







1、引言
自动分拣系统(Automatic sorting system)是先进配送中心所必需的设施条件之一。它具有很高的分拣效率,通常每小时可分拣商品6000-12000箱,可以说,自动分拣机是提高物流配送效率的一项关键因素。
目前自动分拣已逐渐成为主流,因为自动分拣是从货物进入分拣系统送到指定的分配位置为止,都是按照人们的指令靠自动分拣装置来完成的。这种装置是由接受分拣指示情报的控制装置、计算机网络,把到达分拣位置的货物送到别处的搬送装置。由于全部采用机械自动作业,因此,分拣处理能力较大,分拣分类数量也较多。
物料分拣采用可编程控制器PLC进行控制,能连续、大批量地分拣货物,分拣误差率低且劳动强度大大降低,可显著提高劳动生产率。而且,分拣系统能灵活地与其他物流设备无缝连接,实现对物料实物流、物料信息流的分配和管理。

PLC控制分拣装置涵盖了PLC技术、气动技术、传感器技术、位置控制技术等内容,是实际工业现场生产设备的微缩模型。应用PLC技术结合气动、传感器和位置控制等技术,设计不同类型材料的自动分拣控制系统。该系统的灵活性较强,程序开发简单,可适应进行材料分拣的弹性生产线的需求。
2、材料分拣装置结构及总体设计
要想进行PLC控制系统的设计,首先必须对控制对象进行调查,搞清楚控制对象的工艺过程、工作特点,明确控制要求以及各阶段的特点和各阶段之间的转换条件。
2.1、材料分拣装置工作过程概述
如图1所示为本分拣装置的结构示意图。
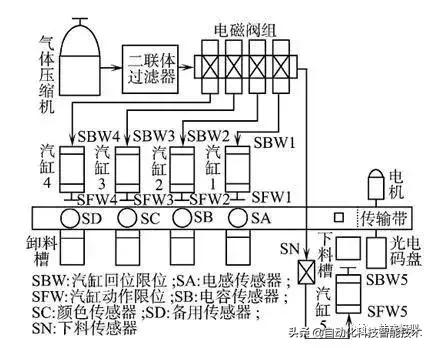
图1 材料分拣装置结构示意图
它采用台式结构,内置电源,有步进电机、汽缸、电磁阀、旋转编码器、气动减压器、滤清器、气压指示等部件,可与各类气源相连接。选用颜色识别传感器及对不同材料敏感的电容式和电感式传感器,分别固定在网板上,且允许重新安装传感器排列位置或选择网板不同区域安装。
系统上电后,可编程序控制器首先控制启动输送带,下料传感器SN检测料槽有无物料,若无料,输送带运转一个周期后自动停止等待下料;当料槽有料时,下料传感器输出信号给PLC,PLC控制输送带继续运转,同时控制气动阀5进行下料,每次下料时间间隔可以进行调整。物料传感器 SA为电感传感器
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 324
324











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









