






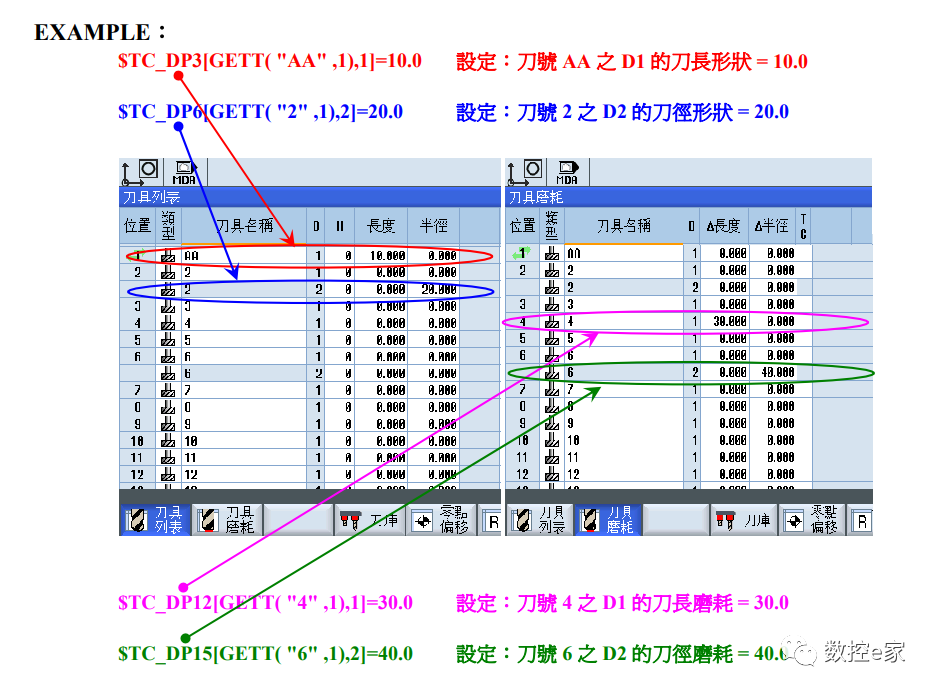
一、刀具补偿格式 $TC_ a [ GETT ( "b" , 1 ) ,c ] = d
a: DP3:刀具列表內的长度(长度形状);DP12:刀具磨损內的长度(长度磨损);DP6:刀具列表內的半径(刀径形状);DP15:刀具磨损內的半径(刀径磨损);
b:刀具名称( 刀号或刀具名称 )c:刀刃位置
如一把刀仅有一个刀刃,即为 D1,如超过一个刀刃,则输入欲修改刀刃之位置,例:D2位置输入 2,D3位置输入 3,以此类推。
d:补正值
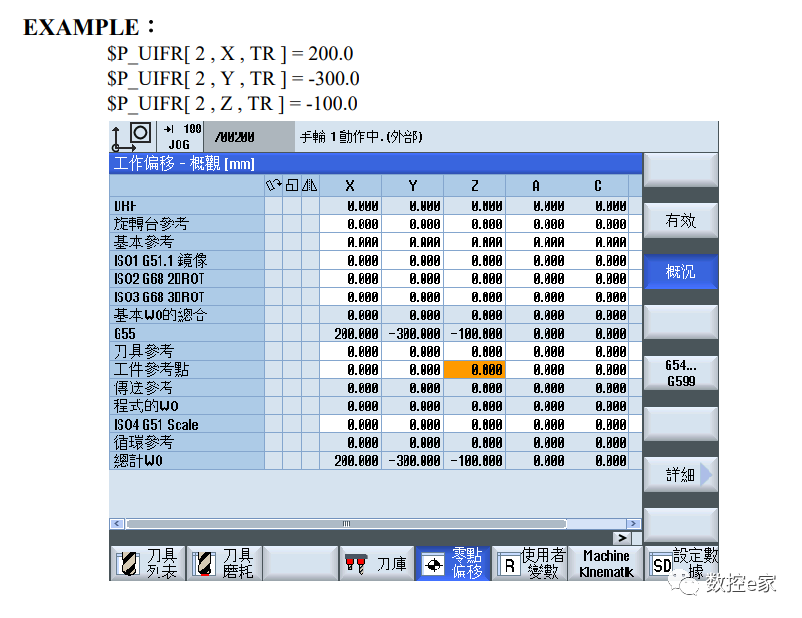
二、西门子 828D 座标系资料外部输入
1、格式 $P_UIFR[ a , b , TR ] = c
a:座标系。1:G54; 3:G56; 8:G508;
2:G55;7:G507; 以此类推
b:轴向 ( X:变更X轴;Y:变更Y轴;Z:变更Z轴 )
c:欲输入之数据
EXAMPLE:
$P_UIFR[ 1 , X , TR ] = 100.1
设定:座标系G54 X轴值 = 100.1mm
$P_UIFR[ 3 , Y , TR ] = -200.2
设定:座标系G56 Y轴值 = -200.2mm
$P_UIFR[ 5 , Z , TR ] = -50.123
设定:座标系G58 Z轴值 = -50.123mm

