







 本文详细介绍了互换性在机械制造中的重要性,从使用、制造和设计三个方面阐述了互换性的价值。互换性使得零部件无需额外挑选或修配即可装配,提高生产效率,降低成本,简化设计过程。文章还涵盖了尺寸标注、公差、配合以及表面粗糙度等技术要求,为机械工程提供了实用指导。
本文详细介绍了互换性在机械制造中的重要性,从使用、制造和设计三个方面阐述了互换性的价值。互换性使得零部件无需额外挑选或修配即可装配,提高生产效率,降低成本,简化设计过程。文章还涵盖了尺寸标注、公差、配合以及表面粗糙度等技术要求,为机械工程提供了实用指导。
专注于汽车内外饰行业、专业信息分享
让知识如货币般流通
推荐阅读概念汽车尺寸工程(尺寸链计算)
一文搞懂GD&T公差
制图前,我们先来康康这个。这个得从互换性说起!什么是互换性?在机械和仪器制造工业中,零、部件的互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配(如钳工修理)就能装在机器上,达到规定的性能要求。
为满足机械制造中零件所具有的互换性,要求生产零件尺寸应在允许的公差范围之内。这就必须对一种零件的形式、尺寸、精度、性能等规定一个统一的标准。同类产品还需按尺寸大小合理分档,以减少产品的系列,这就是产品标准化。
1)从使用方面看,如人们经常使用的自行车和手表的零件,生产中使用的各种设备的零件等,当它们损坏以后,修理人员很快就可以用同样规格的零件换上,恢复自行车、手表和设备的功能。而在某些情况下,互换性所起的作用还很难用价值来衡量。例如在战场上,要立即排除武器装备的故障,继续战斗,这时做主零、部件的互换性是绝对必要的。
2)从制造方面来看,互换性是提高生产水平和进行文明生产的有力手段。装配时,不需辅助加工和修配,故能减轻装配工人的劳动强度,缩短装配周期,并且可使装配工人按流水作业方式进行工作,以致进行自动装配,从而大大提高生产效率。加工时,由于规定有公差,同一部机器上的各种零可以同时加工。用量大的标准件还可以由专门工厂单独生产。这样就可以采用高效率的专用设备,乃致采用计算机辅助加工。这样产量和质量必然会得到提高,成本也会显著降低。
3)从设计方面看,由于采用互换原则设计和生产标准零碎、部件,可以简化绘图、计算等工作,缩短设计周期,并便于用计算机辅助设计。
