





钛合金气瓶在航天领域应用已较为成熟,如在运载火箭上作为增压系统极为重要的焊接组件为燃料贮箱增压、补压,作为卫星控制与推进分系统的重要部件,为卫星提供高压气体源,在导弹中负担贮存和供给制冷用气任务等。其共同的特点就是均需承受非常高的工作压力。因此,用于制备高压气瓶的钛合金材料就需要具备较高的力学性能。现广泛用于制造气瓶的钛合金有TC4ELI、TA7ELI、TC4 等,其热处理后的强度水平均低于1000MPa,本文选用TC18 钛合金开展半球形锻件的研究和试制工作,拟提供一种高性能的气瓶用半球形锻件,从而为钛合金高压气瓶的应用发展提供基础数据,同时也为拓展TC18 钛合金应用范围打下基础。
试验材料及方法
试验选材
试验材料为经过3 次VAR 熔炼的TC18 钛合金铸锭,其锭型为φ820mm,主要化学成分范围见表1。经测定,该铸锭的头、尾相变点分别为869℃和871℃。
试验方法
试验选用设备为80/100MN 油压快锻机和31.5MN 水压机,采用先锻造制坯后胎模锻成形的方法进行半球形锻件的试制。基本的工艺路线为:锻造开坯→锻制棒坯→下料→锻制饼坯→机加→无损检测→涂层→胎模锻成形→检验。
半球形锻件整体外形检验采用目视进行。将半球形锻件沿中心线剖开后利用卡尺、卷尺等工具多点测量尺寸。显微组织和力学性能均在弦向样条上取样检验,其取样位置如图1 所示,显微组织试样为15mm×15mm×15mm,力学性能试样为15mm×15mm×80mm,其中室温冲击韧性试样开口类型为U 口。显微组织观测设备为Axiovert200MAT光学显微镜,室温拉伸性能在Instron 5885 电子万能材料试验机上进行,室温冲击韧性在JNS-300 摆锤式冲击试验机上进行。
表1 试验用TC18 合金锭的化学成分(wt%)


