





 本文详细介绍了三菱FX系列PLC中的多种指令,包括输入输出刷新、滤波调整、矩阵输入、高速计数器、速度检测、脉冲输出及脉宽调制等指令的功能与使用方法。
本文详细介绍了三菱FX系列PLC中的多种指令,包括输入输出刷新、滤波调整、矩阵输入、高速计数器、速度检测、脉冲输出及脉宽调制等指令的功能与使用方法。

1.和输入输出有关的指令
(1)输入输出刷新指令REF REF(P)指令的编号为FNC50。三菱FX系列plc采用集中输入输出的方式。如果需要最新的输入信息以及希望立即输出结果则必须使用该指令。如图1所示,当X0接通时,X10~X17共8点将被刷新;当X1接通时,则Y0~Y7、Y10~Y17、共16点输出将被刷新。
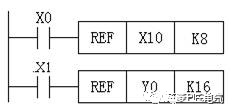
图1 输入输出刷新指令的使用
使用REF指令时应注意:
1)目标操作数为元件编号个位为0的X和Y,n应为8的整倍数。
2)指令只要进行16位运算,占5个程序步。
(2)滤波调整指令REFF REFF(P)指令的编号为FNC51。在FX系列PLC中X0~X17使用了数字滤波器,用REFF指令可调节其滤波时间,范围为0~60ms(实际上由于输入端有RL滤波,所以最小滤波时间为50μs)。如图2所示,当X0接通时,执行REFF指令,滤波时间常数被设定为1ms。