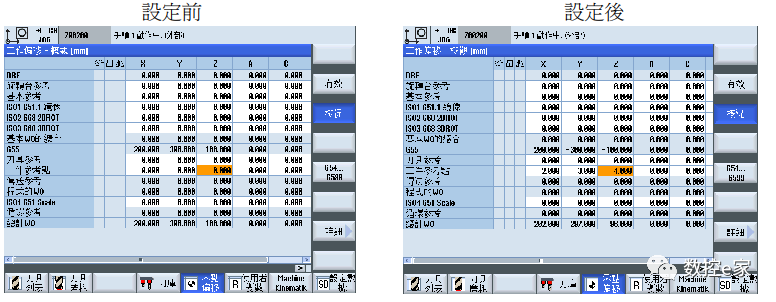
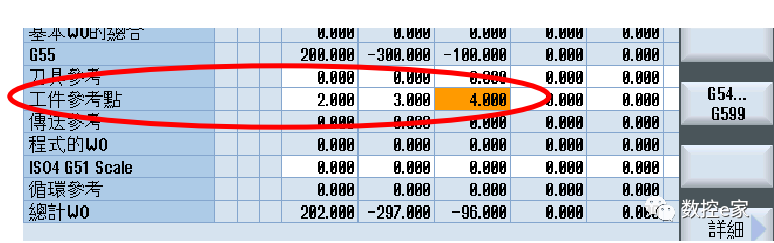
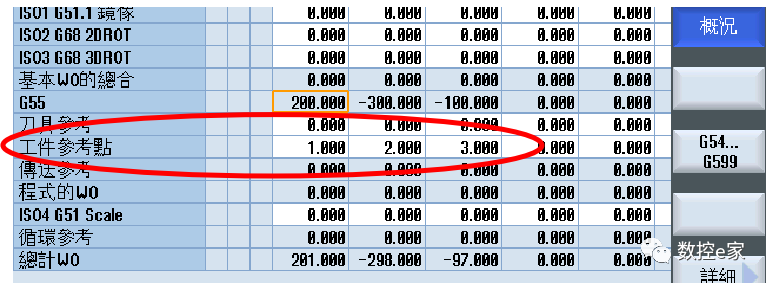
2、格式 $P_WPFR[ a , TR ] = b
a:轴向 ( X:变更X轴;Y:变更Y轴;Z:变更Z轴 )
b:欲输入之数据
EXAMPLE:
STOPRE
$P_WPFR [ X , TR ] = 2.0
$P_WPFR [ Y , TR ] = 3.0
$P_WPFR [ Z , TR ] = 4.0
STOPRE
3、格式$P_WPFR=CTRANS( X , a , Y , b , Z , c )
a:X轴向欲输入之数据
b:Y轴向欲输入之数据
b:Z轴向欲输入之数据
EXAMPLE:STOPRE$P_WPFR = CTRANS ( X , 1.0 , Y , 2.0 , Z , 3.0 )STOPRE

三:FANUC与西门子828D 座标系资料外部输入对比
范例一、( FANUC )
G90 G10 L2 P1 X200.0 Y300.0 Z-100.0 ( 将 G54 座标系数据输入成 X200.0 Y300.0 Z-100.0 )
L2 P1 = G54
L2 P2 = G55
L2 P3 = G56
L2 P4 = G57
L2 P5 = G58
L2 P6 = G59
L20 P1 = G54.1 P1
L20 P2 = G54.1 P2 -------以此类推-------
( 西门子 828D -方法1)
1$P_UIFR[1]=CTRANS(X,200.0,Y,300.0,Z,-100.0) ( 将 G54 座标系数据输入成 X200.0 Y300.0 Z-100.0 )UIFR[数值]
1 = G54
2 = G55
3 = G56
4 = G57
5 = G58
6 = G59
7 = G507
8 = G509 -----以此类推 -----
( 西门子 828D-方法2)
G291
G90 G10 L2 P1 X200.0 Y300.0 Z-100.0 ( 将 G54 座标系数据输入成 X200.0 Y300.0 Z-100.0 )
G290
范例二 ( 欲设定值为变量 )、
( FANUC )
#501 = 200.0;
#502 = 300.0;
#503 = -100.0;
G90 G10 L2 P1 X#501 Y#502 Z#503;( 将 G54 座标系数据输入成 X200.0 Y300.0 Z-100.0 )
( 西门子 828D )
R1 = 200.0;
R2 = 300.0;
R3 = -100.0;
STOPRE$P_UIFR[1]=CTRANS(X,R1,Y,R2,Z,R3)( 将 G54 座标系数据输入成 X200.0 Y300.0 Z-100.0 )



【精选文章】
【资料】西门子828D简明调试手册.pdf【数控】西门子数控系统 全套资料+视频 西门子 | 828D系统诊断指导 西门子 | 828D如何设机床零点? 西门子 | 828D系统换刀故障案例分析 西门子 | 828D系统导入梯形图步骤 西门子 | 840D 数控系统故障诊断与维修 西门子 | 如何修改828D的开机默认操作方式 西门子 | 828D系统定义M100之后的M代码 西门子 | 828D铣削简明操作教程1-认识系统界面 Brother | 备用刀具使用方法 FANUC刀具偏置误操作防止功能介绍 FANUC刀具寿命管理功能相关参数介绍 FANUC(发那科)刀具寿命管理功能 FANUC 刀具偏置 误操作防止功能 介绍 雷尼绍测头编程探头程序实例操作
加工中心宏程序编程,你了解多少?
宏程序条件转移和循环语句的灵活运用
宏程序刀具寿命管理
不懂宏程序,白干数控好多年!
【资料】数控机床维修技巧.pdfCNC立式加工中心几何精度检测方法 数控驿站 | 数控资料1000G+资料库【资料】各类测头安装调试汇总

















 910
910

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