图1 TC18 钛合金半球形锻件取样图
锻件锻造工艺
TC18 钛合金是一种近β 型高强度、高韧性钛合金,它的名义成分为Ti-5Al-5Mo-5V-1Cr-1Fe,其Mo 当量高达12.6,属高合金化钛合金,其锻造变形过程中的抗力较一般合金大,变形极易出现不均匀组织。它的Tβ 相转变点一般为(870±20)℃,锻造温度则一般在Tβ-(20 ~60)℃,锻造变形温度区间极窄。因此,结合TC18 锻造变形时的特性,在合适的温度加热后,铸锭开坯和棒坯的锻制全部采用80/100MN 油压快锻机进行,以便有效控制锻造时的道次变形量和变形速率等工艺参数。整个棒坯锻制采用特定加热工艺和镦粗拔长工艺,工艺方案示意图如图2 所示。β 相区加热温度为Tβ+(40 ~100)℃,α+β 相区加热温度为Tβ-(20 ~60)℃,经多火次加热、锻造后,锻制成规格为φ350 ~φ450mm的棒坯。棒坯再经带锯下料,利用31.5MN 水压机锻制半球形锻件用的圆形饼坯,饼坯的厚度和直径由半球形锻件的尺寸决定,饼坯应进行机加去除氧化皮和锻制缺陷,保证表面粗糙度Ra ≤3.2μm,以便进行无损探伤,同时确保模锻过程中锻件不因饼坯的表面缺陷而产生裂纹导致报废。
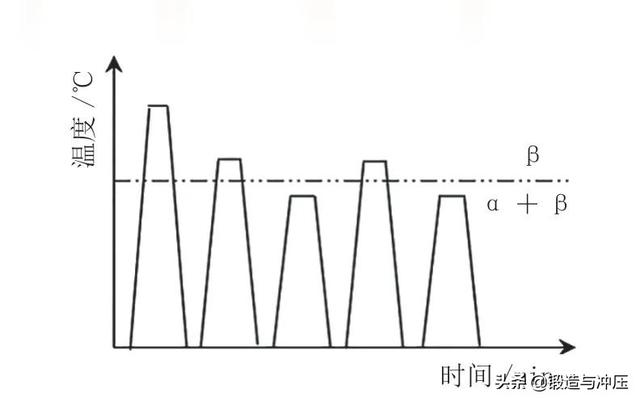
图2 TC18 钛合金棒坯锻制工艺
半球形锻件锻造成形使用的胎模具简易图如图3所示。模具主要结构分为凸模、导套和凹模,其中凹模上端加工有定位槽,定位槽的深度与半球形锻件用饼坯厚度相同,直径比饼坯稍大。定位槽的作用主要是模锻前和模锻变形起始阶段饼坯的定位,以保证整个变形的起点从饼坯的中心开始。导套随着凸模下压同步向下运动,以确保锻件在整个锻压成形过程中不会出现偏斜和移位。模锻成形时,凸模固定在锻压机的上砧上,凹模平置在凸模的正下方,与凸模配套使用。整个模锻过程的锻压速率由锻压机控制,为保证半球形锻件的成形性和表面质量,避免在受拉应力较大的边缘出现撕裂缺陷,整个锻压变形过程应严格控制压下速率,并尽可能保证匀速进行。另外,模锻前还应做好模具的预热工作和润滑防护工作,模具预热温度可根据情况在200 ~600℃之间选择。润滑可采用石墨粉或二硫化钼等锻造常用润滑剂,在与锻件接触的模具内壁上均匀涂刷润滑剂,不仅可有效减小变形过程中的摩擦力,提高成形过程金属的流动性,降低锻件表面产生裂纹的机率,而且也有利于半球形锻件锻压成形后的脱模。
锻件成形性分析
TC18 钛合金半球形锻件实物如图4 所示。本次试验共试制TC18 钛合金半球形锻件3 件,从试制的情况和结果来看,TC18 钛合金在锻压半球形锻件时的成形性良好,成形过程稳定。整个试验过程锻压力平均不高于20MN。成形后TC18 钛合金半球形锻件的形状规整,未出现明显的锻压偏斜情况。底端周向的“压余”和“飞边”形状对称、厚度均匀一致。锻件内腔和外表面无任何明显裂纹、折叠等缺陷产生。整个模锻过程不仅稳定可控而且易于执行。说明本次试验制定的模锻工艺方案是合理可行的。
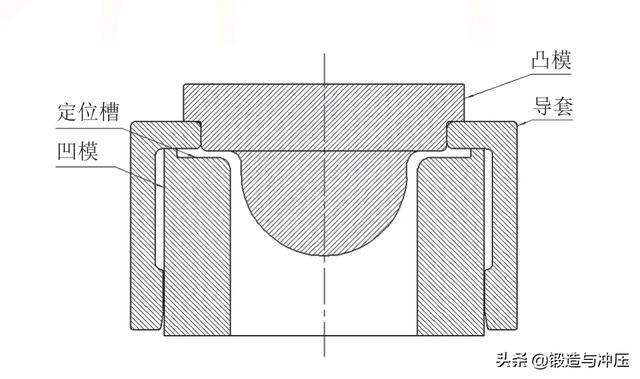
图3 半球形钛合金锻件成形用模具简图
测量解剖件发现,锻件的整体圆度完全满足成品锻件的机加要求,锻件内腔的形状、尺寸和凸模的形状与尺寸符合度高。多点测量后发现锻件的壁厚存在一定差异,壁厚最大点在底端压余处附近,最小点在半球顶端附近,最大点与最小点壁厚差值为5mm。分析认为,壁厚差是与饼坯的变形规律相符的,凸模顶端优先接触饼坯的中心区域,在压应力的作用下饼坯的中心区域最先产生塑性变形,后在压应力和拉应力的共同作用下逐渐使四周坯料向轴向和径向产生塑性变形。塑性变形停止时,即锻件完全成形时,与凸模的顶端接触的坯料区域为变形量最大的区域,而底端则是变形量最小的区域,底端的壁厚也基本接近饼坯的厚度。因此,在设计半球形锻件所需饼坯的尺寸时,由塑性变形引起的半球顶端壁厚减小的情况,是必须纳入考虑范围的,以便为后续成品机加工留出足够的加工余量。
锻件显微组织
对TC18 钛合金半球形锻件分别在图1 中的3 个位置取样进行显微组织检测,3 个位置的轴向显微组织如图5 所示,弦向显微组织如图6 所示。
从图5、图6 可以看出,TC18 钛合金半球形锻件在两个方向上的显微组织均为α+β 两相区加工组织,组织类型为典型的等轴组织,整体组织细小、分布均匀,组织等轴化程度高。初生α 相均呈颗粒状或短棒状,无长条α 相,在原始β 晶界上也无连续的、平直的α 相。初生α 相含量平均约为40%。可见,半球形锻件的整体锻造变形量较为充分,变形均匀,纵横向方向差异性小。原始β 晶粒在变形中得到了充分的破碎,初生α 相也有良好的球化效果。

