






 本文详细介绍了西门子加工中心的操作面板,包括软菜单键、加工显示、回参考点操作、JOG运行方式、MDA运行方式、刀具建立与补偿、零点偏置值设定、自动运行方式、程序搜索与输入等关键步骤,旨在帮助用户全面理解并熟练掌握西门子数控系统的使用。
本文详细介绍了西门子加工中心的操作面板,包括软菜单键、加工显示、回参考点操作、JOG运行方式、MDA运行方式、刀具建立与补偿、零点偏置值设定、自动运行方式、程序搜索与输入等关键步骤,旨在帮助用户全面理解并熟练掌握西门子数控系统的使用。
西门子加工中心操作面板详解
在“视图”下拉菜单或者浮动菜单中选择“控制面板切换”后,数控系统操作键盘会出现在视窗的右上角,其左侧为数控系统显示屏,如下图所示。用操作键盘结合显示屏可以进行数控系统操作。
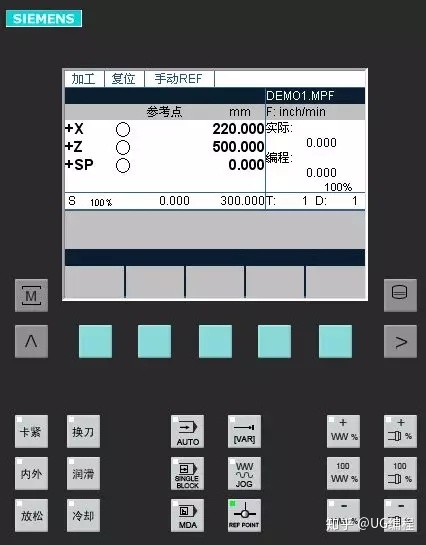

软菜单键.

加工显示.

返回键.

菜单扩展键

区域转换键

光标向上键.
上档:向上翻页键.

光标向左键.

删除键(退格键)


数字键
上挡键转换对应字符

垂直菜单键.

报警应答键.

选择/转换键

回车/输入键

上档键.

光标向下键.
上档:向下翻页键

光标向右键.

