





一、任务
1、当原料放入成型机时,各液压缸为初始状态:Y1=OFF、Y2=OFF、Y4=OFF,Y3=ON,S1=OFF、S3=OFF、S5=OFF,S2=ON、S4=ON、S6=ON。
2、启动运行:
当按下启动键,系统动作要求如下:
a、Y2=ON上面油缸的活塞向下运动,使S4=OFF。
b、当该液压缸活塞下降到终点时,S3=ON,此时,启动左液压缸,A的活塞向下运动,右液压缸C的活塞向左运动。Y1=Y4=ON时,Y3=OFF,使S2=S6=OFF。
c、当A缸活塞运动到终点S1=ON,并且C缸活塞也到达终点S5=ON时,原料已成型,各液压缸开始退回原点位置。首先,A、C液压缸返回,Y1=Y4=OFF,Y3=ON时,S1=S5=OFF。
d、当A、C液压缸退回到初始位置,S2=S6=ON时,B液压缸返回,Y2=OFF时,S3=OFF。
e、当液压缸返回初始状态,S4=ON时,系统回到初始状态取出成品,放入原料后,按下启动按钮,重新启动,开始下一个工件加工。
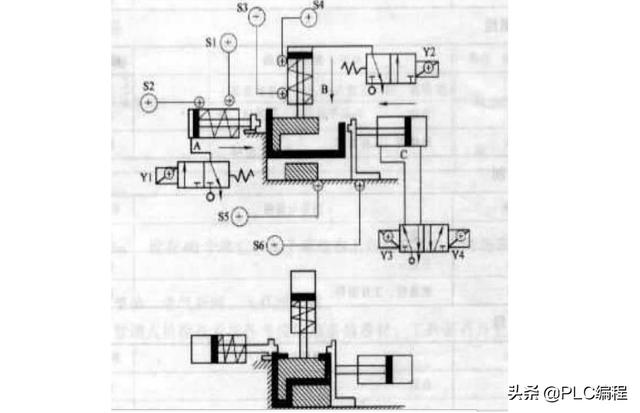
二、自动成型机如下图所示:
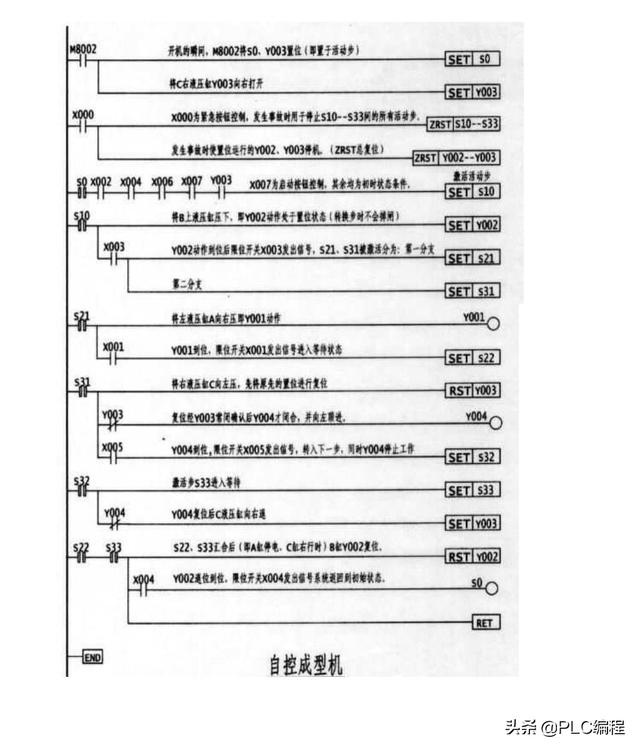
三、梯形图如下图所示:
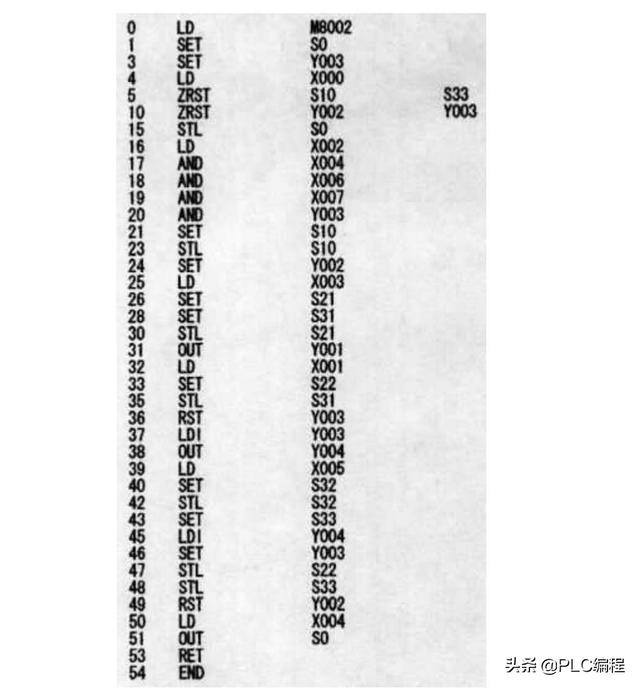
四、程序如下:
五、工作过程简述:
初始条件是工作前Y1、Y2、Y4应是关闭的,而C缸应是打开的,限位开关S1(X1)、S3(X3)、S5(X5)应是处于闭合状态,而S2(X2)、S4(X4)、S6(X6)限位开关应是打开的。启动时一合上PLC电源开关,C缸立即向右运行至S6(X6)限位开关处停止。装入材料后,按外部启动按钮使X7闭合,B缸由上向下压至S3(X3)处该限位开关处于闭合,而S4(X4)则处于断开。此时左缸A向右顶进,而右缸C则先断开Y3电源,然后Y4合上电源向左顶进,分别到达S1(X1)和S5(X5)限位位置时,此时A缸电源断电向后退,而C缸则接通电源Y3向后退,等A、C二缸退回原位后,则B缸(接通B缸前可在激活电路前加一延时电路,本图没加)可退回原位取出另件和重新装料。若在运行中发生故障按外部按钮接通X000即可停车。















 1172
1172











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









