






 直方图用于分析质量偏差,通过分组数据并以柱状图表示频数,揭示产品重量等偏差状态。步骤包括收集数据、确定极差、组距、界限值,编制频数分布表并绘制图形。直方图可用于判断产品是否满足规格,观察分布形态以发现工序异常,同时监控质量和改善效果。
直方图用于分析质量偏差,通过分组数据并以柱状图表示频数,揭示产品重量等偏差状态。步骤包括收集数据、确定极差、组距、界限值,编制频数分布表并绘制图形。直方图可用于判断产品是否满足规格,观察分布形态以发现工序异常,同时监控质量和改善效果。

 直方图
直方图
质量的偏差是无法回避的,判断质量的偏差是否由于偶然原因引起的,有必要对质量偏差状况进行实际测量和采集数据。
以产品重量为例,从罗列的数据表是不能知道产品重量的偏差状态的。为了把握重量的偏差状态,有必要将其数据表换写成能读取偏差状态的频数表。
直方图是将数据存在的区域分成几个区间,各区间里分布的数据的出现次数做成频数表,以柱形的高度来表示各区间的所属次数,能够清楚地知道偏差的状态。
 直方图NO.1直方图的作法
直方图NO.1直方图的作法
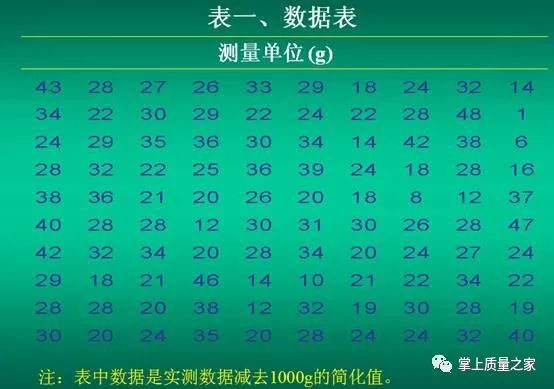
现以某厂生产的产品重量为例,对应用直方图的步骤加以说明:(1)收集数据。作直方图的数据一般应大于50个。本例在生产过程中收集了100个数据,列于表一中。(2)确定数据的极差(R)。用数据的最大值减去最小值求得。本例最大值Xmax=48(cg),最小值Xmin=1(cg),所以极差R=48-1=47(cg).
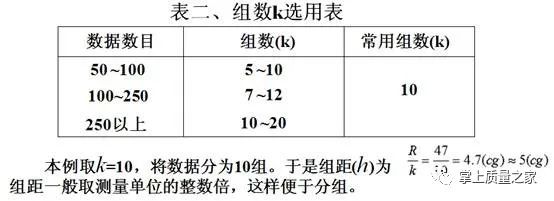
(3)确定组距(h)。先确定直方图的组数,然后以此组数去除极差,可得直方图每组的宽度,即组距。组数的确定要适当。组数太少,会引起较大计算误差;组数太多,会影响数据分组规律的明显性,且计算工作量加大。组数(k)的确定可参考组数(k)选用表二。
(4 )确定各组的界限值。为避免出现数据值与组界限值重合而造成频数据计算困难,组的界限值单位应取最小测量单位的1/2。本例最小测量单位是个位,其界限值应取0.5。分组时应把数据表中最大值和最小值包括在内。
第一组下限值为:1-0.5=0.5;
第一组上限值为:第一组下限值加组距,即0.5+5=5.5;
第二组下限值就是第一组的上限值,即5.5;
第二组上限值就是第二组的下限值加组距,即5.5+5=10.5;
第三组以后,依此类推定出各组的组界。(5)编制频数分布表。把多个组上下界限值分别填入频数分布表内,并把数据表中的各个数据列入相应的组,统计各组频数据(f )。
(6)按数据值比例画出横坐标。
(7)按频数值比例画纵坐标。以观测值数目或百分数表示。
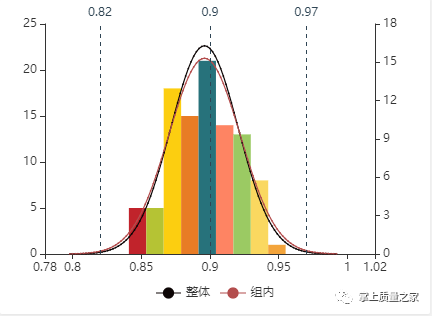
(8)画直方图。按纵坐标画出每个长方形的高度,它代表取落在此长方形中的数据数。(注意:每个长方形的宽度都是相等的。)在直方图上应标注出公差范围(T)、样本大小(n)、样本平均值(x)、样本标准偏差值(s)和x的位置等。
分布形态 | 剖析 |
缺牙形的分布 | 每个一级其频数变得少些,如缺牙形、梳形牙。如此的形状是由于分级不当、测量器(千分尺、秤等)使用不当引起的,例如,对以每10g所分的级只能测量50g单位的秤测量时所引起的现象。另外,测量者的刻度读法的不当也会引起此类现象。 |
右畸变的分布 | 直方图的平均分布的中心的左侧,左侧的频数下降得很快,而右侧得频数下降得缓慢,左右不对称。理论上,由规格值等下限被受限,某值以下得数值不能得到时所引起的。 不纯物的成分在0%、不合格、缺陷在0附近时所出现的现象。分布的下摆拖长时,其理由在技术上是否能理解有必要研讨。 |