空格键(插入键)
开机
操作步骤 接通CNC和机床电源系统启动以后进入“加工”操作区JOG运行方式,出现“回参考点窗口”。
回参考点 (“加工”操作区)
操作步骤 “回参考点”只有在“JOG”方式下可以进行。用机床控制面板上“回参考点键”启动“回参考点”在“回参考点”窗口中显示该坐标轴是否回参考点坐标未回参考点。坐标已到达参考点。
选择正方向坐标轴
“JOG”运行方式 (“加工”操作区)
功能 在JOG运行方式中,可以使坐标轴点动运行。操作步骤 选择JOG运行方式操作相应的方向键 可以使坐标轴运行。
如果同时按动相应的坐标轴键和“快进”键,则坐标轴以快进速度运行。在选择“增量选择”以步进增量方式运行时,坐标轴以增量行使,步进量在屏幕上显示。
MDA运行方式(手动输入) (“加工”操作区)
功能 在MDA运行方式下可以编制一个零件程序段加以执行,但不能加工由多个程序段描述的轮廓。操作步骤 选择机床操作面板上的MDA键。… 通过操作面板输入程序段。按动数控启动键执行输入的程序段。
建立新刀具
操作步骤 依次按 按“新刀具”键,建立一个新刀具。出现输入窗口,显示所有给定的刀具号。 输入新的T-号(1-32000),并定义刀具体安排类型。按确认键输入,刀具补偿参数窗口打开。
刀具补偿参数
刀具补偿分为刀具长度补偿/刀具半径补偿,参 数表结构因刀具类型不同而不同。操作步骤 按下列步骤输入刀补参数:移动光标 到要修改的区域输入数值 按输入键确认
确定刀具补偿值
操作步骤 按“参数” “刀具补偿” “ ” “对刀” • 如果刀具不能回到零点GXX,请输入偏移值.没有零点偏置时,输入G500并输入偏移值.•按“计算”键,刀具补偿被存储
输入/修改零点偏置值 (“参数”操作区)
功能 在回参考点之后实际值存储器以及实际值的显示均以 机床的零点为基准,而工件的加工程序则以工件零点为基准,这之间的差值就作为可设定的零点偏移量输入。操作步骤 通过操作软键“参数”。屏幕上显示可设定零点偏置的情况。用 键把光标移到待修改的范围输入数值 按“向下翻页”键,屏幕上显示下一页零点偏置窗:G55和G56。按返回键不确认零点偏置值,直接返回上一级菜单。
计算零点偏置值
前提条件 选择零点偏置(如G54)窗口操作步骤 按“参数” “零点偏移” “ ” “测量” “确认”
选择和启动零件程序 (“加工”操作区)
功能 启动程序之前必须要调整好系统和机床,保证安全。操作步骤 按自动方式键选自动运行方式打开“程序目录窗口”在第一次选择“程序”操作区时会自动显示“零件程序和子程序目录”。用光标键 把光标定位到所选的程序上。用“选择”键选择待加工的程序,被选择的程序名称显示在屏幕区“程序名”下。
自动运行方式
功能 在自动方式下零件程序可以自动加工执行,这是零件加工中正常使用的方式。操作步骤 按自动方式键选自动运行方式。“自动方式”状态图按程序控制键,出现下图。通过选择/转换键,选择控制程序的方式。按区域转换键,回主菜单。按程序键。用光标键 选择要加工的程序。按选择键,调出加工的程序。按打开键可编辑修改程序。按单步循环键,选择单步循环加工。按CYCLESTART键,启动加工程序。
程序段搜索 (“加工”操作区)
操作步骤 前提条件:程序已经选择.按搜索键程序段搜索一直进行下去,直到找到所需的零件程序。程序段搜索窗口执行程序搜索功能,关闭搜索窗口。搜索结果窗口显示所搜索到的程序段。
输入新程序 (“程序”操作区)
功能 编制新的零件程序文件,开出一窗口,输入零件名称和类型。操作步骤 选择“程序”操作区,显示NC中已经存在的程序目录.按“新程序”键,出现一对话窗口,在此输入新的主程序和子程序名称.按“确定”键确认输入,生成新程序.现在可以对新程序进行编辑。用关闭键 结束程序的编制,这样才能返回到程序目录管理层。
零件程序的修改 (“程序”运行方式)
功能 零件程序不处于执行状态时,可以进行编辑。操作步骤 在主菜单下选择“程序”键,出现程序目录窗口.用光标键 选择待修改的程序.按“打开”键,屏幕上出现所修改的程序.现在可修改程序.用关闭键 结束程序的修改,这样才能返回到程序目录管理层.
编程设定数据 (“参数”操作区)
功能 利用数据可以设定运行状态,并在需要时进行修改.操作步骤 通过按“参数”键和“设定数据”键选择设定数据.在按下“设定数据”键后进入下一级菜单,在此菜单中可以对系统的各个选件进行修改.“设定数据”状态图用光标键 把光标移到所要求的范围在光标处输入新的值.按输入键或者光标键.软键JOG数据该功能允许对下列设定进行修改:JOG---进给率: 在JOG状态下的进给率 如果该进给率为零,则系统使用机床数据中存储的数值。
主轴:主轴转速 主轴旋转方向主轴数据最大值/最小值 对主轴旋转的限制只可以在机床数据所规定的范围内进行。可编程主轴极限值 在恒定切削速度时可编程的最大速度。空运行进给率在自动方式中若选择空运行进给功能,则程序不按编程的进给率执行,而是执行在此输入的进给率。开始角螺纹切削开始角(SF)在加工螺纹时主轴有一起始位置作为开始角,当重复进行该加工过程时,就可以通过改变此开始角切削多头螺纹。
R参数 (“参数”操作区)
功能 “R参数”窗口中列出系统中所有的R参数,需要时可以修改这些参数.操作步骤 按软键“参数”和“R参数”用光标键 把光标移到所要求的范围输入数值.按输入键或光标键进行。

















 220
220

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









