






一、项目背景
上一项目2.1.6需求理解有偏差,先引用上个项目的项目背景:首先,多个客户下达了多个需求的订单。然后,计划部相关负责人在下达生产订单时,可以在时间合理的范围内兼顾不同客户生产的相同规格(尤其是厚度相同,因为配切即为对生产的出的一整张大膜进行长度和宽度的切割。)最终规划好后,计划部按最优的计划下达给生产部进行生产。
其中上个项目思路为先生产整块膜,再根据情况进行分切。实际情况为,根据要的成品规格,拼接成完整的半成品,提供规格给车间生产。
整体过程为上个项目的逆过程,具体思路参考2.1.5任务单配切
二、项目流程
1、确认所需字段。K3任务单中已有规格、型号、任务单号、物料代码、计划量、完成量等信息,但没有长度只有重量,需新增字段补全米数或从备注获取。
对接后结论:任务单界面中需手动录入长度。
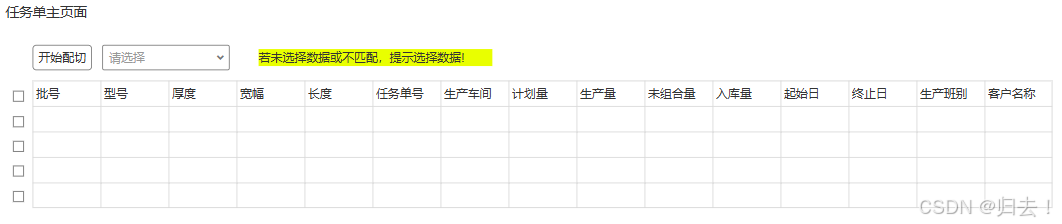
2、构建任务单界面,可查看所有K3下达的任务单,并可进行筛选。
计划凌倩提供需求描述:
具体字段提供:批号;型号;厚度;宽幅;长度;生产任务单号;生产车间(后续有2条线);计划量;生产量;未组合量;入库量;生产起始日;生产终止日;生产班别;客户名称。
任务单的型号:例如JFR50-038IN 38μm*1324mm无米数,需要人工输入米数;任务单下达的是重量(KG)需要系统计算成卷数(R)计算方式重量=38(厚度μm)*1324(宽幅mm)*6400(米数/)1000000*1.4(密度)*6(卷数);再根据相同的型号;厚度;宽幅;米数;全部集中一起进行幅组合。
在进行幅组合的前提,首先对制膜最大宽幅的设定(根据产品的型号大类例如JFP40;JFR10等),再进行组合
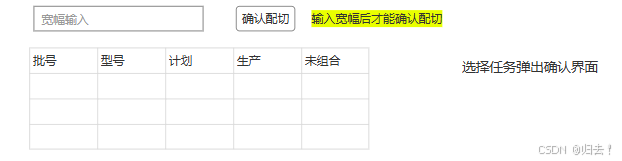
3、开发配切功能,提供配切按钮:(1)同型号任务单进行配切。(2)手动输入宽幅上限。(3)长度下线为成品米数。最终输出配切方案
计划凌倩提供需求描述:
进行组合后,进行产生的幅组合进行编辑;对已经产生产的幅组合查看生产任务单,是否有超出或者数量剩余;如遇到没有合适的幅组合需要增加配切的宽幅已经确认的幅组合,生成任务单下发给车间(含制膜与分切)
4、根据配切方案,手动下生产任务单(工单),可进行配切关联。母卷半成品制膜完成后联动任务单自动修改数量。
三、简略原型图
1、任务单主界面
2、选择后弹出配切界面
3、配切后生成任务单
4、计划下达生产任务单下单界面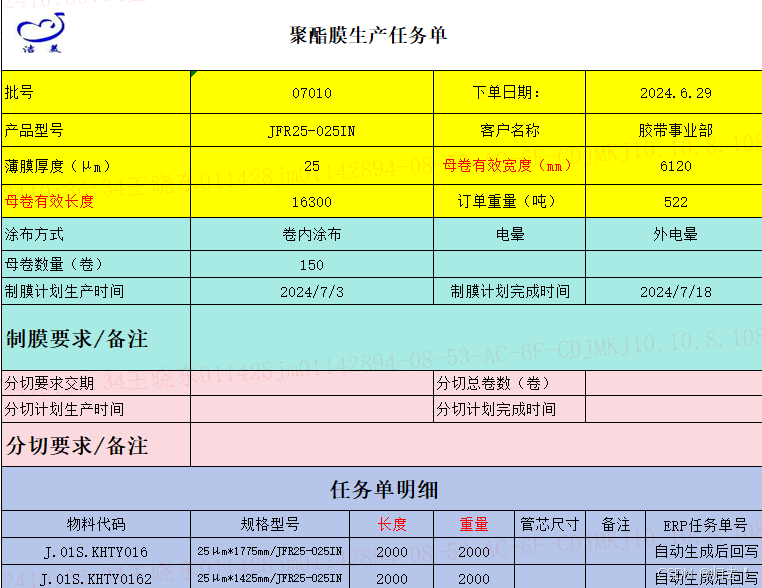



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











