






 本文详细介绍了基于FANUC系统的数控车床编程,重点讲解了G00至G76等12个关键指令,包括快速定位、直线插补、圆弧插补、外圆车削循环以及刀具切削沿位的选择和刀尖圆弧半径补偿注意事项。通过对这些指令的学习,有助于提升数控车削加工的技能。
本文详细介绍了基于FANUC系统的数控车床编程,重点讲解了G00至G76等12个关键指令,包括快速定位、直线插补、圆弧插补、外圆车削循环以及刀具切削沿位的选择和刀尖圆弧半径补偿注意事项。通过对这些指令的学习,有助于提升数控车削加工的技能。

本期资料基于FANUC系统车床,希望对知友们工作和学习有所帮助。
1、G00 快速定位指令

2、G01直线插补指令

3、G02顺时针圆弧插补指令

4、G03 逆时针圆弧插补指令

5、G90 外圆、内圆车削循环指令

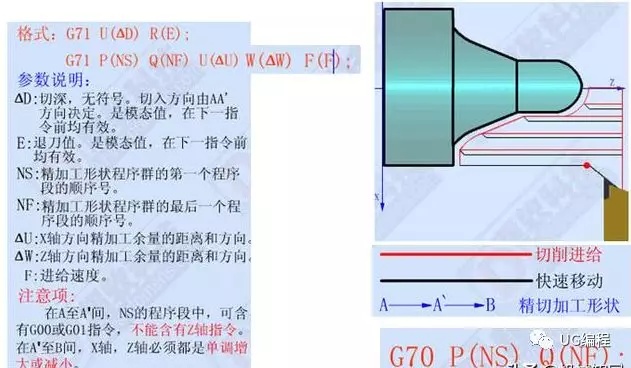
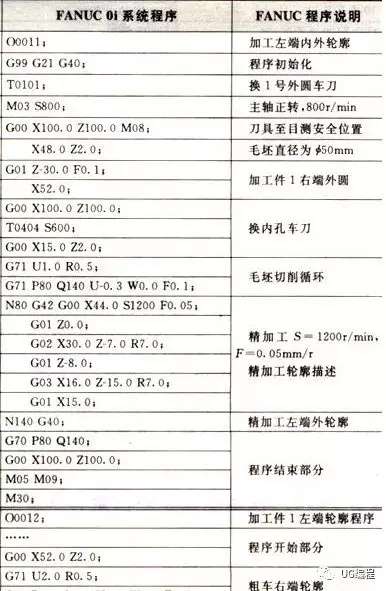
6、G71 外圆粗车循环指令
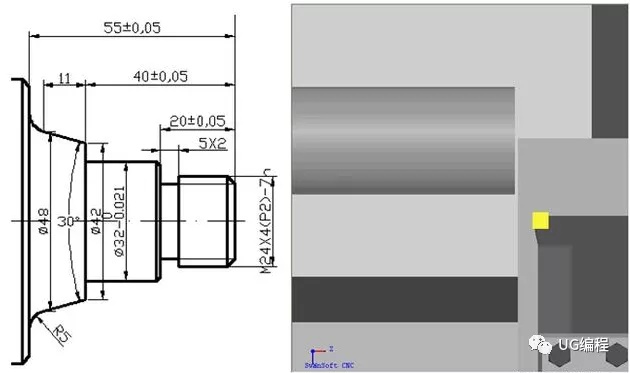
O0001;
G98;
M03 S500 T0101;
G00 X82 Z3;
G71 U1.5 R0.5;
G71 P1 Q2 U0.5 W0.1 F120;
N1 G00 X0;
G01 Z0 F80 S1000;
X20;
X24 Z-2;
Z-20;
X30;
X32 W-1;
Z-40;
X42;
X48;
