






摘 要:轴齿轮是减速机的重要零部件。而滚齿的加工精度是影响轴齿轮工作效率的最重要因素,本文将主要通过对轴齿轮加工精度指标进行具体分析,重点分析产生这些加工精度不达标的原因,从而为提高整体的加工精度做支撑。
关键词:轴齿轮滚齿;加工精度;滚齿成形过程装备
0 引言
轴齿轮主要应用在减速机中,并且和减速机的质量和效率有着直接的关系。如果轴齿轮在工作过程中产生精度等相关问题就会影响减速机的正常工作。对于轴齿轮来说,最难控制的精度就是滚齿加工精度,因为轴齿轮的工作部分就是由滚齿来控制的,传统的加工轴齿轮滚齿的方法就是采用滚齿磨齿相结合的方法,在这个过程中容易产生一系列的加工误差问题,影响最终的成齿精度。因此为了提高轴齿轮的加工质量,最先要保证加工的轴齿轮滚齿的加工精度符合要求。因此本文将主要通过对控制轴齿轮滚齿的加工精度的几个因素进行分析,然后从轴齿轮滚齿加工过程,加工误差的控制以及设备影响等多个方面进行原因分析,从而在今后的轴齿轮滚齿加工的过程中可以将加工精度这一标准控制的更加严格,生产出高质量的轴齿轮,从而不断的提高齿轮加工的整体竞争力。
1 轴齿轮滚齿加工精度分析
轴齿轮是一个具有高度互换性的标准零部件。在各个方面应用广泛,尤其是在减速机之中,减速机的组成大致主要有四个行星齿轮,还有一个行星齿轮轴,二个轴齿轮以及减速机壳体等部分组成。对于精度影响最大的就是轴齿轮的轮齿精度将直接影响减速机的卞效率,因此在这个过程中首先需要分析影响轴齿轮滚齿加工精度的几个重要的加工精度参数,下面来分别进行讨论。
1.1 轴齿轮滚齿径向跳动
滚齿径向跳动的合理性是保证轴齿轮滚齿能够正常工作的重要参数之一。径向跳动在滚齿中主要反映的是齿轮的几何偏心,或者是在齿坯在安装过程中产生的偏心情况。目前对于轴齿轮滚齿的径向跳动误差的测量主要是通过圆柱体外径向跳动的测量方法,此套设备如图 1 所示。这套设备在测量滚齿的径向跳动误差的过程中可以依据滚齿的具体型号来进行升降的调节,并且精度较高,对于测量的误差是十分小的,但是仍然存在着加工精度的问题,在下文中会进行具体的讨论。

