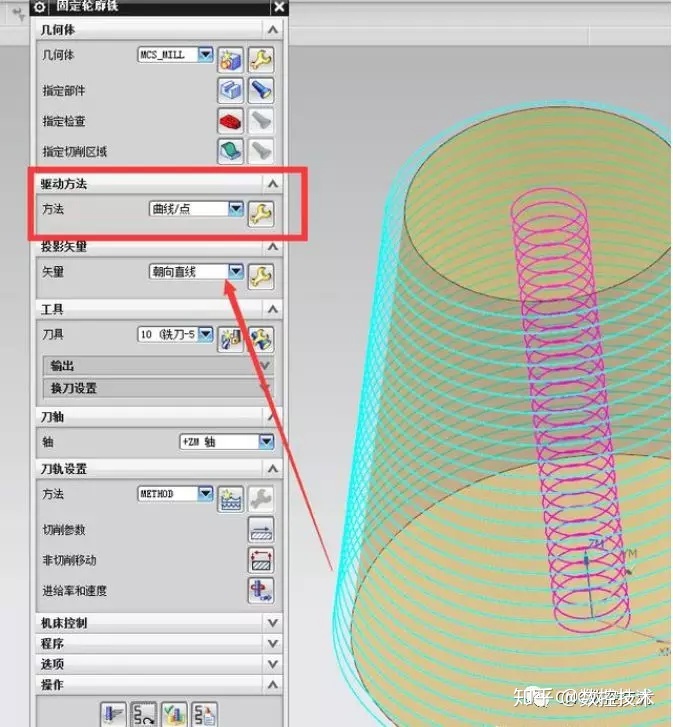
三丶第三个要向大家介绍的是3d固定轴螺旋刀路,可以加工孔,凸台,已经2d,3d的方法。今天画了一个锥度的圆柱给大家讲解,如图
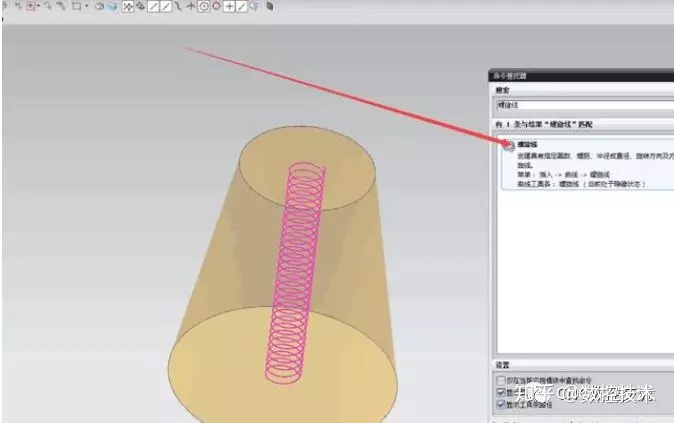
想要做这个刀路第一步要做好螺旋线,
第二步选好驱动方法,曲线点的方式,矢量选择朝向曲线。
第三步把做好的螺旋线选进去。注意箭头方向。
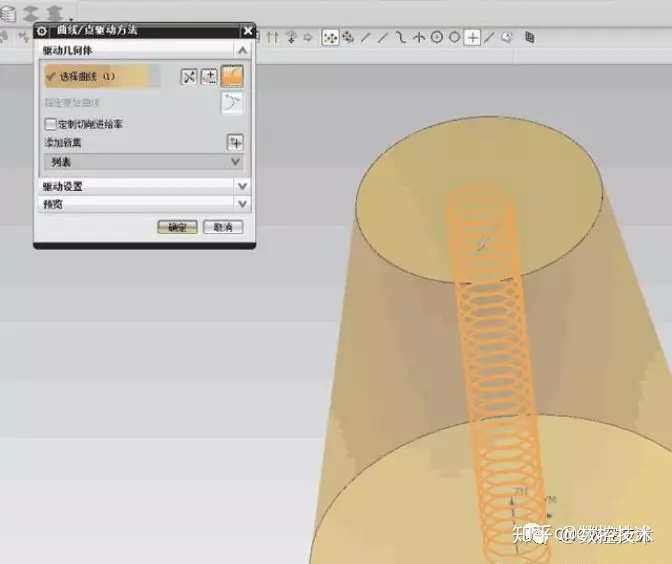
然后计算刀路就可以得到我们想要的刀路,这种方法可以用在各种2d,3d加工,缺点是做起来比较麻烦。加工实用性很高。
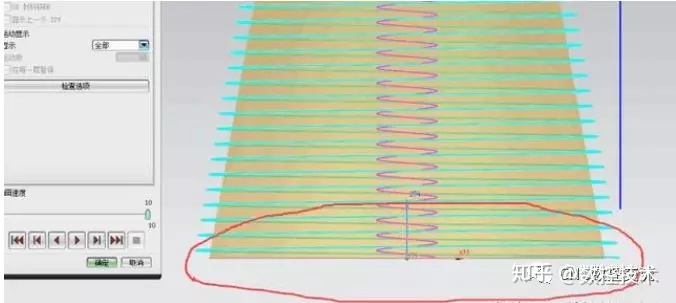
朋友们有发现吗?这个刀路最后面一刀没有到底。不相信的朋友可以自己做一个试试。它在最后一刀没有下到底。
这个问题我在下一期为大家解读。
有知道怎么解决的朋友也欢迎在下方评论留言。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









