






第十届紧固件技术论坛 + 螺丝君“高研班”
论坛聚焦:新能源紧固连接及装配质量课程1:汽车关键紧固件开发流程及应用
课程2:螺栓装配现场管理及螺栓连接质量控制方法 (详情点击)
汽车装配制造环节中,螺栓连接的紧固已经成为最普遍、最重要的工艺。为了确保产品的装配质量,必须对螺栓连接装配过程进行深入研究,施行有效的质量控制,特别是针对多颗螺栓同时拧紧的螺栓组,质量控制问题更为复杂。
文章阐述了在了解螺栓连接的控制方法及螺栓组质量影响因素的基础上,针对现有汽车制造工艺中,非耦合式多轴拧紧过程出现的不合格问题进行了分析,提出了一种基于拧紧控制策略优化的方法,实现了非耦合多轴拧紧在不同步的状态下显著提升拧紧合格率,并进行了实际生产验证。
多轴拧紧由于其所应用的对象特殊性,一般分为采用多层级控制系统的耦合式设计,以及轴与轴之间没有数据交换的非耦合式设计。
本文在充分研究螺栓连接拧紧方法及质量控制的相关因素基础上,对现有非耦合式多轴拧紧在同步控制方面的缺陷进行研究分析,通过实际拧紧数据的分析获得同步状态对拧紧结果的影响机制,从而对非耦合式多轴拧紧枪的单一拧紧轴控制策略进行调整优化,成功的实现了非耦合式多轴拧紧机在不同步状态下完成螺栓组的合格拧紧过程。

螺栓拧紧方法及螺栓组拧紧质量控制
1.1 扭矩控制法
顾名思义,即通过控制拧紧设备施加给螺栓或螺母的扭矩大小来控制螺栓连接的夹紧力的方法。属于是在弹性变形区城对螺栓进行操作的拧紧方法。根据凯尔曼公式可u以得到扭矩与预紧力之间的关系:
MA=FvX (D) Km/2µK+0.58d2µG+0.16P
MA--螺栓装配扭矩; Fv--轴向夹紧力;DKm--摩擦面直径; µK--螺栓端面摩擦系数;µG--螺纹摩擦系数; P--螺距; d2--蜾栓蜾纹中径;
扭矩控制法因其装配扭矩与获得的夹紧力之间呈现简单的线性关系,对工具技术状态要求极低,在实际生产中应用十分广泛。
1.2 转角控制法
转角控制法实际是在扭矩控制法基础之上改良改进而来的另一种螺栓拧紧方法。如偏心连接、偏心受力模型所描述,预紧力直接影响着残余预紧力和螺栓动载荷应力幅度,从而影响螺栓连接的质量。
为了达到更高的预紧力及控制预紧力的离散性,从而开发发展出了转角法。即在预紧力F基础上,继续旋转一个角度θ,从而将蜾栓预紧力控制在屈服点与停止点V之间的近似线性区间,如图 1所示,转角法一般表述举例如: 60N·m+45°。

1.3 螺栓组拧紧质量影响因素与控制
在机械设备的装配中,多个螺栓连接的零部件十分常见,称之为螺栓组连接。被连接件形状偏差、各螺检拧紧顺序以及各螺栓拧紧的力矩施加策略影响,螺栓组在拧紧时大部分扭矩都已经在强制对零件进行形状矫正及对抗另一颗先拧紧完成螺栓带来的应力而损失。
现在常用的控制方法:采用一次或多次的预拧紧,依据大众集团标准,采用工艺力矩的70%以内进行,之后再按照工艺要求进行最终的拧紧。确保螺栓组多个螺栓拧紧同步或交叉渐进拧紧。在实际生产中,由于引入了多轴拧紧机,消除连接件的形变及螺栓拧紧顺序的控制往往得以同时进行。