零件在加工过程中,由于机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,规定出尺寸的变动量。 图纸的作用任何机械都是由许多零件组成的,制造机器就必须先制造零件。零件图就是制造和检验零件的依据,它依据零件在机器中的位置和作用,对零件在外形、结构、尺寸、材料和技术要去等方面都提出了一定的要求。
图纸的内容 一张完整的零件图应该包括以下内容但不限于此,如下所示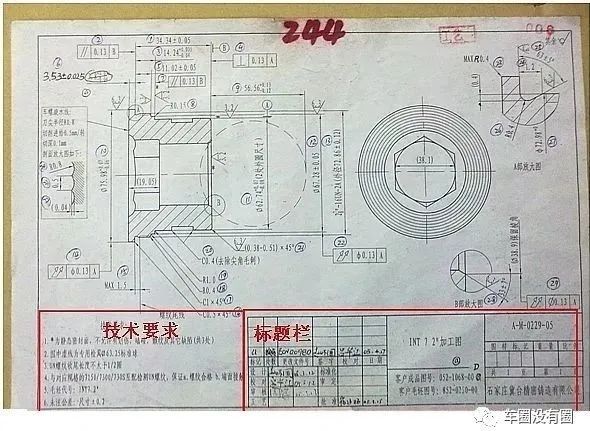
标题栏
位于图中的右下角,标题栏一般填写零件名称、材料、数量、 图样 的比例,代号和图样的责任人签名和单位名称等。标题栏的方向与看图的方向应一致。一组图形
用以表达零件的结构形状,可以采用视图、剖视、剖面、规定画法和简化画法等表达方法表达。必要尺寸
反映零件各部分结构的大小和相互位置关系,满足零件制造和检验的要求。
技术要求
给出零件的表面粗糙度、尺寸公差、形状和位置公差以及材料的热处理和表面处理等要求。 视图 基本视图:物体向6个基本投影面(物体在立方体的中心,投影到前后左右上下6个方向)投影所得的视图,他们是: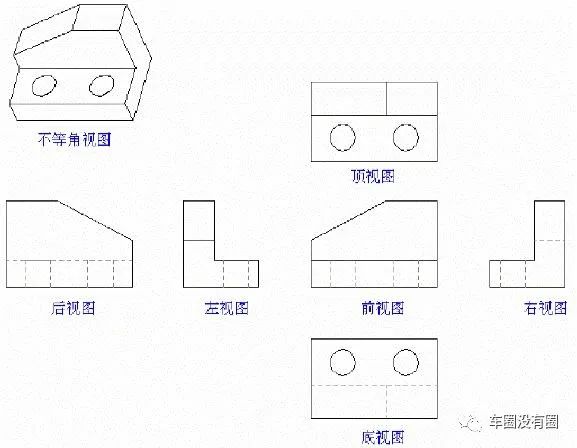 前视图(主视图)、左视图、右视图、顶视图、底视图及后视图。
全剖半剖 为了辅助了解物体内部结构及相关参数,有时候需要对物体进行剖切所得的视图分为全剖视图和半剖视图。
前视图(主视图)、左视图、右视图、顶视图、底视图及后视图。
全剖半剖 为了辅助了解物体内部结构及相关参数,有时候需要对物体进行剖切所得的视图分为全剖视图和半剖视图。
全剖视图:用剖切面完全的剖开物体所得到的剖视图称为全剖试图
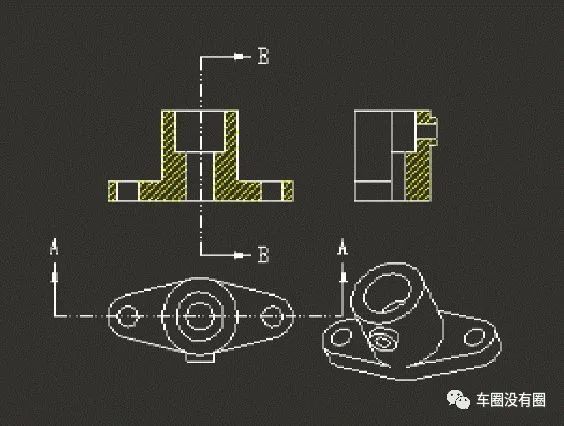
半剖视图:当物体具有对称平面时,向垂直于对称平面的投影面上投影所得的图形,可以对中心线为界,一半画成剖视图,另一半画成视图,称为半剖视图。

2、尺寸的分类:
1)基本尺寸
根据零件的强度和结构要求,设计时确定的尺寸。2)实际尺寸
通过测量获得的尺寸。
3)极限尺寸
允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。4)尺寸偏差
