






 本文详细介绍了FANUC CNC系统中PMC编程的基本知识,包括G、F、X、Y信号的含义和作用。G信号是CNC执行动作的指令,F信号反映了CNC运行状态,X信号是机床操作面板输入的命令,Y信号用于控制机床的强电动作。通过理解这些信号,有助于深入理解FANUC数控系统的运作原理。
本文详细介绍了FANUC CNC系统中PMC编程的基本知识,包括G、F、X、Y信号的含义和作用。G信号是CNC执行动作的指令,F信号反映了CNC运行状态,X信号是机床操作面板输入的命令,Y信号用于控制机床的强电动作。通过理解这些信号,有助于深入理解FANUC数控系统的运作原理。
要了解FANUC数控系统PMC程序的含义,需要先了解 G、F、X、Y 信号的意义
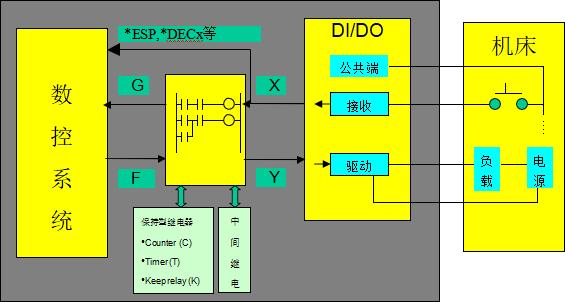
PMC各种信号关系
1、G:PMC 输出至 CNC 的信号(CNC 输入)
是 FANUC 公司设计 CNC 时根据机床操作的要求及 CNC 系统本身应具备的功能而设计好的、使 CNC 执行工作的指令。这些信号中有些是启动 CNC 某个动作的子程序。这些子程序是 CNC 控制软件的一部分:根据机床的实际动作设计好的机床的强电控制功能。
如:急停信号*ESP(G8.4);
自动加工程序启动信号 ST(G7.2);
CNC 停止主轴电机的信号*SSTP(G29.6)。
工作方式选择信号 MD1/MD2/MD4(G43.0~2)、DNCI(G043#5)、ZRN(G043#7)等等。
F:CNC 输出至 PMC 的信号
其中的一些信号是反映 CNC 运行状态的标志,表明 CNC 正处于某一状态。如,AL(F1.0):表示 CNC 处于报警状态。MV(F102):进给轴移动中。
另一些信号是 CNC 响应 X(经过 G 信号)后,执行某一运行的结果,用以通知 PMC。PMC 收到这些 F 信号,视其具体情况,再做适当处理。
还有一些信号是加工程序指令的译码输出。如:M 代码(F10~F13);T 代码(F26~F29)。CNC 将这些信号输出给 PMC 进行处理。下表列出了部分常用的 F 信号。
X:由机床输入至 PMC 的信号
是操作员由机床操作面板上输入的按钮、按键、开关信号。可以理解为是由操作者发出的使
CNC(机床)执行某一工作的命令,是上述 G 信号的指令。在梯形图中 X 总是 G 的控制源。X 信号的地址由机床厂的电气设计人员随意定义,但是有些 X 信号的地址已经由 CNC 固定,见下表。这些信号都是需要 CNC 紧急处理并执行的事件或动作。
Y:由 PMC 输出至机床的使机床强电动作的信号
如:主轴的正、反向;润滑、冷却的开/关都是用 Y 信号实现控制。PMC 梯形图程序根据 CNC 的输出处理后输出这些信号使机床动作。Y 信号的地址由机床厂的电气设计人员自由规定。一般, 当机床出现故障后,应首先检查与该故障有关系的 Y 信号的状态。
手动操作是操作者经机床操作板上的按钮、按键、开关等元/器件命令 CNC,使其执行相应的工作, 如上所述,是经 X 信号指令的。而自动工作时,是由加工程序指令 CNC 的。如某一段加工程序:
N10 G01 X100. Y-25. F300 Mxx;
段中的 G01 X100. Y-25. F300 是使伺服进给轴的移动指令,由 CNC 执行插补运动。Mxx 是辅助功能,由 CNC 译码后以 F 信号(代码)形式(F010~F013)送给 PMC,PMC 程序考虑了互锁或其它条件后将其变为 Y 信号送到机床的强电柜执行,使某一电气元件动作。

















 5690
5690

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