多轴拧紧机的现状及遇到的问题
2.1 耦合式多轴拧紧机
通过在各轴的控制系统之间加入数据交换反馈及同步控制器,来实现各轴在拧紧力施加及旋转速度等个参数上的高度一致,从而实现螺栓组中各螺栓的几乎完全致的拧紧旋入状态。
耦合式多轴拧紧机优点十分突出,同步控制精确,但在应对螺栓组某个螺栓发生工艺更改的情况下,整体拧紧机控制系统都需要进行大的更改。同时,研发及制造成本增加。因而,耦合式多轴拧紧机在实际生产中并不多见,往往应用于某些少数特定的高技术企业。
2.2 非耦合式多轴拧紧机
非耦合式多釉拧紧机是相对耦合式多轴拧紧机,除去系统数据耦合控制部分的拧紧轴组合体。在汽车制造领域,非耦合式多轴拧紧机应用十分广泛,如轮胎拧紧机、变速箱悬置拧紧机、发动机悬置拧紧机、发动机支架拧紧机以及本文主要研究的前副架五轴拧紧机。非耦合多轴拧紧机带来了廉价、易维护等优势。但最大的缺陷是针对螺栓组连接,无法确保多颗螺栓保持旋入一致。
2.3 非耦合式多轴拧紧面临的实际生产问题
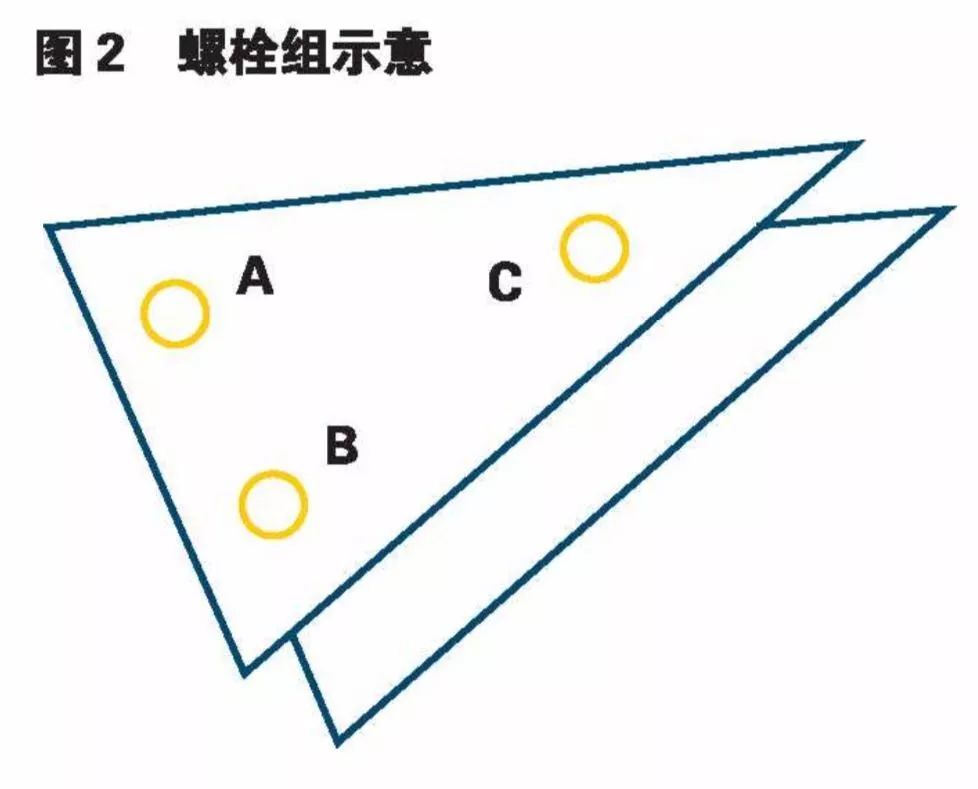
如图2所示,车间前副车架拧紧位置有三颗A、B、C螺栓需要同时拧紧,工艺采用的40N+45°转角法。生产过程中该位置拧紧合格率突然出现大幅度的波动,一度合格率降低至89.5%。
产线停线、员工重新拧紧及零件更换三方面的成本折算,预计每月损失近30000元。确认主要来源于两被连接件的下板出现上翘量从0.5m增加至1.5mm,但依然属于合格区间的±2mm,因此,该点拧紧合格率提升的方向锁定在拧紧过程中的问题分析及解决。

非耦合式多轴拧紧的分析与解决
正如上面提到,零件的型面偏差的存在介于合格偏差范围内,拧紧过程的深入分析成为唯一可行途径。
3.1 拧紧策略及过程曲线分析
该多轴拧紧机工作的工序包含两部分: ① 前一工位工人手动将螺栓螺母带上,随机旋转2圈以上; ② 多轴拧紧机结合完成最终拧紧。三根拧紧轴的拧紧策略完全相同,均采用六步方案,如表1。
这种拧紧策略,考虑了被连接件的部分内部应力释放,采用了20 N·m应力释放过渡至40 N·m,但实际效果并不理想。通过采集所有三颗螺栓拧紧时报不合格的信息,拧紧曲线都具有典型的一致性,如图3所示例。