某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有: 上偏差=最大极限尺寸-基本尺寸 下偏差=最小极限尺寸-基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。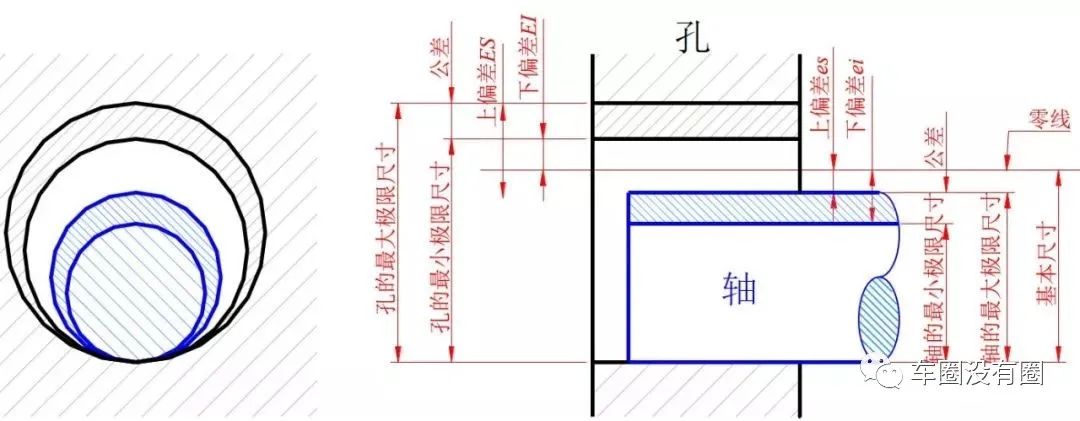
5)尺寸公差
允许尺寸的变动量。 尺寸公差=最大极限尺寸-最小极限尺寸 =上偏差-下偏差 因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.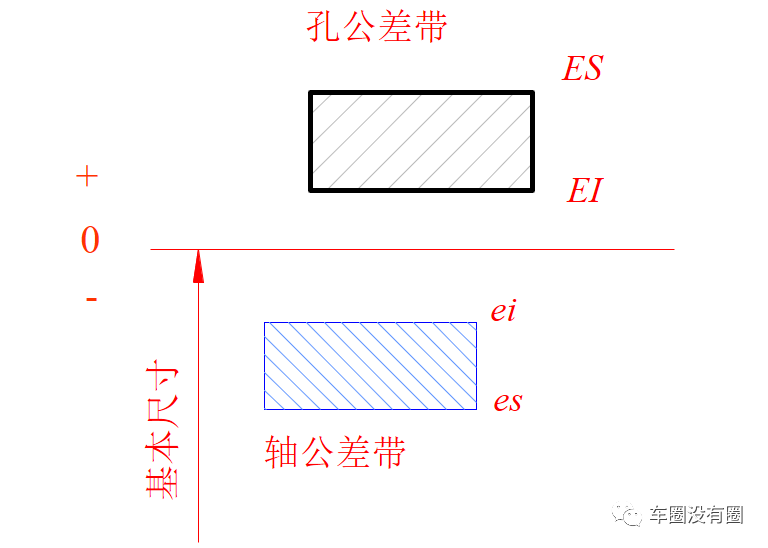 公差带图 6、零线、公关带和公差带图 零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“-”号,零线上方偏差为正;零线下方偏差为负。公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。
公差带图 6、零线、公关带和公差带图 零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“-”号,零线上方偏差为正;零线下方偏差为负。公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。
7)标准公差
极限与配合制中,所规定的任一公差。国家标准中规定,对于一定的基本尺寸,其标准公差共有20个公差等级。
公差分为CT、IT、JT.3个系列标准。CT系列为铸造公差标准,IT是ISO国际尺寸公差,JT为中国机械部尺寸公差
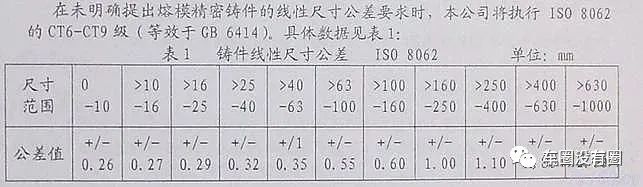
不同产品不同的公差等级。等级越高,生产技术要求越高,成本越高。例如砂型铸造公差等级一般在CT8-CT10,我们公司为精密铸造件,一般用国际标准CT6-CT9。
8)基本偏差
