






PCD金刚石木工刀具电火花制造加工流程

精度控制最为关键的一步就是金刚石刃口的成型加工,一般采用电火花成型加工工艺。成型加工是通过电极形状的“复制”,形成刀具刃口的形状。它直接关系到PCD 刀具的廓形精度、表面粗糙度、外圆跳动。

(1)刀具装夹方式
刀具的装夹方式一般有立装和卧装。对于立式装夹,如果没有液压涨紧套,装夹偏心量存在一定的随机性,从而加工出的刀具实际外圆跳动大小存在一定的随机性。用户使用时,二次装夹的刀具实际精度(圆跳动)也存在一定的随机性,如图3 所示。
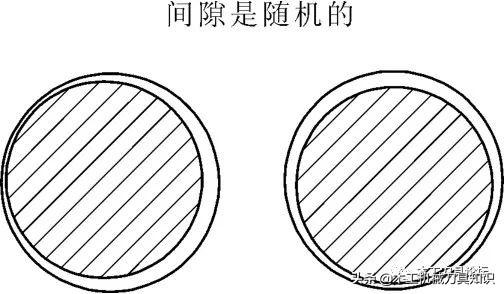
图3
对于卧式装夹,由于刀具重力的原因,存在装夹偏心量。偏心量就是轴孔之间的间隙。加工出的刀具实际外圆跳动是一半大一半小,如图4 所示。用户使用时,二次装夹的刀具实际精度(圆跳动)就会超差。
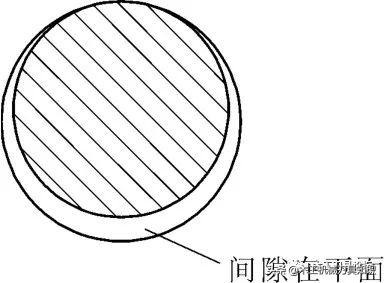
图4
从刀具装夹方面入手,在电火花加工中必须采用专用液压涨紧套,以消除轴孔配合间隙,提高刀具实际加工精度。图5 是两种专用电火花磨刀机的刀具装夹接口示意图。
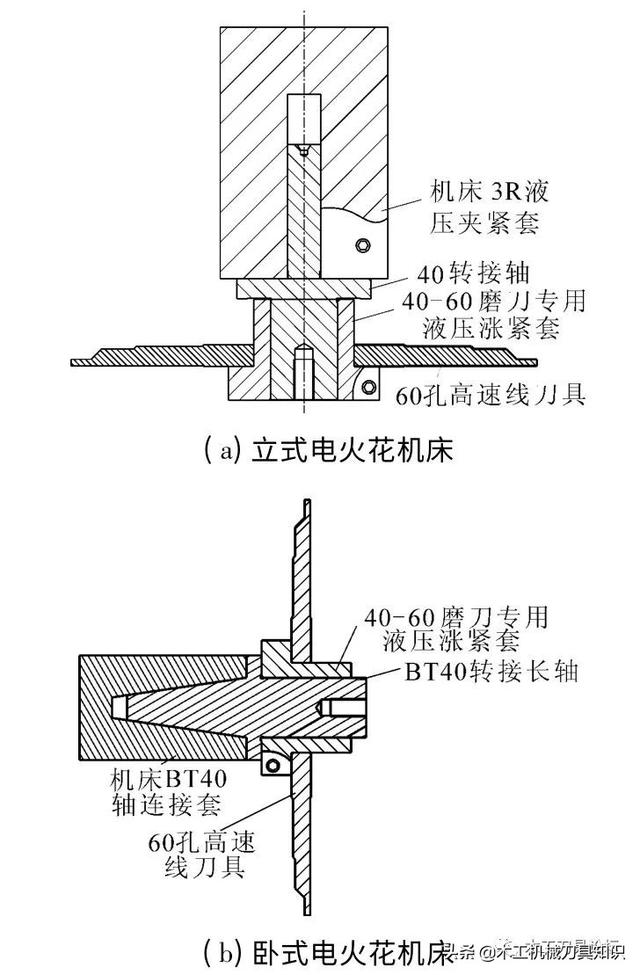
图5
(2)加工流程
磨削时采用电火花放电无接触式加工,利用紫铜或石墨作为电极。分为粗加工、半精加工、精加工。采用相应的放电参数以获得更好的刃口质量。对于多齿PCD 刀具的加工,需配备自动无限分度装置和自动测量分度装置。
为保证刀具的外圆跳动,最好每精加工完一个PCD 齿就车削一次电极,并在加工坐标系里进行补偿电极磨损。比如G51 为加工坐标系、G52 为车电极坐标系,图6 为刀具每一齿的加工流程。加工完成后刀具的实际外圆跳动≤0.015mm,满足要求。
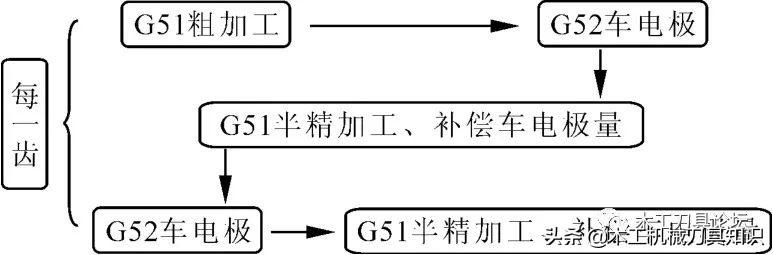
图6
文章摘自:高速切削加工中PCD木工成型铣刀的设计及应用
杨辉全, 骆明涛, 刘华, 方芳, 钟育恒


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