左畸变的分布 | 与上相反,由于理论值、规格值等上限受限时所引起的。例如:成品率、纯度接近100%时出现的现象。这时,如果去除左边的下摆,成品、纯度将会变得更好。另外,切断一定尺寸的物体时,如果切短了就不得不将其扔掉,所以常常会把它切长了,这种情况会引起此分布。 |
切边分布 | 直方图的平均值极端地靠近一侧,离分布的中心很远,相反的一侧其频数下降的很缓慢。将规格以下的制品全数去除时会引起此类现象。另外,测量的作假、测量误差、误检查时也会引起此现象,有必要就此检查一下。 |
二山形分布 | 分布的中心部分的频数较少,从而左右出现了两座山。平均值稍微有差异的几个分布相混时出现的现象。此时,有可能超出了规格值的一侧或者两侧。对所能考虑到的两台机器间、工种原料间是否有差异等原因进行分层,如果重新作直方图就能知道其不同点。 |
孤岛形分布 | 右端或左端有与其相分离的小岛。从不同的数据中有少量的数据混入时而出现的分布。要调查工序中有什么异常、测量是否有误、是否有其他工序的数据混入。如果管理严格,去除其孤岛,一般不良品会消失。 |
满足规格时的例子:
(1) 理想场合
直方图在规格的上限和下限之中,平均值也几乎在分布正当中。偏差在规格内稍微有些余裕,可以说是理想的。
(2) 两侧没有余裕的场合
偏差的范围正好与规格的上限和下限一致。因为没有什么余裕,所以不能令人安心。工序即使稍微有些变化,将有可能出现不合格品,所以要减少偏差。
(3) 余裕太多的场合
偏差的范围过分地满足规格的上限、下限,余裕太多。这时,可以改善规格,如为了严格控制偏差,花了不少时间精力的话,可以省略一部分工序使偏差稍微变大点。如果一边的规格余裕太多也可以采取同样的措施。
不满足规格时的例子:
(1) 平均值错位的场合
平均值朝某一方向错位,如技术上能简单地将平均值进行移动的话,只要平均值移到规格的中心上即可。
(2)平均值过分错位的场合
它是上面的极端的情况,偏差的范围并不坏,只是完全离开了规格的限界。
(3) 偏差非常大的场合
工序的偏差太大,这时称为工序能力不足。如果行的话,放宽规格。如果这还不能改变的话应对工序彻底改善或进行全数检查。
NO.3直方 图的使用方法(1) 观察分布的形态来把握工序的异常点
如果工序有异常,其分布呈二山分布、切边分布等不规则分布。所以,通过对直方图的形态进行观察,就可以推测工序中发生了怎样的异常。
(2) 调查是否在规格之内
如果在规格之内的话,就能很清楚地把握住与分布之间的关系,能知道是偏向某一边的问题还是偏差的问题。具体计算平均值等就能推定其工序能力、不合格率。
(3) 偏向某一边、偏差原因的调查
画以机械、设备、材料、人方法和测量等分层的直方图,分析其不同点就可以知道偏向某一边、偏差的原因。但是,这时与特征因素图、帕累托图并用,从各个角度来进行分层是很重要的。
(4) 改善前后进行分层对改善效果进行调查
改善前和改善后级逆行能够进行分层,中心值的位置以及偏差的幅度是怎样变化的,对直方图进行比较的话就可以把握改善的效果。
NO.4正态分布的特点(1) 曲线以 对称轴,左右对称;
对称轴,左右对称;
(2) 离u很近的,出现概率大;离u远的,出现概率小;
(3) σ决定分布曲线形状;
(4) 总体是1。
NO.5 如何衡量“产品群体的”质量? :衡量产品的群体的质量中心(即平均值)与规格的质量中心的吻合程度,最好是完全相等。
:衡量产品的群体的质量中心(即平均值)与规格的质量中心的吻合程度,最好是完全相等。
监控加工质量平均值(即质量中心变化)的变化工具。
S:定性的说,S值越小越好,表示群体质量对质量中心的离散程度,S小则离散度小。
监控产品质量离散程度,其实质是控制“加工精度”。

















 3901
3901

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