统计曲线的共性后,分析可以得到一些比较重要的信息:① 三颗螺栓A、B、C,力矩上升的启动点不同步,且时间偏差明显,如图3中C启动点与A、B启动点所示。② 不合格螺栓发生在启动点靠后的螺栓,如图3所示的A、B螺栓。③ 不合格的主要原因是由于螺栓最终拧紧力矩在完成第二工艺目标45°时,最终力矩没有达到力矩监控范围的85~130 N·m之间。
上述三方面现象产生的原因,安排了单一变量实验及交叉实验分别来进行研究:① 前一工序人工带螺母的随机性导致。② 启动点靠后是直接影响不合格的因素。③ 力矩不足85 N·m的曲线,均存在斜率减小,参考文章第一部分理论,连接件型偏造成拧紧力矩损耗于零件的矫型,造成力矩无法上升。
3.2 非耦合多轴拧紧策略的优化及效果
为不同步带来的启动点不一致,避免螺栓组个螺栓的力矩状态差异巨大,且排除零件型偏造成的扭矩损失,拧紧策略主要从两方面进行优化研究:
(1) 针对型偏,增加型偏扭矩补偿,在工艺拧紧步骤之前,通过拧紧预压进行上下连接连接零件的型面匹配。采用30、40、50、60四组预压力矩进行生产试验,预压力矩越大,效果越好。考虑到第一步工艺目标,最终排除50N·m与60N·m,将40N·m作为预压力。
(2) 预压时,螺栓受力状态的不-致将会导致预压的目的无法达到,因而在预压之后,增加0.5s的拧紧轴不同步的时间补偿,从而获得如图4所示的预压区间。该区间内三颗螺栓均处于高扭矩状态,连接件得到压合矫形。
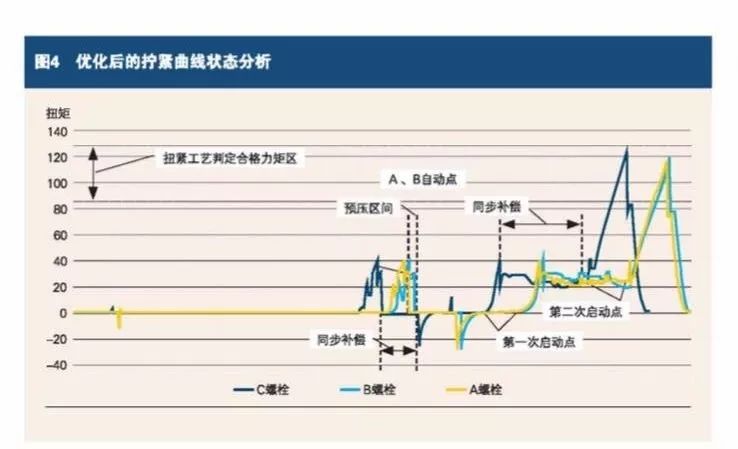
(3) 同(2)中所述,在第一工艺目标 40N·m 完成后,在进行第二工艺目标之前增加同步补偿时间,当C螺栓拧紧至 40N·m 后进行停止等待,A、B螺栓均在1s之内达到 40N·m 的扭矩,这样引入了基于 40N·m 的二次启动点,且该启动点螺栓组的三颗螺栓均处于较高 40N·m 的受力状态,相对于原始策略以 0N·m 为启动点的状态,降低了三根拧紧轴不同步造成的拧紧偏心扭矩损失。
最终,优化后的拧紧策略如表2所示。


效果与建议
4.1 效果
将最终优化后的拧紧策略写入三根轴并进行生产验证,运行近半年该位置持续保持高合格率且无任何波动,效果显著,如图5。

4.2 建议
汽车行业此类非耦合式多轴拧紧应用场最十分常见,特别针对连接件属于型面状态控制较为困难的神压成型件,更应该仔细研究连接的螺栓组拧紧同步状态。不同步的客观存在会给拧紧质量带来巨大影响,拧紧策略上对不同步状态的补偿优化,应当成为企业拧紧质量控制措施的关注重点。
---End---
活动推荐















 4707
4707











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