图2 滤波调整指令说明
使用REFF指令时应注意:
1)REFF为16位运算指令,占7个程序步。
2)当X0~X7用作高速计数输入时或使用FNC56速度检测指令以及中断输入时,输入滤波器的滤波时间自动设置为50ms。
(3)矩阵输入指令MTR MTR指令的编号为FNC52。利用MTR可以构成连续排列的8点输入与n点输出组成的8列n行的输入矩阵。如图3所示,由[S]指定的输入X0~X7共8点与n点输出Y0、Y1、Y2(n=3)组成一个输入矩阵。PLC在运行时执行MTR指令,当Y0为ON时,读入第一行的输入数据,存入M30~M37中;Y1为ON时读入第二行的输入状态,存入M40~M47。其余类推,反复执行。
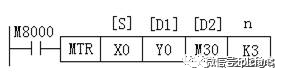
图3 矩阵输入指令的使用
使用MTR指令时应注意:
1)源操作数[S]是元件编号个位为0的X,目标操作数[D1] 是元件编号个位为0的Y,目标操作数[D2] 是元件编号个位为0的Y、M和S,n的取值范围是2~8。
2)考虑到输入滤波应答延迟为10ms,对于每一个输出按20ms顺序中断,立即执行。
3)利用本指令通过8点晶体管输出获得64点输入,但读一次64点输入所许时间为20ms×8=160ms,不适应高速输入操作。
4)该指令只有16位运算,占9个程序步。
2.高速计数器指令
(1)高速计数器置位指令HSCS DHSCS指令的编号为FNC53。它应用于高速计数器的置位,使计数器的当前值达到预置值时,计数器的输出触点立即动作。它采用了中断方式使置位和输出立即执行而与扫描周期无关。如图4所示,[S1.]为设定值(100),当高速计数器C255的当前值由99变100或由101变为100时,Y0都将立即置1。
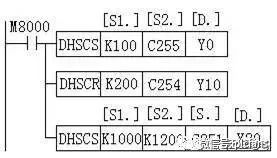
图4 高速计数器指令的使用
(2)高速计速器比较复位指令HSCR DHSCR指令的编号为FNC54。如图3-63所示,C254的当前值由199变为200或由201变为200时,则用中断的方式使Y10立即复位。
使用HSCS和HSCR时应注意:
1)源操作数[S1.]可取所有数据类型,[S2.]为C235~C255,目标操作数可取Y、M和S。
2)只有32位运算,占13个程序步。
(3)高速计速器区间比较指令HSZ DHSZ指令的编号为FNC55。如图3-63所示,目标操作数为Y20、Y21和Y22。如果C251的当前值K1200时,Y22为ON。
使用高速计速器区间比较指令时应注意:
1)操作数[S1.] 、[S2.]可取所有数据类型,[S .]为C235~C255,目标操作数[D.]可取Y、M、S。
2)指令为32位操作,占17个程序步。
3.速度检测指令
速度检测指令SPD的编号为FNC56。它的功能是用来检测给定时间内从编码器输入的脉冲个数,并计算出速度。如图5所示,[D. ]占三个目标元件。当X12为ON时,用D1对X0的输入上升沿计数,100ms后计数结果送入D0,D1复位,D1重新开始对X0计数。D2在计数结束后计算剩余时间。
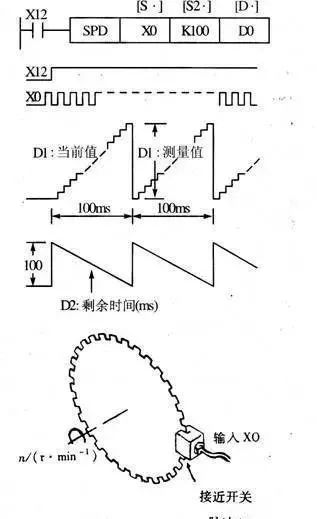
图5 速度检测指令的使用
使用速度检测指令时应注意:
1)[S1.]为X0~X5,[S2.]可取所有的数据类型,[D.]可以是T、C、D、V和Z。
2)指令只有16位操作,占7个程序步。
4.脉冲输出指令
三菱PLC脉冲输出指令(D)PLSY的编号为FNC57。它用来产生指定数量的脉冲。如图6所示,[S1.]用来指定脉冲频率(2~20000Hz),[S2.]指定脉冲的个数(16位指令的范围为1~32767, 32位指令则为1~2147483647)。如果指定脉冲数为0,则产生无穷多个脉冲。[D .]用来指定脉冲输出元件号。脉冲的占空比为50%,脉冲以中断方式输出。指定脉冲输出完后,完成标志M8029置1。X10由ON变为OFF时,M8029复位,停止输出脉冲。若X10再次变为ON则脉冲从头开始输出。

图6 脉冲输出指令的使用
使用脉冲输出指令时应注意:
1)[S1.]、[S2.]可取所有的数据类型,[D.]为Y1和Y2。
2)该指令可进行16和32位操作,分别占用7个和13个程序步。
3)本指令在程序中只能使用一次。
5.脉宽调制指令
脉宽调制指令PWM的编号为FNC58。它的功能是用来产生指定脉冲宽度和周期的脉冲串。如图7所示,[S1.] 用来指定脉冲的宽度,[S2.]用来指定脉冲的周期,[D.]用来指定输出脉冲的元件号(Y0或Y1),输出的ON/OFF状态由中断方式控制。
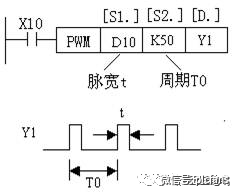
图7 脉宽调制指令的使用
使用脉宽调制指令时应注意:
1)操作数的类型与PLSY相同;该指令只有16位操作,需7个程序步。
2)[S1.]应小于[S2.]。
6.可调速脉冲输出指令
可调速脉冲输出指令该指令(D)PLSR的编号为FNC59。该指令可以对输出脉冲进行加速,也可进行减速调整。源操作数和目标操作数的类型和PLSY指令相同,只能用于晶体管PLC的Y0和Y1,可进行16位操作也可进行32位操作,分别占9个和17个程序步。该指令只能用一次。
电工、plc、变频伺服、数控机器人等知识免费学习


















 5003
5003

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