图4 半球形锻件实物图

图5 TC18 钛合金锻件轴向显微组织
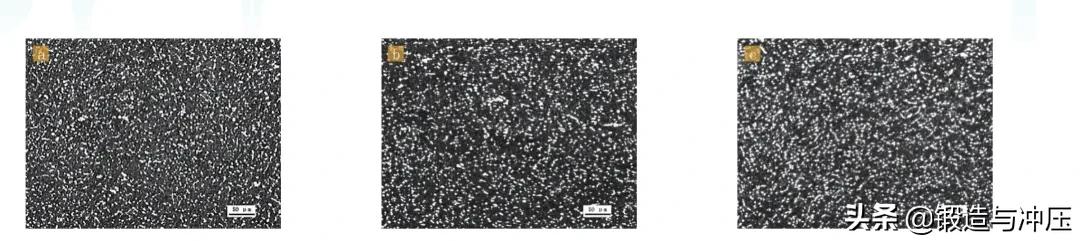
图6 TC18 钛合金锻件弦向显微组织
对比图5 和图6 可以看出,锻件不同位置的轴向或弦向组织基本一致,模锻成形时变形量最小的A点和变形量大的C 点,组织类型和相的组成也基本相同;对比图5 和图6 还可以看出,A、B 和C 点同一位置的轴向和弦向组织也基本一致,组织形态、相的组成、α 相的大小与分布也无明显差异。说明在胎模锻成形过程中产生的不等量的塑性变形或累积变形量,不会导致锻件不同位置的组织产生明显差异,也不会对同一点不同方向的组织造成显著影响。那么,根据钛合金具有的“组织遗传性”,可以判定成品锻件的组织形态基本遗传自饼坯的组织形态,也就是说饼坯的制备工艺对成品锻件的组织具有决定性的影响。这一点在此类钛合金锻件的工艺设计和成形过程中应引起注意。
力学性能
在图1 中的D 和E 位置分别切取多个力学性能试样,选用表2 中3 种方案进行热处理后,检测其室温力学性能。室温力学性能检测结果见表3 和图7。
由表3 和图7 可以看出,当采用双重热处理时,随着时效温度的升高,TC18 钛合金半球形锻件的室温抗拉强度出现了降低的趋势,塑性和韧性出现了升高的趋势。当时效温度由575℃升高到585℃时,室温抗拉强度和塑、韧性均变化不大;但时效温度由585℃升高到595℃时,其抗拉强度和屈服强度出现明显降低,平均降低了3% 左右,而伸长率和断面收缩率则出现了显著的提高,分别提高了29% 和9%,冲击韧性更是提高了40% 以上。可见采用750 ℃/2h·AC+595 ℃/6h·AC 进行热处理,能使TC18 钛合金半球形锻件得到良好的强韧性匹配。
表2 TC18 半球形锻件热处理制度
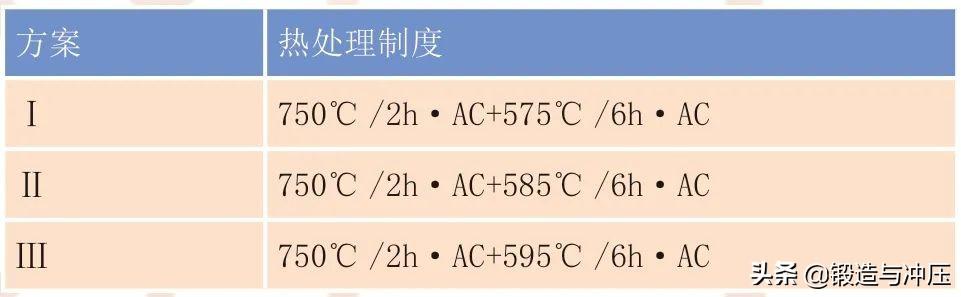
表3 TC18 半球形锻件室温力学性能

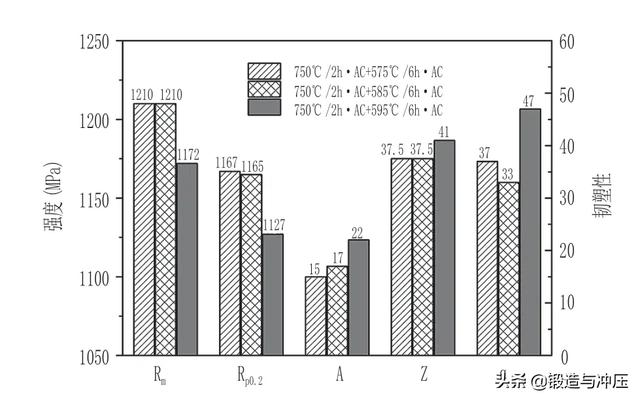
图7 热处理制度对TC18 钛合金锻件室温性能的影响
结论
⑴利用自由锻设备,采用“自由锻制坯+胎模锻成形”的工艺路线合理可行,锻制的TC18 合金半球形锻件其形状和尺寸均满足工艺要求。
⑵锻件的显微组织类型为等轴组织,颗粒状或短棒状α 相细小均匀的分布在β 基体上,不同位置或同一位置不同方向的组织一致性高,无明显差异。
⑶经3 种方案热处理后,其室温强度随着时效温度的升高出现降低趋势,塑韧性随着时效温度的升高出现升高趋势。采用750℃/2h·AC+595℃/6h·AC进行热处理后,能使TC18 钛合金半球得到良好的强韧性匹配。















 14万+
14万+











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









