








蒙皮是构成飞机气动外形的外表零件,是保证飞机 空气动力学性能的重要零件。飞机蒙皮零件具有外 形复杂、尺寸大、刚性弱等特点,且多为双曲率零件,曲 率变化较大,因此蒙皮加工一直是工业界难题。传统的飞机蒙皮加工方法主要有化学铣切(简称化 铣)和数控铣。
目前在航空制造领域,化铣是蒙皮加工的主要方法,是将蒙皮待加工表面浸没在化学溶液中进行腐 蚀,从而获得所需形状和尺寸的一种无刀具、无切屑、 无应力的加工方法,但是它需要经过十几道工序, 工艺繁杂,存在突出的环境污染问题,并且铝屑不可回收。
蒙皮数控铣又分为实体模具数控铣以及采用柔性 夹具的蒙皮精确铣。实体模具数控铣是用实体模型配 合多轴数控铣削机床进行加工的方法。该方法需要为 每种规格的蒙皮分别制造专用实体模具,制造该模具所 耗时间占零件研制周期的 60% 以上,严重影响了蒙皮 加工的总效率,并且增加了生产成本。蒙皮精确铣是 由真空吸附柔性夹具与多轴数控铣削机床配合加工的 方法。相比实体模具数控铣,该方法大幅提高了蒙皮加 工的总效率,同时降低了生产成本,但是由于柔性夹具 对蒙皮零件多点离散夹持,当刀具对夹持点之间的悬空 区域进行加工时,蒙皮零件会发生弹性变形甚至颤振, 影响铣切深度和蒙皮表面粗糙度。
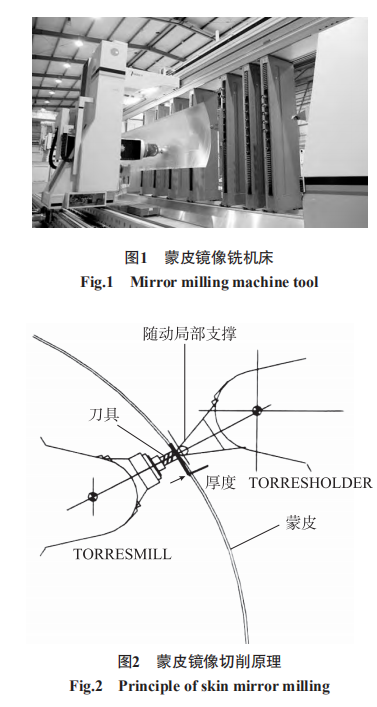
蒙皮镜像铣技术能够解决传统蒙皮加工方法中存 在的问题,蒙皮镜像铣机床如图 1 所示。镜像铣加工 系统主要是由真空吸附柔性夹持系统和两台同步运动 的五轴卧式加工机床组成。两台同步机床的主轴头分 别为加工主轴头和局部随动支撑,在加工过程中二者始 终在同一法矢方向同步运动,如图 2 所示 [3]。通过调整 局部随动支撑和加工主轴头之间的间距即可控制蒙皮 零件的剩余厚度。在用镜像铣机床加工蒙皮零件时, 局部随动支撑可以保证零件加工区域的刚性,从而有效减小该区域的变形、防止颤振,保证了蒙皮零件的表面 质量和加工精度,同时又不需要制造额外的装备,也不 会污染环境。
此外,镜像铣机床还集成了实时厚度监测 及误差补偿等功能。但蒙皮镜像铣也引出了新的问题,由于蒙皮毛坯存 在成形误差,且其刚度小,装夹力和毛坯自身的重力也 会引起变形,所以待蒙皮毛坯在机床上装夹完成后,它 的实际待加工表面(以下简称实际型面)与蒙皮理论模 型的待加工表面(以下简称理论型面)会存在一定的偏 差。如果使用依据理论型面规划的刀轨进行加工,就可 能使零件的形状精度和位置精度变差,发生过切或者欠 切,如图 3 所示,甚至铣穿零件,导致零件报废。要解决上述问题,就必须测量蒙皮毛坯得到其实际 型面,然后根据实际型面得到新刀轨。
在零件的测量方面,研究人员做了大量研究,测量 方法主要分为离线测量和在线测量两类。离线测量主要是用三坐标测量机测量,可以达到很 高的测量精度,但是这种测量方法需要将零件移动到三 坐标测量室再进行测量,所以并不适用于蒙皮实际型面 的测量。在线测量是指将测量设备集成到机床上
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 2586
2586











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