用以确定公差带相对于零线位置的上偏差或下偏差。一般是指靠近零线的那个偏差,当公差带位于零线上方时,其基本偏差为下偏差,当公差带位于零线下方时,其基本偏差为上偏差。 根据实际需要,国家标准分别对孔和轴各规定了28个不同的基本偏差,如下图所示。孔、轴的基本偏差数值可从有关表中查出。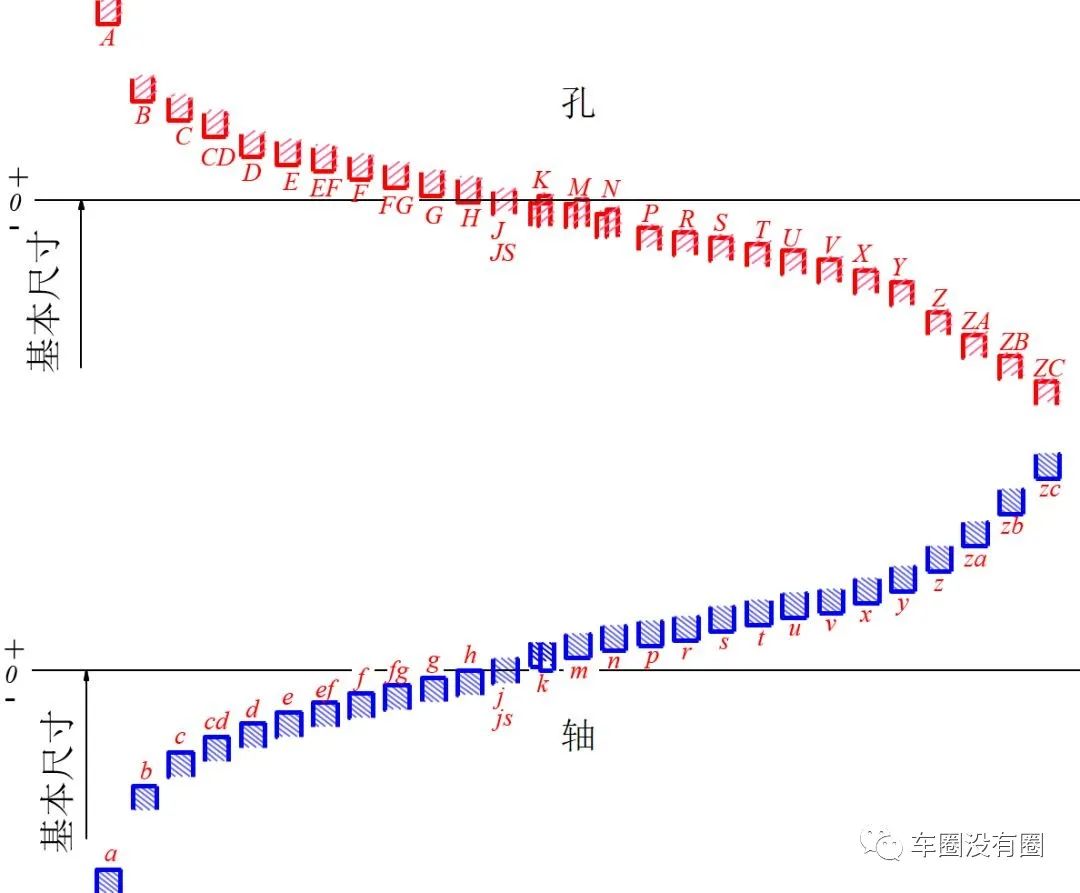 基本偏差系列 从上图中可知: 1)基本偏差代号用拉丁字母表示,大写字母表示的基本偏差代号,小写字母表示轴的基本偏差代号。由于图中用基本偏差只表示公差带大小,故公差带一端画成开口。 2)本偏差从A~H为下偏差,J~ZC为上偏差,JS的上下偏差分别为+IT/2和-IT/2。 3)轴的基本偏差从a~h为上偏差,j~zc为下偏差,js的上下偏差分别为+IT/2T和-IT/2。孔和轴的另一偏差可由基本偏差和标准公差算出。
基本偏差系列 从上图中可知: 1)基本偏差代号用拉丁字母表示,大写字母表示的基本偏差代号,小写字母表示轴的基本偏差代号。由于图中用基本偏差只表示公差带大小,故公差带一端画成开口。 2)本偏差从A~H为下偏差,J~ZC为上偏差,JS的上下偏差分别为+IT/2和-IT/2。 3)轴的基本偏差从a~h为上偏差,j~zc为下偏差,js的上下偏差分别为+IT/2T和-IT/2。孔和轴的另一偏差可由基本偏差和标准公差算出。
3、尺寸的标注
1)尺寸标注的要求
零件图上尺寸是制造零件时加工和检验的依据。因此,零件图上标注的尺寸除应正确、完整、清晰外,还应尽可能合理,即使所注尺寸满足设计要求和便于加工测量。
2)尺寸基准
尺寸基准是标注定位尺寸的基准,尺寸基准一般分为设计基准(设计时用以确定零件结构位置)和工艺基准(制造时用以定位、加工和检验)。
零件上的底面、端面、对称面、轴线及圆心等都可以作为基准尺寸基准又分为主要基准和辅助基准。一般在长、宽、高三个方向各选一个设计基准为主要基准,它们决定零件的主要尺寸。这些主要尺寸影响零件在机器中的工作性能、装配精度,因此,主要尺寸要从主要基准直接注出。除主要基准之外的其余的尺寸基准则为辅助基准,以便于加工和测量。辅助基准都有尺寸与主要基准相联系。
公差与配合配合
在机器装配中,基本尺寸相同的、相互结合的孔和轴的公差带之间的关系,称为配合。由于孔和轴的实际尺寸不同,装配后可以产生“间隙”或“过盈”。在孔与轴的配合中,孔的尺寸减去轴的尺寸所得的代数差为正值时是间隙,为负值时是过盈。 1. 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