W-11;
G02 X58 Z-55 R5;
G01 X72;
X76 W-2;
N2 X82;
G70 P1 Q2;
G00 X100 Z100;
M05;
M30;
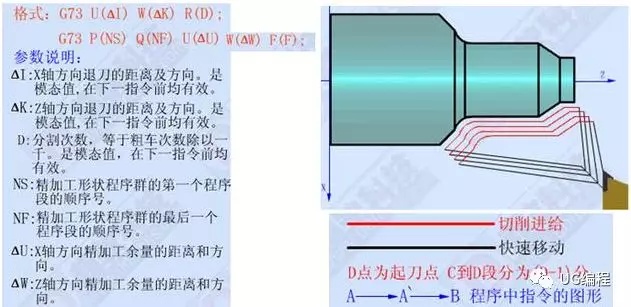
7、G73封闭切削循环指令
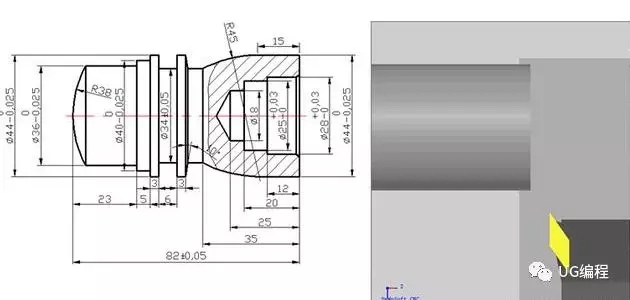
O0001;
G98;
M03 S500 T0101;
G00 X48 Z3;
G73 U5 R5;
G73 P1 Q2 U0.5 W0 F150;
N1 G00 X44 Z1;
G01 Z-15 F100 S1000;
G03 X34 Z-35 R45;
G01 W-5;
X44 W-1;
N2 X46;
G70 P1 Q2;
G00 X100 Z100;
M05;
M30;
8、G72 端面粗车循环指令
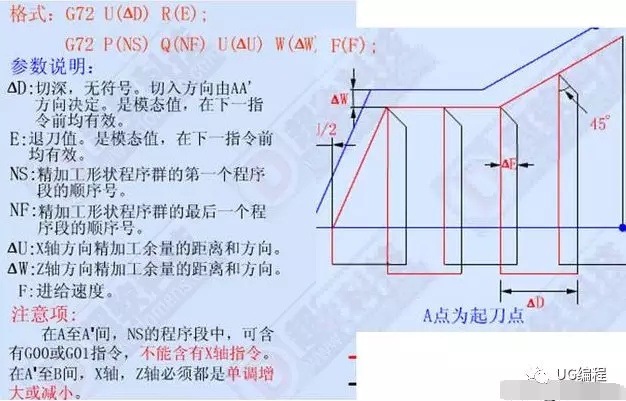
G00 X52 Z2;
G72 W1 R0.3;
G72 P1 Q2 U0.05 W0.3 F100;
N1 G00 Z-12;
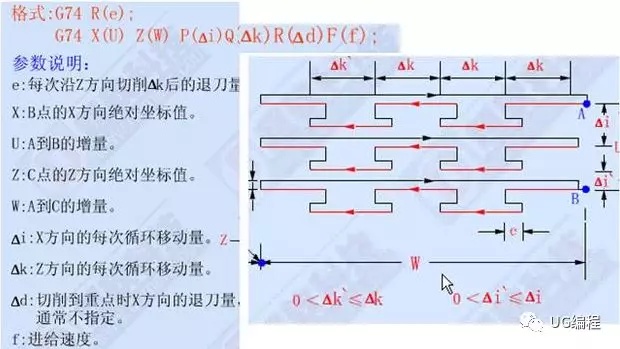
9、G74 端面深孔加工循环指令
10、G75 外圆、内圆切槽循环指令

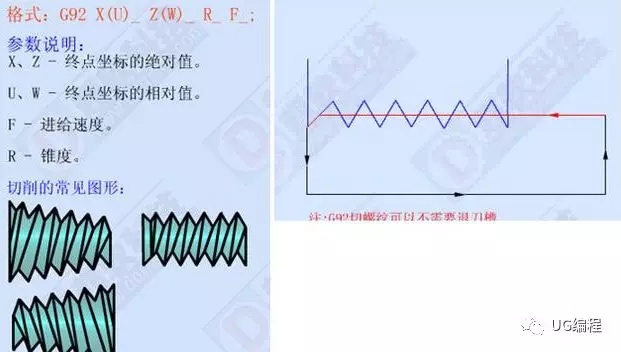
11、G92 螺纹切削循环指令
12、G76 复合型螺纹切削循环指令

相关知识点:

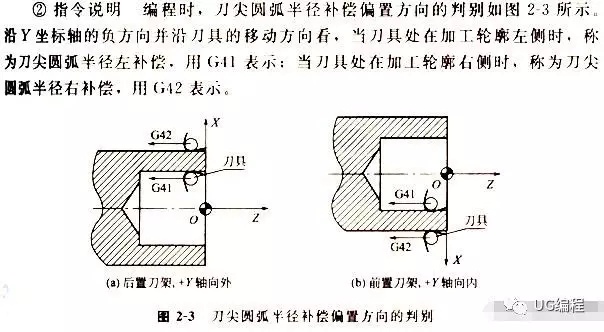

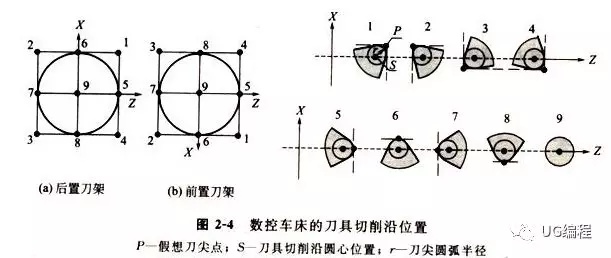
( 3 )圆弧车刀刀具切削沿位里的确定
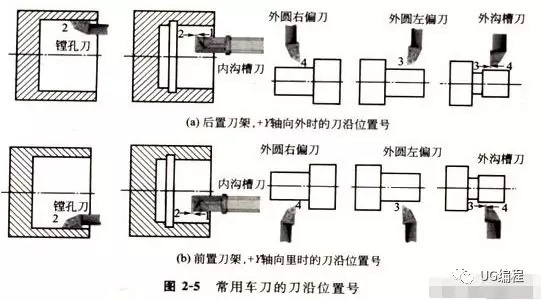
数控车床采用刀尖圆弧补偿进行加工时,如果刀具的刀尖形状和切削时所处的位置(即刀具切削沿位置)不同,那么刀具的补偿量与补偿方向也不同。想学习UG编程,加工中心数控编程,学习加QQ群:45867470才能提高自己的收入和薪资待遇,根据各种刀尖形状及刀尖位置的不同,数控车刀的刀具切削沿位置共有 9 种,如图所示。常用车刀的刀沿位置号如下图。

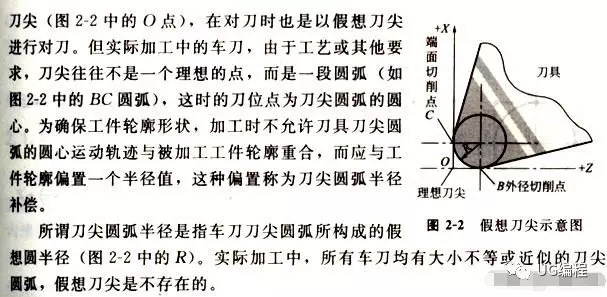
(4)刀尖圆弧半径补偿注意事项
① 刀具半径补偿模式的建立与取消程序段只能在 G00 或 G0l 移动指令模式下才有效。
② G41 / G42 不带参数,其补偿号(代表所用刀具对应的刀尖半径补偿值)由 T 指令指定。该刀尖圆弧半径补偿号与刀具偏置补偿号对应。
③ 采用切线切人方式或法线切人方式建立或取消刀补。
④ 为了防止在刀具半径补偿建立与取消过程中刀具产生过切现象,在建立与取消补偿时,程序段的起始位置与终点位置最好与补偿方向在同一侧。
⑤ 在刀具补偿模式下,一般不允许存在连续两段以上的补偿平面内非移动指令,否则刀具也会出现过切等危险动作。补偿平面非移动指令通常指:仅有G 、 M 、 S 、 F 、 T 指令的程序段(如 G90 , M05 )及程序暂停程序段 (G04 X10.0 )。



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