图1 轴齿轮轮齿径向跳动测量装备
1.2 轴齿轮滚齿齿面粗糙度精度
对于轴齿轮滚齿加工过程中,对于齿面的粗糙度控制也是十分严格的,需要严格的控制,一般的粗糙度为 0.5C,但是根据具体的应用场景还需要制定不同的加工粗糙度。但是滚齿加工的粗糙度将是影响轴齿轮滚齿加工精度不能忽视的关键问题,需要在制定合理的粗糙度区间内进行加工,从而提升滚齿的工作效率,提高齿轮的整体寿命等。
1.3 齿形与齿向误差
对于轴齿轮滚齿的齿形主要是工作部分的齿形,进行齿形确定的方法主要是轮廓线方法,在机械原理中应用理想的齿形轮廓线方法可以描绘出应用轴齿轮滚齿齿形的具体形状,通过轮廓线方法来最终加工出所需要的齿形,一般情况下,对于轴齿轮滚齿来说齿形的选择大多是选择渐开线齿形,因为渐开线齿形有着良好的传动效率,对于齿轮来说,高传动效率是其他传动方式所不能比的,整体的传动效率有时候会超过百分之90,这是非常高的传动效率,并且可以应用到大多数的工程之中。
而对于齿向误差来说,齿向误差主要是和齿轮宽度的选择有关系,对于处在一定范围内的齿宽,也就相对应产生一定范围的齿向误差,这一误差是不可能消除的,需要根据具体的条件下,将齿向误差控制在一定的范围内,从而可以有效控制齿向误差。
2 影响轴齿轮滚齿加工的原因分析
2.1 影响轴齿轮滚齿径向跳动误差原因分析
在前文中提到,滚齿径向跳动误差主要反映的是齿轮的几何偏心以及在齿坯安装的过程中出现的偏心情况,因此归根结底还是加工过程中设备产生的误差扩大化的问题。主要是由于两个孔与径向跳台之间不能进行安装上的重合,在对图 1 径向跳动设备进行分析的过程中发现在测量支架在使用的过程中需要手动的进行调试,要将被测量件的滚齿,本文主要是轴齿轮滚齿要和下方的两个中心孔以及测量支架之间三者要在同一条线上,但是在这个过程中由于设备自身存在一定的误差,导致在测量的过程中不能进行完全的安装重合,并且没有传感器进行检测是不是完全的重合,如果不能完全的重合就会产生一定的径向跳动误差,从而影响轴齿轮轮齿的加工精度,因此为了能够尽量的减小轴齿轮滚齿的径向跳动误差需要在成套设备上下功夫,从而可以将几何偏心控制在一定的范围内,提高效率。
2.2 影响轴齿轮滚齿端面跳动原因分析
对于轴齿轮滚齿的端面跳动误差主要反映的是运动偏心的问题。其实滚齿出现了运动偏心的问题主要还是公法线的长度出现问题。由于现阶段的生产轴齿轮滚齿过程中,主要是机械化进行生产,整体的生产效率不断的提高,在生产滚齿的过程中工作圆台会受到一定的磨损,在这个过程中由于圆台的磨损会导致出现生产出的滚齿端面产生一定的运动偏离,从而产生较大的端面跳动误差;另外在加工轴齿轮的过程中需要进行滚齿的加工,在这个过程需要蜗轮副的作用,蜗轮副产生回转运动,从而进行滚齿的加工生产,但是在这个过程中如果蜗轮副的回转精度达不到要求将会直接影响最终的成形滚齿,因此对于蜗轮副的回转精度将是影响运动偏心最重要的因素。在实际的过程中需要特别重视蜗轮加工滚齿,需要定期的进行检查,如果发现回转的精度与实际加工制定的滚齿精度有差别需要调好蜗轮副的回转精度,这样才能在加工的过程时刻注意运动偏心产生的端面跳动误差。
2.3 影响粗糙度的轴齿轮滚齿的加工精度原因分析
对于轴齿轮如果滚齿的粗糙度没有达到实际要求的那样就会产生崩齿、滚齿的撕裂以及鳞屑等现象。实际加工中造成轴齿轮滚齿粗糙度达不到生产要求的最关键因素还是出现在加工设备中,尤其是成套的设备,如数控机床的加工中,它和回转刀架的精度,机床的夹具精度以及数控机床控制工作系统等都有关系,并且在成形的过程中还会综合考虑这些成套设备带来的不可避免的误差,需要在要求的范围内制定这些不可避免的误差,然后重点控制数控机床成套设备的精度问题。尤其是出现了滚齿之间间隙较大的情况下,主要是由于加工的滚刀与工件之间的相向的过程中出现一系列的问题,从而造成了滚齿之间间隙增大,粗糙度增大。另外滚刀如果没有精磨到一定的精度生产加工出来的滚齿也会产生粗糙度和加工出现的粗糙度产生误差等。这些都是产生粗糙度影响轴齿轮滚齿加工的原因。
3 轴齿轮滚齿加工精度控制措施分析
在前文中对于轴齿轮滚齿加工过程中产生影响加工精度的若干因素进行具体分析。本小节将主要对一种加工精度也就是滚齿径向跳动误差控制措施进行分析,从而可以为其他的影响加工精度的原因提供技术上的借鉴。在对轴齿轮滚齿加工过程中产生几何偏心的原因是两个孔与径向跳台之间不能进行安装上的重合。因此采用全新的径向检测装置,通过传感器的实时的控制误差达到两个孔与径向跳台之间进行安装上的重合,具体的如图 2所示。
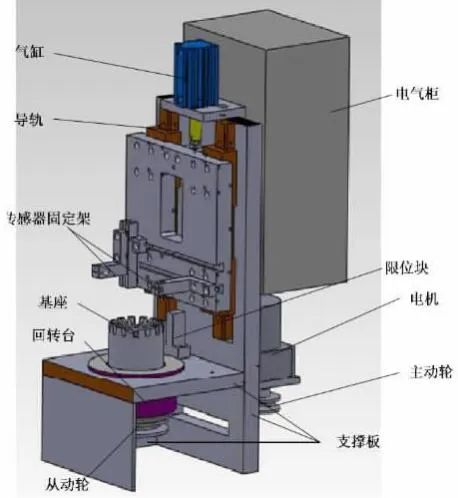
图2 带有传感器的径向跳动检测装置
从图 2 中可以十分清晰的看到,当轴齿轮滚齿被送到测量工位的基座上的时候,由传感器固定架来实时的将零件与测量台以及下方的定位孔之间的的垂直方向监测是否在一条线上,通过自动调节基座的位置,将三者固定在一条线上,从而保证精度,另外回转台的回转精度也会通过传感器来进行实时的传递信息,从而保证回转精度控制在要求的范围内。工作控制系统主要采用的是 PLC 技术,由于 PLC 技术的优点就是灵活多样化,可以将跳动测量数据快速的传递到总站之中,从而节约了大量的时间,并且测量的误差也是十分准确的,当测量结束的时候,滑块上升回到初始的状态,整个系统也会回到初始的状态,从而准备下一个滚齿径向跳动误差的测量。
4 总结
综上所述,本文主要通过对轴齿轮滚齿加工中影响加工精度的一些具体指标进行系统的阐述,然后通过这些指标在实际的加工过程中产生的加工精度不达标的原因进行重点分析,尤其是对滚齿的径向跳动与端面跳动误差,齿向齿形误差以及粗糙度等常见的加工精度因素进行分析,然后简述了如何控制滚齿的径向跳动误差从而为控制其他误差提供技术支撑。
作者:重庆三峡学院 杨越;姚鑫;蒋安全
参考文献:
[1]范玉泉,李勃.影响轴齿轮滚齿加工精度原因分析[J].山西科技,2017(05):109,111.
[2]葛宇.滚齿机工作台轴线漂移对齿轮加工精度的影响[J].机械工艺师,2016(4):21-23.
[3]李朋九,任素红.齿轮装夹倾斜误差对齿轮精度检测的影响研究[J].内燃机与配件,2019(12):149-150.

















 1000
1000











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









